Aparato para realizar perforaciones en un material de envasado y método para ajustar tal aparato.
Aparato (1) para realizar perforaciones con un rayo láser en un material de envasado,
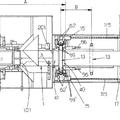
en particular, una película polimérica (2), que comprende un transportador para transportar el material de envasado (2) a lo largo de una trayectoria a través del aparato (1), un dispositivo láser (7) con punto de fuga ajustable y un detector en línea para medir uno o más parámetros de las perforaciones realizadas mediante el rayo láser, caracterizado por que el detector en línea es un detector óptico (8) en línea, por ejemplo, una cámara digital, para medir dichos uno o más parámetros de las perforaciones realizadas con el rayo láser, en el que los parámetros son o incluyen el diámetro, el área superficial y/o la circunferencia de las perforaciones y caracterizado además por un controlador (10) conectado al dispositivo láser (7) y al detector (8) y dispuesto para ajustar el punto de fuga del dispositivo láser (7) en el material de envasado basándose en los parámetros.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/058619.
Solicitante: Perfo Knowledgy BV.
Nacionalidad solicitante: Países Bajos.
Dirección: Postbus 253 3230 AG Brielle PAISES BAJOS.
Inventor/es: DE BRUIN,Martijn Willem.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K26/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
- B23K26/08 B23K 26/00 […] › Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
- B23K26/38 B23K 26/00 […] › mediante escariado o corte.
- B65B61/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para perforar, cortar o aplicar marcas de código o de datos antes del embalaje.
PDF original: ES-2466890_T3.pdf
Fragmento de la descripción:
Aparato para realizar perforaciones en un material de envasado y método para ajustar tal aparato La invención se refiere a un aparato de acuerdo con el preámbulo de la reivindicación 1, en particular, una película polimérica que comprende un transportador para transportar el material a lo largo de una trayectoria a través del aparato, por ejemplo, desde un carrete de suministro hasta un carrete receptor, un dispositivo láser, con punto de fuga ajustable y un detector en línea para medir uno o más parámetros de la perforaciones realizadas con el rayo, en particular, un detector óptico tal como una cámara (digital) . La invención se refiere además a un método de acuerdo con el preámbulo de la reivindicación 10.
Tal como se explica en el documento US 7 083 837 B, la calidad y vida útil de muchos productos se mejora envolviéndolos en un envoltorio que modifica o controla la atmósfera que rodea el producto. La calidad incrementada y la vida útil más larga tienen como resultado productos más frescos para el consumidor, menos desperdicio de productos estropeados, mejor control del inventario y apreciables ahorros en general para la industria alimenticia tanto a nivel de venta al por menor como al por mayor. El objetivo del envasado de frutas y verduras frescas es usar envasado de atmósfera modificada y controlada (MAP/CAP) para preservar la calidad del producto reduciendo el ritmo de respiración aerobia y evitando los procesos anaerobios que conducen a cambios adversos en la textura, sabor y aroma, al igual que a una mayor preocupación por la salud pública. El documento US 7 083 837 B divulga un sistema de microperforación en el que un rayo láser estacionario realiza microperforaciones en un área diana de una película mientras la película se mueve.
El documento WO 02/12068 A se refiere a un método para envasar productos propensos a pudrirse, en el que se transporta un papel de plata sintético a través de un dispositivo perforador (láser) , donde se realizan perforaciones en el papel de plata sintético, el papel de plata sintético perforado forma envases que tienen las dimensiones deseadas y estos envases se rellenan con los productos y se cierran. La superficie de perforación se establece controlando el número y tamaño de las perforaciones. Con el método de acuerdo con el documento WO 02/12068 A solo debería haber un número limitado de papeles de plata sintéticos disponibles en stock, ya que las perforaciones solo se realizan al comienzo del proceso de envasado.
El documento EP 1 857 812 A se refiere a un sistema de control de calidad para controlar un parámetro de orificios formados en una película, especialmente una película de envasado flexible. El sistema comprende una cámara digital para formar imágenes sucesivas de los orificios en la película mientras la película pasa por delante de la cámara. Estas imágenes se capturan y se analizan parámetros de los orificios en un analizador para determinar si los parámetros cumplen estándares de calidad predeterminados, y el analizador activa una alarma si no se cumplen los estándares de calidad. La señal de alarma también puede usarse para controlar el perforador para corregir en línea las variaciones de calidad en la frecuencia y tamaño de los orificios.
El documento WO 2006/063609 A se refiere a un dispositivo para perforar una película flexible mediante un rayo láser, que comprende un generador de rayo láser, medios de transporte para transportar la película flexible a través del rayo láser y medios de enfoque para enfocar el rayo láser sobre la superficie de la película. Se coloca un detector a lo largo de la trayectoria de movimiento de la película flexible para detectar si la perforación se ha realizado correctamente.
El documento WO2009/132663 A se refiere a un proceso para realizar perforaciones en un material de película de plástico para su uso en un envase para productos propensos a pudrirse, en el que el área superficial de las perforaciones realizadas en un área superficial definida del material de película de plástico debe tener un valor predeterminado. El proceso implica realizar una o más perforaciones, midiendo el área superficial de las perforaciones, calculando la diferencia entre el valor predeterminado y el área superficial real y ajustando el número de perforaciones basándose en esta diferencia.
El documento US 4 218 606 B proporciona un sistema para controlar la porosidad de un tejido o película cuando se perfora mediante radiación coherente de alta intensidad. En particular, se incluye un láser para proporcionar al menos un rayo de radiación coherente de alta intensidad que se dirige hacia un tejido que pasa por delante del rayo. La porosidad del tejido se mide y se compara con una referencia de operario-ajuste de porosidad para controlar el enfoque de la radiación coherente, por donde se controla el tamaño de la perforación resultante y, por tanto, la porosidad del tejido. En una realización del documento US 4 218 606 B, se ajusta la posición de una lente para enfocar la radiación coherente. En una realización adicional, se ajusta una superficie de soporte para recibir el tejido con respecto al rayo láser de enfoque fijado para controlar el tamaño de la perforación o abertura creada mediante el rayo de radiación coherente.
Las publicaciones anteriores se refieren a control de calidad durante la producción. Antes de la producción, el rayo de perforación debe enfocarse en la superficie de la película. En la práctica, esto se hace realizando perforaciones en una primera parte de la película, retirando la película del aparato, comprobando las perforaciones bajo un microscopio, ajustando el enfoque y repitiendo estas etapas hasta que se alcanza un enfoque adecuado. Este procedimiento puede requerir hasta, por ejemplo, un 20 % del tiempo total necesitado para producir un grupo de película perforada.
Es un objeto de la presente invención mejorar el ajuste del enfoque antes de la producción, en particular, reducir el tiempo necesario y preferentemente obtener también un enfoque más preciso.
Para este fin, el aparato de acuerdo con la invención se caracteriza por un controlador conectado al dispositivo láser y al detector y dispuesto para ajustar, preferentemente antes de la producción, el punto de fuga del dispositivo láser basándose en los parámetros medidos mediante el detector.
De esta manera, el detector en línea ya presente en la mayoría de los casos se emplea para enfocar el dispositivo láser y se reduce significativamente el tiempo requerido para ajustar el enfoque.
En una realización, el controlador está dispuesto para variar el punto de fuga del dispositivo láser en una pluralidad de incrementos, normalmente posiciones discretas y equidistantes, y hacer funcionar el dispositivo láser para realizar al menos una perforación en cada incremento. En una realización adicional, el controlador está dispuesto para calcular una desviación media y/o típica de los valores de los parámetros medidos en cada incremento y/o en un intervalo de incrementos. En particular, el incremento donde la desviación típica del parámetro, tal como el diámetro, área superficial y/o circunferencia de las perforaciones, es más pequeña proporcionó buenos resultados durante la producción posterior.
En una realización relativamente sencilla, el detector y el dispositivo láser se acoplan de manera que sus puntos de fuga están en una línea que se extiende paralela al material de envasado. Es decir, cuando el material de envasado está en el enfoque del detector también se encuentra en el enfoque del dispositivo láser.
En una realización adicional, el aparato comprende un controlador conectado al dispositivo láser y al detector y dispuesto para ajustar la potencia del dispositivo láser basándose en el parámetro o en uno o más de los parámetros. Este controlador y parámetros pueden ser el mismo controlador y parámetros empleados para ajustar el enfoque, pero también puede ser un controlador y/o parámetro diferente dedicado al menos a esta función.
Ajustar la potencia de esta manera facilita un ajuste durante la producción mejor del que, por ejemplo, se divulgó en el documento WO 2009/132663 A.
En una realización, el controlador está dispuesto para variar la potencia del dispositivo láser en una pluralidad de incrementos y hacer funcionar el dispositivo láser para realizar al menos una perforación en cada incremento.
La invención también se refiere a un método para ajustar un aparato tal como se ha descrito anteriormente que comprende las etapas de realizar una pluralidad de perforaciones en el material mediante el dispositivo láser, medir uno o más parámetros de las perforaciones con el detector... [Seguir leyendo]
Reivindicaciones:
1. Aparato (1) para realizar perforaciones con un rayo láser en un material de envasado, en particular, una película polimérica (2) , que comprende un transportador para transportar el material de envasado (2) a lo largo de una trayectoria a través del aparato (1) , un dispositivo láser (7) con punto de fuga ajustable y un detector en línea para medir uno o más parámetros de las perforaciones realizadas mediante el rayo láser, caracterizado por que el detector en línea es un detector óptico (8) en línea, por ejemplo, una cámara digital, para medir dichos uno o más parámetros de las perforaciones realizadas con el rayo láser, en el que los parámetros son o incluyen el diámetro, el área superficial y/o la circunferencia de las perforaciones y caracterizado además por un controlador (10) conectado al dispositivo láser (7) y al detector (8) y dispuesto para ajustar el punto de fuga del dispositivo láser (7) en el material de envasado basándose en los parámetros.
2. Aparato (1) de acuerdo con la reivindicación 1, en el que el controlador (10) está dispuesto para variar el punto de fuga del dispositivo láser (7) en una pluralidad de incrementos y hacer funcionar el dispositivo láser (7) para realizar al menos una perforación en cada incremento.
3. Aparato (1) de acuerdo con la reivindicación 2, en el que el controlador (10) está dispuesto para calcular una desviación media y/o típica de los valores de los parámetros medidos en cada incremento y/o en un intervalo de incrementos.
4. Aparato (1) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el detector (8) y el dispositivo láser (7) se acoplan de manera que sus puntos de fuga están en una línea que se extiende en paralelo al material de envasado (2) .
5. Aparato (1) de acuerdo con una cualquiera de las reivindicaciones anteriores, que comprende un controlador (11) conectado al dispositivo láser (7) y al detector (8) y dispuesto para ajustar la potencia del dispositivo láser (7) basándose en el parámetro o uno o más de los parámetros.
6. Aparato (1) de acuerdo con la reivindicación 5, en el que controlador (11) está dispuesto para variar la potencia del dispositivo láser (7) en una pluralidad de incrementos y hacer funcionar el dispositivo láser (7) para realizar al menos una perforación en cada incremento.
7. Aparato (1) de acuerdo con la reivindicación 6, en el que el controlador está dispuesto para ajustar la potencia del dispositivo láser (7) también durante la producción.
8. Aparato (1) de acuerdo con una cualquiera de las reivindicaciones anteriores, que comprende un soporte (12) para soportar la película (2) en o cerca de la posición del láser (7) y/o la cámara (8) y en el que en particular el soporte (12) puede comprender una superficie de soporte (13) que tiene una curvatura predeterminada.
9. Aparato (1) de acuerdo con la reivindicación 8, en el que el soporte (12) comprende una ranura (18) en o a través de la superficie de soporte (13) , que está dispuesta a lo largo de al menos parte de la trayectoria prevista de una perforación y cruza el rayo.
10. Método para ajustar un aparato (1) de acuerdo con el preámbulo de la reivindicación 1, que comprende las etapas de realizar una pluralidad de perforaciones en el material de envasado (2) mediante el dispositivo láser (7) , medir uno o más parámetros de las perforaciones con el detector en línea (8) , caracterizado por que el detector es un detector óptico y los parámetros son o incluyen el diámetro, el área superficial y/o la circunferencia de las perforaciones, y ajustar el punto de fuga del dispositivo láser (7) en el material de envasado basándose en los parámetros.
11. Método de acuerdo con la reivindicación 10, que comprende variar el punto de fuga del dispositivo láser (7) en una pluralidad de incrementos determinando en qué incremento está el material de envasado (2) en el enfoque del dispositivo láser (7) y ajustar el punto de fuga del dispositivo láser (7) a ese incremento.
12. Método de acuerdo con la reivindicación 10 u 11, que comprende calcular una desviación media y/o típica de los valores de los parámetros medidos.
13. Método de acuerdo con una cualquiera de las reivindicaciones 10-12, que comprende, preferentemente después de ajustar el punto de fuga del dispositivo láser (7) , ajustar la potencia del dispositivo láser (7) basándose en el parámetro o en uno o más de los parámetros.
14. Método de acuerdo con la reivindicación 10, que comprende variar la potencia del dispositivo láser (7) en una pluralidad de incrementos y determinar en qué incremento tienen las perforaciones un tamaño preseleccionado.
Patentes similares o relacionadas:
Método para producir tubos de polímero que contienen líquido y se sellan a intervalos constantes y aparato para la producción de tubos de polímero, del 13 de Mayo de 2020, de SHIN-ETSU CHEMICAL CO., LTD.: Un método para producir un tubo de polímero, que contiene un líquido en el mismo y se sella a intervalos constantes, el método comprende: una etapa […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Un comprimido de concentrado alimenticio envuelto con pliegues codificado por láser, del 18 de Marzo de 2020, de SOCIETE DES PRODUITS NESTLE S.A.: Un proceso para codificar un comprimido de concentrado alimenticio envuelto con pliegues que comprende las etapas de: a) primero realizar […]
Dispositivo y método para envasar un producto líquido consumible en un envase, del 13 de Noviembre de 2019, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo adaptado para envasar un producto consumible líquido en un envase, que comprende una alimentación de entrada para proporcionar material de envase preparado que […]
Mejoras en o relativas al envasado de alimentos, del 2 de Octubre de 2019, de Seachill UK Ltd: Un método de envasado al vacío de alimentos entre una primera película de plástico y una segunda película de plástico utilizando un aparato […]
Método y máquina de envasado, del 10 de Julio de 2019, de ULMA Packaging Technological Centre, S. COOP: Método de envasado para una máquina de envasado, en el que se suministra un tubo de lámina generado a partir de una lámina continua, en […]