Aparato y procedimiento de fabricación de latas de conserva.
En combinación, un aparato de alimentación y una máquina de procesamiento de contenedores ,
proporcionando el aparato de alimentación contenedores a una torreta de procesamiento sobre la máquina de procesamiento de contenedores, comprendiendo la torreta de procesamiento: un número de bolsas, soportando cada una un contenedor, estando las bolsas divididas en grupos, en los que cada grupos está asociado a un grupo de herramientas de la máquina de procesamiento con un número de herramientas por grupo, comprendiendo el aparato de alimentación:
un transportador para suministrar contenedores a un paso lineal;
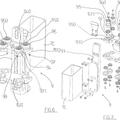
una torreta de alimentación (22, T5) para recibir los contenedores y aumentar el paso de los contenedores al paso circular de la torreta de alimentación (22, T5); y
una serie de al menos dos torretas circulares adicionales (30, T4, T3, T2) que reciben y transfieren los contenedores;
caracterizado porque:
la torreta de transferencia circular final (T1) del aparato de alimentación tiene el mismo número de bolsas que el número de herramientas por grupo de herramientas sobre la siguiente torreta de procesamiento adyacente de la máquina de procesamiento de contenedores a la que son suministradas las latas de conserva por el aparato de alimentación, y en la que las latas son recirculadas;
y las relaciones de intercambio entre una torreta y la siguiente (T5:T4, T4:T3, T3:T2, T2:T1) del aparato de alimentación son discretas y no superiores a 2:1.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/053277.
Solicitante: CROWN PACKAGING TECHNOLOGY, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 11535 South Central Avenue Alsip, Illinois 60803-2599 ESTADOS UNIDOS DE AMERICA.
Inventor/es: COATES,MICHAEL JONATHAN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D51/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B65G47/31 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › haciendo variar las velocidades relativas de los transportadores en serie.
- B65G47/84 B65G 47/00 […] › Ruedas con forma de estrellas o dispositivos de correas o cadenas sin fin, estando dotadas las ruedas o dispositivos de elementos que enganchan a los objetos.
PDF original: ES-2523123_T3.pdf
Fragmento de la descripción:
Aparato y procedimiento de fabricación de latas de conserva Campo técnico
La presente invención se refiere a la fabricación de contenedores, y en particular, a una máquina de procesamiento de contenedores y un aparado de alimentación para proporcionar contenedores a la máquina de procesamiento de contenedores. Tal máquina de procesamiento de contenedores se puede usar para la fabricación de contenedores tal como latas de conserva, botellas o cuerpos de latas de aerosol metálicas. Estas máquinas se usan para varios procedimientos. Un ejemplo de un procedimiento de fabricación de latas requiere cambios progresivos en el diámetro del extremo abierto de un cuerpo de lata para la formación de un "cuello" reduciendo ese diámetro en una serie de etapas.
Técnica anterior
Es práctica común formar un cuello en un cuerpo de contenedor tal como una lata de bebida mediante un procedimiento de "estrechamiento de cuello por matriz". En un procedimiento de estrechamiento de cuello por matriz, las latas son empujadas longitudinalmente dentro de matrices para de este modo reducir, a lo largo de varias etapas gradualmente el diámetro del cuello. La alimentación a tal procedimiento puede incluir un transportador que transporta una fila de cuerpos de lata, en la que los cuerpos de lata están en contacto entre sí. En el transportador, los cuerpos de lata tienen un "paso" (es decir la distancia entre sus centros) de un diámetro de lata. Los cuerpos de lata son alimentados desde este transportador a una torreta de alimentación de la máquina de procesamiento (en este ejemplo, estrechamiento de cuello por matriz.
El documento WO 21/26115 describe una triple alimentación de torreta y un conjunto pulidor que comprende una torreta de alimentación y una torreta pulidora con una torreta de transferencia entre las torretas de alimentación y pulidora. El conjunto de alimentación de esta solicitud incluye una torreta de alimentación que recibe cuerpos de lata entrantes procedentes de una tolva, una torreta de transferencia de alimentación y una torreta pulidora. El número de bolsas en las torretas es el mismo, con lo que se evitan daños cuando los rodillos de pulido en la toreta pulidora se acoplan en un cuerpo de lata entrante. Mientras que la invención de esta solicitud enseña cómo deshacer la aceleración de los cuerpos de lata, no hay distintos grupos de herramientas a los que se alimentar las latas pulidas.
El documento EP 182835 A divulga una combinación y un procedimiento según los preámbulos de las reivindicaciones 1 y 1. Describe un equipo de procesamiento de contenedores que comprende un equipo de manipulación de procesamiento multietapa de aproximadamente 5 etapas individuales, requiriendo cada etapa diferentes herramientas o "grupos de herramientas". El equipo de gestión de procesamiento comprende un aparato con al menos una torreta de procesamiento giratorio que tiene un número de bolsas, estando adaptada cada bolsa para soportar un artículo. Las bolsas están divididas en grupos, teniendo cada grupo de bolsas herramientas asociadas. Aunque el aparato también incluye un medio de reprogramación para transferir un artículo de un grupo de bolsas al siguiente, el paso de un lata queda sin cambio. En su lugar, el procesamiento multietapa es un sistema para desplazar un paso la lata de manera que la lata se presenta a los segundos miembros de los grupos de herramientas sobre la segunda recirculación, o terceros miembros de los grupos de herramientas sobre la tercera recirculación (o enésimos miembros de los grupos de herramientas sobre la enésima recirculación).
El reto de un sistema de alimentación de máquina rotatoria para alimentar latas a cualquier proceso de fabricación de contenedores que incluyen estrechamiento de cuello por matriz, es que la máquina recibe cuerpos de contenedores que están espaciados o "separados de un paso" de manera lineal, y el sistema de alimentación debe cambiar el paso entre los cuerpos de contenedores al de una torreta circular - y un paso mayor. El paso de procesamiento también puede necesitar ser más ancho para de este modo alojar herramientas para llevar a cabo el proceso de estrechamiento de cuello. El proceso de fabricación también se tendrá que llevar a cabo a la velocidad de la línea, a menudo por encima de 15 contenedores por minuto o más.
Cada torreta sobre una máquina rotativa tiene un número de bolsas, estando cada bolsa adaptada para recibir y retener un contenedor tal como un cuerpo de lata, por ejemplo por vacío. Las bolsas para llevar los cuerpos de lata sobre cada torreta circular están cada una separada por un paso (de bolsa). Cuando más cerca está el paso de bolsa del diámetro del cuerpo de lata, mejor es la alimentación en la torreta de alimentación.
La presente invención pretende proporcionar un aparato de alimentación que comprende una serie de torretas, que tiene la facilidad de cambiar la velocidad de giro de torretas individuales, teniendo las torretas distancias al centro fijas (entre sus ejes de torretas giratorias) y diferentes números de bolsas, para de este modo poder distribuir latas a pasos circulares discretos a una máquina de fabricación de contenedores.
Sumario de la invención
Según la presente invención se proporciona una máquina de procesamiento de contenedores y un aparato de alimentación para proporcionar contenedores a una torreta de procesamiento sobre la máquina de procesamiento de contenedores, comprendiendo el aparato:
un transportador para suministrar contenedores a un paso lineal;
una torreta de alimentación para recibir los contenedores y aumentar el paso de los contenedores al paso circular de la torreta de alimentación; y
una serie de dos o más torretas circulares adicionales que reciben y transfieren los contenedores; caracterizado porque:
la torreta circular final del aparato de alimentación tiene el mismo número de bolsas que el número de herramientas por grupo de herramientas sobre una siguiente torreta de procesamiento de una máquina de procesamiento de contenedores, hacia la cual son suministradas las latas por el aparato de alimentación, y en la que las latas son recirculadas;
y la relación de intercambio entre una torreta y la siguiente del aparato de alimentación es discreta y no superior a 2:1.
Para evitar confusiones, la expresión "discreta" se usa en el presente documento para significar individualmente distinta. El aparato de alimentación de la presente invención está de este modo adaptado para suministrar contenedores a un bucle de recirculación de una máquina de procesamiento de contenedores tal como la descrita en el documento EP 182835 A y cambia los números de bolsas de alimentación y la velocidad para proporcionar la lata, a continuación en el bucle de producción, al paso de los primeros miembros del grupo de herramientas. Con la regulación del paso de contenedores, el aparato de alimentación, el aparato de alimentación facilita la siguiente recirculación de los contenedores dentro de la máquina de producción.
El suministro de contenedores desde el transportador a la primera torreta del aparato de alimentación puede bien ser de velocidad constante o tangencial a la torreta. En un ejemplo, la relación del paso circular entre las bolsas en una primera torreta de diámetro de 3 mm y el diámetro del cuerpo de contenedor o con la separación en el transportador lineal puede ser de 1,2 a 1,5 para una torreta de alimentación tangencial o de 1,8 a 2,6 para una alimentación de velocidad constante (a veces denominada simplemente "VC"). El aparato de alimentación usa una serie de torretas rotativas, que están adaptadas para transferir los contenedores y para aumentar su paso circular hasta el de una primera torreta de procesamiento en la máquina de procesamiento de contenedores- o algún múltiplo del paso circular de la torreta de procesamiento. A continuación, la torreta de procesamiento en una máquina de alta velocidad puede operar a una velocidad de hasta 25 rpm por ejemplo, usando la recirculación de contenedores en la máquina de procesamiento de contenedores con el fin de conseguir la producción final de hasta 15 contenedores (o latas de conserva) por minuto.
Preferiblemente, cada una de la serie de torretas del aparato de alimentación tiene un número seleccionado de bolsas que están separadas por un paso especifico y el número de bolsas en la primera torreta de aparato de alimentación indica el número de circulaciones de los contenedores en la máquina de procesamiento de contenedores con el fin de conseguir la producción final deseada.
El aparato de alimentación puede usar accionamiento por engranajes y/o servomotor para accionar la rotación de las torretas. El aumento del paso... [Seguir leyendo]
Reivindicaciones:
1.- En combinación, un aparato de alimentación y una máquina de procesamiento de contenedores , proporcionando el aparato de alimentación contenedores a una torreta de procesamiento sobre la máquina de procesamiento de contenedores, comprendiendo la torreta de procesamiento: un número de bolsas, soportando cada una un contenedor, estando las bolsas divididas en grupos, en los que cada grupos está asociado a un grupo de herramientas de la máquina de procesamiento con un número de herramientas por grupo, comprendiendo el aparato de alimentación:
un transportador para suministrar contenedores a un paso lineal;
una torreta de alimentación (22, T5) para recibir los contenedores y aumentar el paso de los contenedores al paso circular de la torreta de alimentación (22, T5); y
una serie de al menos dos torretas circulares adicionales (3, T4, T3, T2) que reciben y transfieren los
contenedores;
caracterizado porque:
la torreta de transferencia circular final (T1) del aparato de alimentación tiene el mismo número de bolsas que el número de herramientas por grupo de herramientas sobre la siguiente torreta de procesamiento adyacente de la máquina de procesamiento de contenedores a la que son suministradas las latas de conserva por el aparato de alimentación, y en la que las latas son recirculadas;
y las relaciones de intercambio entre una torreta y la siguiente (T5:T4, T4:T3, T3:T2, T2:T1) del aparato de alimentación son discretas y no superiores a 2:1.
2.- Combinación según la reivindicación 1, en la que el suministro de contenedores desde el transportador a la primera torreta (T5) es bien a velocidad constante o bien tangencial a la torreta.
3.- Combinación según la reivindicación 1 o la reivindicación 2, en la que la serie de torretas giratorias (T5, T4, T3, T2, T1) están adaptadas para transferir los contenedores y para aumentar el paso circular de la torreta de transferencia circular final (T1) al de la primera torreta de procesamiento en la máquina de procesamiento de contenedores.
4 - Combinación según la reivindicación 3, en la que cada una de la serie de torretas (T5, T4, T3, T2, T1) tiene un número seleccionado de bolsas separadas por un paso específico y el número de bolsas en la torreta de transferencia final (T1) del aparato de alimentación indica el número de recirculaciones de los contenedores en la máquina de procesamiento de contenedores con el fin de conseguir la producción final deseada.
- Combinación según una cualquiera de las reivindicaciones 1 a 4, que comprende accionamiento por engranajes y/o servomotores, que accionan la rotación de las torretas.
6.- Combinación según una cualquiera de las reivindicaciones 1 a 5, en la que un aumento del paso de contenedor se consigue bien por un cambio en el diámetro de la torreta de transferencia, o ajustando tanto el número de bolsas de la torreta como la velocidad de giro de la torreta.
7.- Combinación según una cualquiera de las reivindicaciones 1 a 6, en la que el aparato incluye una serie de 5 torretas de transferencia.
8.- Combinación según cualquiera de las reivindicaciones 1 a 7, que incluye la interconexión de bolsas de torreta (21, 23, 31) para hacer pasar los contenedores de una torreta a la siguiente.
9.- Combinación según la reivindicación 8, en la que el borde trasero (24) de una torreta (22) se extiende por encima del diámetro del círculo primitivo para el ajuste de borde trasero y la siguiente torreta (3) tiene un relieve local (32) que permite el paso de la extensión.
1.- Un procedimiento para ajustar el paso de contendor en un aparato de alimentación para el suministro a una máquina de procesamiento de contenedores, comprendiendo la torreta de procesamiento un número de bolsas, soportando cada bolsa un contenedor, estando las bolsas divididas en grupos, en los que a cada grupo está asociado un grupo de herramientas de la máquina de procesamiento con un número de herramientas por grupo, que comprende una torreta de procesamiento, comprendiendo el procedimiento:
proporcionar contenedores (1) separados por un paso lineal (2);
recibir los contenedores sobre una torreta de alimentación (22, T5) de manera que los contendores estén separados por un paso circular (3, 4);
pasar los contenedores a través de una serie de torretas circulares adicionales (T4, T3, T2, T1) a una
máquina de procesamiento de contenedores; y opcionalmente,
recircular los contenedores sobre la máquina de procesamiento de contenedores;
caracterizado porque la etapa de pasar los contenedores en el aparato de alimentación utiliza distintas relaciones de intercambio (T5:T4, T4:T3; T3:T2; T2:T1) entre torretas de transferencia adyacentes que no
son superiores a 2:1, y
proporcionar el mismo número de bolsas en la torreta de transferencia circular final (T1) del aparato de alimentación que el número de herramientas por grupo de herramientas en la siguiente torreta de procesamiento adyacente de la máquina de procesamiento de contenedores.
11.- Un procedimiento según la reivindicación 1, que incluye accionar la rotación de las torretas en el aparato de alimentación mediante accionamiento por engranajes y/o servomotores.
12.- Un procedimiento según la reivindicación 1 o la reivindicación 11, que comprende aumentar el paso de contenedor en el aparato de alimentación bien por un cambio en el diámetro de la torreta, o bien ajustando tanto el
número de bolsas de torreta como la velocidad de giro de la torreta.
Patentes similares o relacionadas:
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Aparato para recibir y transportar una corriente de huevos, del 22 de Abril de 2020, de Moba Group B.V: Aparato para recibir y transportar una corriente de huevos, que comprende, - una transportadora para transportar huevos (E) en una dirección de transporte T, […]
Aparato de transporte para una máquina de envasado de pasta alimenticia, productos granulares y similares, del 22 de Abril de 2020, de ALTOPACK S.P.A.: Aparato de transporte capaz de transportar horizontalmente una pluralidad de envases que contienen alimentos, que comprende una cadena de bucle cerrado que se […]
Aparatos de transporte, del 15 de Abril de 2020, de FUJI MACHINERY CO., LTD: Un aparato de transporte que comprende: una sección de soporte configurada para soportar una pluralidad de artículos (P) sobre la misma […]
Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance, del 1 de Abril de 2020, de MARCHESINI GROUP S.P.A.: Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance (A), teniendo los artículos que ser desplazados y empujados transversalmente, […]
 Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Dispositivo de transporte y método de producción de artículos ponibles desechables mediante su uso, del 27 de Noviembre de 2019, de ZUIKO CORPORATION: Un dispositivo de transporte para transportar un objeto (A) a una superficie de una lámina (S1, S2), que comprende: un rodillo de entrega […]