APARATO Y PROCEDIMIENTO PARA CONTROLAR LA COMPACTACIÓN MEDIANTE MOLDES ISOSTÁTICOS.
Aparato para controlar la compactación del polvo en un molde para productos cerámicos por medio de un punzón del tipo isostático que comprende un espacio de aire dentro del cual se dispone una cantidad de aceite que es suficiente para soportar la membrana de prensado elástica,
caracterizado porque dicho espacio de aire se pone en comunicación con un depósito (6) y una bomba (7) de alimentación por medio de un dispositivo volumétrico de medición (5) que envía la cantidad de aceite deseada al espacio de aire del molde, estando asociado dicho dispositivo de medición con unos medios de detección y de lectura (56) de la cantidad de aceite enviada al espacio de aire del molde, y estando asociado con unos medios de válvula (81, 82, 83) de suministro, bloqueo y descarga del aceite al, en y desde el espacio de aire del molde, para asegurar la presencia en dicho espacio de aire de un volumen de aire predefinido para cada etapa del ciclo de compactación.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06075716.
Dirección: 17/A, VIA SELICE PROVINCIALE 40026 IMOLA (BOLOGNA) ITALIA.
Inventor/es: Salieri,Marco.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Marzo de 2006.
Clasificación Internacional de Patentes:
B28B17/00H
B28B3/00B
B30B5/02TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B30PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 5/00 Prensas caracterizadas por el empleo de órganos de presión distintos a los mencionados en los grupos B30B 1/00 y B30B 3/00. › en las que los órganos de presión se presentan bajo la forma de un elemento flexible, accionado por la presión de un fluido, p. ej. un diafragma.
Clasificación PCT:
B28B17/00B […] › B28TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › Partes constitutivas o accesorios de los aparatos de conformar el material; Medidas auxiliares tomadas en relación con tal fabricación (moldes B28B 7/00; postratamiento B28B 11/00; alimentación o eyección B28B 13/00; dispositivos para embutir elementos al material B28B 23/00; partes constitutivas, accesorios o medidas auxiliares especiales para un tipo dado de máquina de conformar o de métodos de conformación, ver los grupos correspondientes a tales máquinas o métodos).
B28B3/00B28B […] › Fabricación de objetos conformados mediante la utilización de prensas (conformación sobre transportadores móviles B28B 5/00 ); Prensas especialmente adaptadas a la realización de este trabajo (prensas en general B30B).
B30B5/02B30B 5/00 […] › en las que los órganos de presión se presentan bajo la forma de un elemento flexible, accionado por la presión de un fluido, p. ej. un diafragma.
F15B11/13MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F15DISPOSITIVOS ACCIONADORES POR PRESION DE UN FLUIDO; HIDRAULICA O NEUMATICA EN GENERAL. › F15B SISTEMAS QUE FUNCIONAN POR MEDIO DE FLUIDOS EN GENERAL; DISPOSITIVOS ACCIONADORES POR PRESION DE UN FLUIDO, p. ej. SERVOMOTORES; DETALLES DE LOS SISTEMAS DE FLUIDO A PRESION, NO PREVISTOS EN OTRO LUGAR. › F15B 11/00 Sistemas de servomotores desprovistos de acción de seguimiento (F15B 3/00 tiene prioridad). › utilizando cámaras de volumen predeterminado.
F15B21/00F15B […] › Caracterísiticas comunes de los sistemas accionados mediante fluído; Sistemas accionados mediante fluídos a presión o detalles de estos sistemas no cubiertos por ningún otro grupo de esta subclase.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
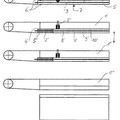
Aparato y procedimiento para controlar la compactación mediante moldes isostáticos. La presente invención se refiere a un aparato y a un procedimiento para controlar la compactación del polvo en un molde para productos cerámicos mediante un punzón de tipo isostático según el preámbulo de las reivindicaciones 1, 5, respectivamente. Con el fin de asegurar la compactación homogénea del polvo, necesaria para evitar variaciones de tamaño del producto acabado, uno de los punzones del molde para productos cerámicos normal comprende una base metálica en la que se define un espacio de aire. Este espacio de aire se cierra mediante una membrana deformable concebida para entrar en contacto con el polvo y se llena mediante un líquido, generalmente aceite. El espacio de aire puede comprender una rejilla que define una serie de celdas intercomunicadas a cuyo borde superior se fija la membrana. El llenado del espacio de aire mediante aceite tiene lugar regulando la presión del interior del punzón, provocando una deformación elástica de la membrana que sigue en contacto con la parte superior de la rejilla a la cual está fijado. Se conocen variaciones del molde isostático, en las que la membrana está soportada en la base metálica y están unidas a la misma únicamente en zonas distribuidas, de manera que se definan unas zonas adyacentes de comunicación en las que la membrana simplemente está soportada en la base metálica. La alimentación de aceite a presión entre la membrana y su nivel de soporte provoca la deformación de la membrana con una serie de ondulaciones concebidas para contrarrestar la presión de prensado de un modo isostático. Ambas formas conocidas de molde isostático están caracterizadas porque contienen una cantidad de aceite que se mantiene constante durante toda la duración del moldeado, con la excepción de posibles fugas o pérdidas. Los moldes isostáticos conocidos a menudo prevén que el punzón isostático equipado con una membrana sea el punzón inferior del molde, que define la base de la cavidad del molde en el que se recibe el polvo que se va a presionar. El uso extendido de los moldes isostáticos ha puesto de manifiesto una serie de inconvenientes que tienen lugar en el ciclo de prensado de los polvos que produce la baldosa bruta que a continuación se pone al fuego. Los inconvenientes más evidentes surgen del hecho de que la cantidad de aceite contenido en el espacio de aire del molde permanece constante durante el ciclo. De hecho, el aceite modifica sus propias características físico-químicas con el envejecimiento y puede convertirse en agresivo con el tiempo en lo que respecta a la membrana: teniendo en cuenta la muy elevada tensión a la que se ve sometida, que puede alcanzar cientos de kg por cm cuadrado, este fenómeno acorta considerablemente la vida del molde. Además, resulta imposible evitar pequeñas fugas y pérdidas de aceite durante la vida del molde, fugas y pérdidas que modifican el comportamiento del punzón favoreciendo, por ejemplo, el fenómeno denominado de transparencia, debido al cual, el diseño de la rejilla del molde o la rejilla posterior de la baldosa, que generalmente coinciden la una con la otra, resulta visible en el lateral cuando se observa la propia baldosa. Además, en cualquier caso, tanto coincidiendo con la carga de los polvos como con la descarga de los polvos del molde, las ondulaciones de la membrana son el origen del fenómeno de deterioro. Durante la descarga de los polvos, éstos inducen a una distribución irregular del propio polvo con posibles diferencias de compactación entre las zonas de la membrana deformada por el aceite y las unidas a la base de hierro. Durante la extracción de la baldosa del interior de la cavidad en la que se ha formado, la acción elástica del punzón puede provocar defectos o roturas de la propia baldosa. Durante la expulsión de la baldosa, las ondulaciones de la membrana se proyectan más allá de la cara superior de la matriz del molde, y la baldosa que sale roza con las mismas, lo cual provoca un desgaste y un deterioro localizados prematuros. El documento JP 2003 260600, da a conocer un aparato para controlar la compactación del polvo en un molde para productos cerámicos según el preámbulo de la reivindicación 1, y muestra un sistema para alimentar aceite a 2 E06075716 15-11-2011 presión a un molde para imprimir tarjetas de circuito integrado. Dicho aparato comprende un grupo de pistón y cilindro doble, compuesto por dos cilindros, estando el cilindro dispuesto en serie y presentando cada uno de dichos cilindros dos partes y un eje común para ambos cilindros. El cilindro dispuesto más arriba del molde es un cilindro de doble efecto y puede actuar en ambas direcciones de un modo a compresión y a expansión. Durante la compresión, dicho cilindro superior actúa, mediante el eje común, conectado por medio de un elemento de conexión, en el cilindro inferior comprimiendo una cámara del molde y, como consecuencia, incrementa la presión del aceite en dicho molde; el mismo cilindro puede actuar para descomprimir el aceite, reduciendo la presión en el molde. El circuito hidráulico está dividido en dos partes, debido a que en el ramal del circuito que está conectado al molde se utiliza un aceite térmico, mientras que en el resto del circuito, con separación entre fluidos con respecto al ramal que contiene el aceite térmico, contiene otro tipo de aceite. Además, debajo del cilindro que actúa directamente en el molde tampoco se prevé válvula de bloqueo. Como consecuencia, durante la operación de prensado, la presión en el molde retrocede hasta el cilindro. El documento GB 1 234 978 muestra un empujador que durante el ciclo de prensado se puede detener en una pluralidad de posiciones de funcionamiento. La alimentación del aceite al empujador se regula mediante un sistema de control al que se alimenta la información acerca de las posiciones del empujador. Dicho dispositivo prevé unos transductores de posición, como un potenciómetro que genera una señal eléctrica correspondiente al ajuste de la bomba que acciona el empujador y un indicador de la posición de dicho empujador. Sin embargo, dicha prensa no es una prensa isostática. El documento DE 43 20 203 muestra una prensa hidráulica que prevé en ambos lados del molde membranas elásticas que pueden vibrar. La presión del aceite se alimenta desde una bomba asociada con un depósito y el circuito hidráulico se abre y se cierra con rapidez por medio de un dispositivo que acciona una válvula que abre y cierra la admisión de aceite al cilindro. De este modo, se crea una presión variable y por impulsos en las membranas elásticas. En este caso, tampoco se prevé una válvula de bloqueo más abajo del cilindro, de manera que la presión en el molde retorna hasta el cilindro. El documento EP 0 659 572 muestra un procedimiento y un aparato para la fabricación de cerámica con un molde isostático. Se prevé un grupo de cilindro y pistón hidráulico que acciona una prensa hidráulica conectado a un circuito hidráulico que, a su vez, proporciona un grupo de válvula y un multiplicador de presión. Durante cualquier acción de prensado individual, la válvula se abre cuando una presión es inferior a la presión de ejercicio máxima del grupo de cilindro y pistón hidráulico, mientras que la abertura en el sentido opuesto del grupo de válvula actúa sobre el reposicionado del multiplicador de presión. De este modo, debajo de la membrana en la zona comprimida entre el estampado en el que se forman las bases de la baldosa, se consigue una presión hidráulica que es suficiente como para elevar la baldosa en las fases finales de prensado. La patente US nº 4.718.842 muestra una prensa provista de un transductor de posición y de medios optoelectrónicos para referenciar la posición de una primera placa de la prensa. El objetivo de la presente invención es eliminar los inconvenientes mencionados anteriormente con la intención de obtener una solución sencilla y económica. Este objetivo se alcanza mediante un aparato y un procedimiento para controlar la compactación del polvo en un molde para productos cerámicos por medio de un punzón del tipo isostático según las reivindicaciones 1 y 5, respectivamente. El sistema de prensado según la invención prevé el uso de un molde isostático sustancialmente del tipo conocido, asociado a unos medios de alimentación y control del aceite contenido en el mismo. Dichos medios de alimentación y control comprenden un dispositivo volumétrico de medición adaptado, en cada ciclo de prensado, para insertar un volumen preciso y deseado de aceite en el punzón, unos medios adaptados para descargar la totalidad del aceite contenido en el punzón en cada ciclo de prensado y, finalmente, unos medios para enviar hacia un depósito de aceite contenido en el interior de la almohadilla, con... [Seguir leyendo]
Reivindicaciones:
1. Aparato para controlar la compactación del polvo en un molde para productos cerámicos por medio de un punzón del tipo isostático que comprende un espacio de aire dentro del cual se dispone una cantidad de aceite que es suficiente para soportar la membrana de prensado elástica, caracterizado porque dicho espacio de aire se pone en comunicación con un depósito (6) y una bomba (7) de alimentación por medio de un dispositivo volumétrico de medición (5) que envía la cantidad de aceite deseada al espacio de aire del molde, estando asociado dicho dispositivo de medición con unos medios de detección y de lectura (56) de la cantidad de aceite enviada al espacio de aire del molde, y estando asociado con unos medios de válvula (81, 82, 83) de suministro, bloqueo y descarga del aceite al, en y desde el espacio de aire del molde, para asegurar la presencia en dicho espacio de aire de un volumen de aire predefinido para cada etapa del ciclo de compactación. 2. Aparato según la reivindicación 1, caracterizado porque el espacio de aire del molde se encuentra en comunicación directa por medio de una válvula (84) con el depósito de aire (6) sin pasar a través del dispositivo de medición (5). 3. Aparato según la reivindicación 1, caracterizado porque el dispositivo de medición (5) está compuesto por un cilindro dividido en dos partes (54, 55) mediante un pistón (52), de las cuales una (54) está conectada a la bomba (7) mediante una válvula de tres vías (81), mientras que la otra (55) está conectada al espacio de aire del molde por medio de una válvula de dos vías (82) y al conducto de suministro de la bomba (7) mediante una válvula de dos vías (83). 4. Aparato según la reivindicación 3, caracterizado porque el pistón (52) comprende un vástago asociado con un transductor de posición (56). 5. Procedimiento para controlar la compactación de polvos en un molde para productos cerámicos por medio de un punzón de tipo isostático que comprende un espacio de aire en el que se dispone una cantidad de aceite utilizando el aparato según cualquiera de las reivindicaciones 1 a 4, que comprende las operaciones siguientes: - alimentar en el espacio de aire una cantidad de aceite medida que sea suficiente para soportar la membrana de prensado elástica; - la etapa de carga del polvo en la cavidad del molde y llevar a cabo una primera etapa de compactación ligera que corresponde a la etapa de desaireación del polvo; - insertar en el espacio de aire un volumen medido de aceite deseado de manera que, en su configuración de funcionamiento normal en ese momento, reciba el impacto de la compactación final y distribuya la presión de compactación de un modo isostático; - extraer del espacio de aire por lo menos el aceite insertado previamente que, una vez más, retorna al estado de inicio. 6 E06075716 15-11-2011 7 E06075716 15-11-2011
Patentes similares o relacionadas:
Procedimiento y dispositivo para la producción de elementos constructivos de material compuesto así como unidad de presión, del 24 de Abril de 2019, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Procedimiento para la producción de elementos constructivos de material compuesto, en el cual una primera pieza de trabajo en forma de cinta está fijada a […]
Aparato para la consolidación de artículos de material compuesto, del 5 de Febrero de 2019, de XTEK Limited: Un aparato de consolidación de artículos de material compuesto para ejercer la presión y el ciclo térmico con el fin de la consolidación de artículos […]
Molde para formar baldosas y similares, del 23 de Agosto de 2017, de MARTINELLI ETTORE S.R.L.: Molde para formar baldosas y similares, que comprende un semimolde inferior y un semimolde superior que definen al menos una cavidad de formación […]
Prensa de placas y unidad de chapa de prensa-cojín de prensa, del 18 de Mayo de 2016, de HUECK RHEINISCHE GMBH: Prensa de placas , en particular prensa de ciclo de una etapa o varias etapas, con al menos una placa de calentamiento , al menos una chapa de prensa […]
Dispositivo y procedimiento para la fabricación de vidrio de seguridad compuesto, del 22 de Enero de 2014, de Fotoverbundglas Marl GmbH: Dispositivo para la fabricación de vidrio de seguridad compuesto de al menos dos lunas de vidrio con una capa adhesiva dispuesta en medio, con
- una placa […]
Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
Prensa isostática para el tratamiento a alta presión, del 29 de Agosto de 2012, de AVURE TECHNOLOGIES AB: Prensa isostática para el tratamiento a alta presión de un producto que tiene una temperatura por debajo de0ºC, que comprende
una cámara de presión adaptada […]
Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]
Prensa y procedimiento para laminar piezas de trabajo esencialmente en forma de placa, del 7 de Agosto de 2013, de ROBERT BURKLE GMBH: Prensa para la laminación de piezas de trabajo esencialmente en forma de placa bajo la acción de presión y de calor, con una mitad inferior […]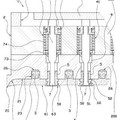 Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]
Molde isostático para formar badosas, del 8 de Agosto de 2012, de TA-RO PROGETTI S.N.C. DI TAGLIATI RODOLFO E C. (100.0%): Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada […]