APARATO PARA RASPAR NEUMATICOS.
Un aparato de raspar neumáticos para raspar una cubierta de neumático,
comprendiendo el aparato de alisado de neumáticos:
un conjunto (116) de cubo de neumático para soportar y rotar la cubierta de neumático;
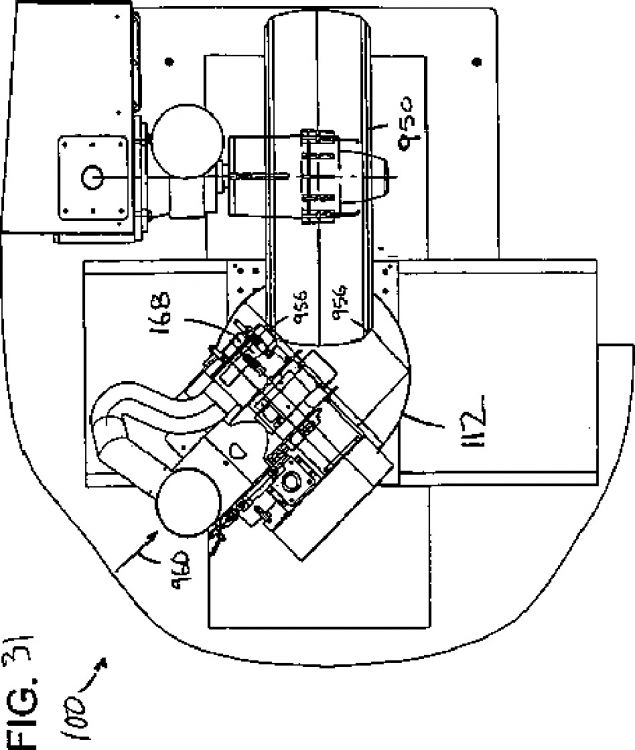
un pedestal (112) del raspador, incluyendo el pedestal (112) del raspador una cabeza (166) del raspador rotativa, el pedestal (112) móvil del raspador con respecto al conjunto (116) de cubo de neumático; y
una unidad (140) de control, la unidad (140) de control configurada para monitorizar la ubicación del pedestal (112) del raspador con respecto al conjunto (116) de cubo, y la unidad (140) de control operable para monitorizar un parámetro operativo de uno de entre el pedestal (112) del raspador y el conjunto (116) de cubo de neumático durante el alisado de la cubierta de neumático montada en el conjunto (116) de cubo de neumático, comparar el valor real del parámetro operativo con un valor objetivo predeterminado del parámetro, y ajustar una característica operativa de al menos uno de entre el pedestal (112) del raspador y el conjunto (116) de cubo de neumático, de manera tal que el valor real del parámetro operativo es impulsado hacia el valor objetivo del parámetro operativo, caracterizado porque un conjunto (114) móvil de pedestal del raspador está dotado para desplazar a voluntad el pedestal (112) del raspador con respecto al conjunto (116) de cubo de neumático a lo largo de un eje X y a lo largo de un eje Y, siendo el pedestal (112) del raspador rotable alrededor de un eje Z,
y porque la unidad (140) de control está adaptada para controlar el pedestal (112) del raspador a través del conjunto (114) móvil para seguir una ruta de alisado predeterminada que puede variar dependiendo del tipo de cubierta de neumático a raspar,
en el que el pedestal (112) del raspador puede desplazarse a lo largo de los ejes X e Y y rotar alrededor del eje Z mientras que a través de la ruta de alisado para lograr el alisado deseado de la cubierta de neumático
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03026231.
Solicitante: BRIDGESTONE BANDAG, LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2905 NORTH HIGHWAY 61,MUSCATINE, IOWA 52761-5886.
Inventor/es: MORY, STEVEN W, GUBSER,KELLY DARIN, TURNER,ANDY WAYNE.
Fecha de Publicación: .
Fecha Solicitud PCT: 14 de Noviembre de 2003.
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B24B5/36D
Clasificación PCT:
- B24B5/36 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › Máquinas o aparatos especializados para una sola operación.
Clasificación antigua:
- B24B5/36 B24B 5/00 […] › Máquinas o aparatos especializados para una sola operación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Aparato para raspar neumáticos.
Campo de la invención
La presente invención se refiere generalmente a dispositivos y procedimientos para recauchutar neumáticos, y más particularmente a dispositivos y procedimientos para raspar una cubierta de neumático y retirar la banda de rodamiento desgastada.
Antecedentes de la invención
En general, los dispositivos para retirar la banda de rodamiento de los neumáticos desgastados, a menudo denominados pulidoras o raspadoras, son bien conocidos. Raspar el neumático es parte de la operación de recauchutado de neumático. El procedimiento de recauchutado de neumático descrito en el presente documento se denomina comúnmente "recauchutado en frío".
Típicamente, la cubierta de neumático seleccionada para recauchutar se raspa para retirar el exceso de caucho para proporcionar una corona texturizada sustancialmente de manera regular para recibir una banda de rodamiento prevulcanizada y para proporcionar un perfil de cubierta de neumático predeterminado. Las cubiertas de neumáticos incluyen habitualmente una correa de paquete de correas o cables de acero que se extienden por debajo de la superficie de contacto con la carretera (por ejemplo la banda de rodamiento original) del neumático. Antes de recauchutar, se debe raspar la cubierta de neumático, generalmente hasta un radio de corona característico predeterminado que corresponde al contorno superior del paquete de correas. La cubierta de neumático se raspa para dejar solamente un espesor predeterminado, por ejemplo, 3/32 de pulgada (0,2 cm), de material que permanece sobre la correa superior. El reborde de la cubierta de neumático se raspa también (reduce) para eliminar o reducir los huecos dibujos en el reborde creado por la banda de rodamiento original, y para proporcionar, típicamente un perfil relativamente recto entre las paredes laterales de la cubierta de neumático y la corona. Una cubierta de neumático desgastada de cada uno de los diversos modelos y dimensiones de nuevos neumáticos tiene un perfil de cubierta de neumático característico de un ancho de corona particular, radio de alisado de corona y ángulo de ataque de reborde que se deben crear como una etapa inicial en el procedimiento de alisado.
Después de su raspado, la cubierta de neumático se puede entonces examinar para ver los daños, los cuales se rebajan y rellenan con una goma de reparación. Después de terminar el procedimiento de rebajado, la superficie raspada se puede pulverizar con el cemento de neumático que proporciona una superficie pegajosa para la aplicación de una capa apropiada de material de unión, tal como goma amortiguadora. Convencionalmente, la goma amortiguadora es una capa de material de caucho no vulcanizado, que opcionalmente incluye un agente y un acelerador de vulcanización a baja temperatura. La goma amortiguadora se puede colocar sobre la corona. En algunas operaciones de recauchutado, se puede omitir el cemento de pulverización.
A continuación, una banda de rodamiento vulcanizada, típicamente de un ancho que corresponde al ancho de la corona de la cubierta de neumático, se corta a la longitud que corresponde a la circunferencia de la cubierta de neumático y se dispone sobre la corona de cubierta de neumático. Alternativamente, las bandas de rodamiento de sustitución continua en forma de un anillo (es decir, la banda de rodamiento con anillo) se han usado también para recauchutar la cubierta de neumático alisada. Un procedimiento de prensado con rodillos, comúnmente denominado como cosido, se lleva a cabo a continuación sobre el conjunto para introducir aire a presión entre la banda de rodamiento y la cubierta de neumático.
Después del cosido del conjunto de neumático, que comprende la cubierta de neumático, la goma amortiguadora y la banda de rodamiento, el conjunto se puede colocar dentro de una envoltura de goma flexible. Se puede crear una junta estanca entre la envoltura y el talón de la cubierta de neumático. Toda la envoltura, con el conjunto de neumático dispuesto en su interior, se puede colocar dentro de una cámara de vulcanización y someter a presión y temperatura elevadas durante un periodo de tiempo predeterminado. La combinación de la exposición a presión y a temperatura elevada durante un periodo de tiempo une la goma amortiguadora tanto a la cubierta de neumático como a la nueva banda de rodamiento.
La etapa del raspador de neumáticos del procedimiento de recauchutado puede requerir que la cara de la cubierta de neumático, que recibe la banda de rodamiento de sustitución, sea pulida hasta un radio de corona predeterminado dentro de una tolerancia relativamente pequeña. Además, con la aparición de nuevos diseños de bandas de rodamiento de sustitución, tales como la banda de rodamiento de sustitución contorneada revelada en la patente de los Estados Unidos número 5.277.727, concedida el 11 de enero de 1994, también puede ser necesario garantizar que el radio de reborde se raspa también precisamente hasta un arco o radio predeterminado.
En los actuales procedimientos de recauchutado, es importante que la superficie de la cubierta de neumático se raspe cuidadosamente alrededor de las áreas de reborde del neumático para garantizar que el ancho de la capa de banda de rodamiento es aproximadamente el mismo que la superficie alisada del neumático. Si las áreas de reborde no se raspan y recortan suficientemente, los bordes de la banda de rodamiento se pueden soltar y/o la goma amortiguadora que se extiende más allá de los bordes de la banda de rodamiento no se unirá al reborde de cubierta de neumático. Tales problemas pueden reducir la longevidad del neumático recauchutado e impactar negativamente sobre el aspecto del neumático recauchutado.
La cubierta de neumático se raspa para retirar el material de banda de rodamiento y para conseguir una textura de superficie deseada. Típicamente, es deseable que la corona y los rebordes de la cubierta de neumático tengan diferentes texturas. La textura de superficie se puede medir a una escala visual expuesta por Rubber Manufacturer's Association (RMA)con un valor numérico entre 1 y 6, siendo 1 la textura más fina y 6 la textura más gruesa. Típicamente se desea que la corona de la cubierta de neumático tenga un número RMA entre 3 y 4 y que los rebordes tengan un número RMA de aproximadamente 2. Los rebordes de la cubierta de neumático se someten típicamente a las mayores tensiones encontradas por el neumático durante su vida útil. La textura más fina sobre los rebordes promueve una mejor adhesión de la banda de rodamiento de neumático a la cubierta de neumático a estas tensiones elevadas. Si los rebordes han recibido demasiada texturización es más probable que se dé una propagación de fisuras en estas áreas. En casos en los cuales el reborde recibe demasiado poca texturización, la unión entre la cubierta de neumático y la banda de rodamiento es peor.
El estado actual de la técnica en el raspado de cubierta de neumáticos permite que una multiplicidad de pasadas de eliminación de banda de rodamiento, esencialmente en procedimiento lateral de pasada tras pasada. Los dispositivos manuales conocidos que requieren que un operador dirija físicamente la velocidad y la dirección de eliminación de la máquina raspadora producen periodos de tiempo entre las pasadas de eliminación de banda de rodamiento en los cuales la velocidad de eliminación de la goma de la banda de rodamiento es inferior a la óptima. Los dispositivos automatizados conocidos en los cuales la velocidad y la dirección de eliminación de la máquina raspadora se predeterminan por un operador también producen periodos de tiempo de eliminación de goma de banda de rodamiento inferior a la óptima.
El documento GB 1184128-A se describe un aparato de alisado para raspar una cubierta de neumático en el que se provee un conjunto de de cubo de neumático para soportar y rotar la cubierta de neumático. Se realiza un raspado de pulido sobre un carro del raspador. El carro del raspador es móvil a lo largo de una guía por medio de un motor de avance transversal. El motor de avance transversal está controlado por un controlador y por una circuitería que contiene conmutadores de límite. La velocidad del motor de avance transversal se varía en respuesta a una señal que represente la amplitud de la corriente del motor del raspador de manera tal que el motor del raspador es operado con su carga óptima durante todo el ciclo de alisado.
Un mecanismo de plantilla se conecta, por una parte, al carro del raspador y, por otra parte, a un carro de ruedas que porta el conjunto de cubo del neumático. Por medio del...
Reivindicaciones:
1. Un aparato de raspar neumáticos para raspar una cubierta de neumático, comprendiendo el aparato de alisado de neumáticos:
un conjunto (116) de cubo de neumático para soportar y rotar la cubierta de neumático;
un pedestal (112) del raspador, incluyendo el pedestal (112) del raspador una cabeza (166) del raspador rotativa, el pedestal (112) móvil del raspador con respecto al conjunto (116) de cubo de neumático; y
una unidad (140) de control, la unidad (140) de control configurada para monitorizar la ubicación del pedestal (112) del raspador con respecto al conjunto (116) de cubo, y la unidad (140) de control operable para monitorizar un parámetro operativo de uno de entre el pedestal (112) del raspador y el conjunto (116) de cubo de neumático durante el alisado de la cubierta de neumático montada en el conjunto (116) de cubo de neumático, comparar el valor real del parámetro operativo con un valor objetivo predeterminado del parámetro, y ajustar una característica operativa de al menos uno de entre el pedestal (112) del raspador y el conjunto (116) de cubo de neumático, de manera tal que el valor real del parámetro operativo es impulsado hacia el valor objetivo del parámetro operativo, caracterizado porque un conjunto (114) móvil de pedestal del raspador está dotado para desplazar a voluntad el pedestal (112) del raspador con respecto al conjunto (116) de cubo de neumático a lo largo de un eje X y a lo largo de un eje Y, siendo el pedestal (112) del raspador rotable alrededor de un eje Z,
y porque la unidad (140) de control está adaptada para controlar el pedestal (112) del raspador a través del conjunto (114) móvil para seguir una ruta de alisado predeterminada que puede variar dependiendo del tipo de cubierta de neumático a raspar,
en el que el pedestal (112) del raspador puede desplazarse a lo largo de los ejes X e Y y rotar alrededor del eje Z mientras que a través de la ruta de alisado para lograr el alisado deseado de la cubierta de neumático.
2. El aparato de raspar neumáticos de acuerdo con la reivindicación 1, en el que el pedestal (112) del raspador incluye un motor (180) de impulsión del raspador para hacer rotar la cabeza (166) raspadora, el parámetro operativo comprende la demanda de corriente del motor (180) de impulsión del raspador, y la característica operativa comprende la velocidad de avance del pedestal (112) del raspador cuando el pedestal recorre la cubierta de neumático montada en el conjunto (116) de cubo de neumático para raspar la cubierta.
3. Un procedimiento para raspar de una cubierta de neumático que comprende:
montaje de la cubierta de neumático en un conjunto (116) de cubo de neumático para rotar la cubierta de neumático;
rotación de la cubierta de neumático;
desplazamiento de un pedestal (112) del raspador con respecto al conjunto (116) de cubo de neumático, incluyendo el pedestal (112) del raspador una cabeza (166) raspadora y que es desplazable a lo largo de un eje X y un eje Y y rotable alrededor de un eje Z;
enganche de la cabeza (166) raspadora con la cubierta de neumático;
desplazamiento automáticamente de la cabeza (166) raspadora a lo largo de una ruta de alisado predeterminada para definir un perfil de cubierta de neumático predeterminado, siendo la ruta de alisado dependiente del tipo de cubierta de neumático a raspar, y que incluye una pluralidad de pasadas en el que la cabeza (166) raspadora se desplaza a través de la anchura de la cubierta de neumático y en el que el pedestal (112) del raspador puede desplazarse a lo largo de los ejes X e Y y rotar alrededor del eje Z mientras que se desplaza a través de la ruta de alisado para lograr el alisado deseado de la cubierta de neumático; y
monitorización de un parámetro operativo de uno de entre el pedestal (112) del raspador y el conjunto 116 de cubo de neumático, desplazándose al mismo tiempo la cabeza (166) raspadora a lo largo de la ruta de alisado;
comparación de un valor real del parámetro operativo con un valor objetivo predeterminado del parámetro; y
ajuste de una característica operativa de al menos uno de entre el pedestal (112) del raspador y el conjunto (116) de cubo de neumático de manera tal que el valor real del parámetro operativo es impulsado hacia el valor objetivo del parámetro operativo.
4. El procedimiento de acuerdo con la reivindicación 3, en el que el pedestal (112) del raspador incluye un motor (18) de impulsión del raspador para la rotación de la cabeza (166) raspadora, el parámetro operativo comprende la demanda de corriente hacia el motor (180) de impulsión del raspador, y la característica operativa comprende la velocidad de avance del pedestal (112) del raspador cuando el pedestal (112) recorre la cubierta de neumático montada en el conjunto (116) de cubo de neumático para raspar la cubierta.
5. EL procedimiento de acuerdo con la reivindicación 3, que comprende además:
desplazamiento del pedestal (112) del raspador con respecto a la cubierta de neumático montada en el conjunto (116) de neumático para enganchar, respectivamente, un dispositivo (168) de texturación montado en el pedestal (112) del raspador con un par de bordes de la cubierta de neumático durante un tiempo predeterminado para aplicar una textura predeterminada sobre los bordes.
6. El procedimiento de acuerdo con la reivindicación 5, que comprende además:
rotación del dispositivo (168) de texturizado por un motor (180) de impulsión del raspador montado en el pedestal (112) del raspador; monitorización del desvío de corriente hacia el motor (180) de impulsión del raspador;
desplazamiento del pedestal (112) del raspador hacia la cubierta de neumático con el dispositivo (168) de texturizado enganchado con la cubierta de neumático hasta el desvío de corriente hacia el motor (180) de impulsión del raspador alcanza un valor predeterminado.
Patentes similares o relacionadas:
 MAQUINA PROCESADORA DE NEUMATICOS, del 13 de Mayo de 2011, de EZ-GARDENS, S.L: Máquina procesadora de neumáticos.Tiene como finalidad el reciclado de neumáticos usados mediante la separación de los distintos materiales que componen esos neumáticos, tales […]
MAQUINA PROCESADORA DE NEUMATICOS, del 13 de Mayo de 2011, de EZ-GARDENS, S.L: Máquina procesadora de neumáticos.Tiene como finalidad el reciclado de neumáticos usados mediante la separación de los distintos materiales que componen esos neumáticos, tales […]
Método de rectificado de anillo deslizante, del 1 de Enero de 2020, de Mersen Benelux BV: Un método de mecanizado de rectificación en carga de anillos deslizantes y/o colectores de máquinas eléctricas, dicho método incluye el paso de reemplazar […]
Procedimiento para acortar los álabes móviles de una turbomáquina, del 14 de Septiembre de 2016, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para acortar al menos un álabe móvil de una turbomáquina mediante arranque de material en la punta del álabe, caracterizado porque para acortar el álabe […]
Aparato para el tratamiento de rodillos, del 10 de Agosto de 2016, de Eurotech Way S.R.L: Aparato para el tratamiento de rodillos que es adecuado para someter a un dispositivo de transporte a una operación de mantenimiento de rodillos […]
Máquina de rectificar, en especial máquina de rectificar de alta velocidad, del 29 de Abril de 2015, de REFORM MASCHINENFABRIK ADOLF RABENSEIFNER GMBH & CO. KG: Máquina de rectificar, en especial máquina de rectificar de alta velocidad con una bancada de máquina , en la que se han dispuesto soportes […]
 Dispositivo y procedimiento de mecanización mecánica de una superficie de junta de un álabe de impulsión de una turbina Kaplan, del 4 de Julio de 2012, de E.ON WASSERKRAFT GMBH: Dispositivo de mecanización mecánica de una superficie rotacionalmente simétrica, que comprende un cuerpoanular giratorio compuesto de varios segmentos (11.1, 11.2, […]
Dispositivo y procedimiento de mecanización mecánica de una superficie de junta de un álabe de impulsión de una turbina Kaplan, del 4 de Julio de 2012, de E.ON WASSERKRAFT GMBH: Dispositivo de mecanización mecánica de una superficie rotacionalmente simétrica, que comprende un cuerpoanular giratorio compuesto de varios segmentos (11.1, 11.2, […]
 Máquina de rectificar, en especial máquina de rectificar de alta velocidad, del 14 de Marzo de 2012, de REFORM MASCHINENFABRIK ADOLF RABENSEIFNER GMBH & CO. KG: Máquina de rectificar, en especial máquina de rectificar de alta velocidad con una bancada , en la que sehan dispuesto soportes de cojinetes para un rotor de […]
Máquina de rectificar, en especial máquina de rectificar de alta velocidad, del 14 de Marzo de 2012, de REFORM MASCHINENFABRIK ADOLF RABENSEIFNER GMBH & CO. KG: Máquina de rectificar, en especial máquina de rectificar de alta velocidad con una bancada , en la que sehan dispuesto soportes de cojinetes para un rotor de […]
MAQUINA RECICLADORA DE NEUMATICOS., del 1 de Septiembre de 2006, de FOIX PADRELL,ANTONIO: Máquina recicladora de neumáticos que consiste en un bastidor sobre el cual se disponen dos platos de apriete giratorios accionados por […]