APARATO PARA LA MICROABRASION DIMESIONAL DE PIEZAS DE ALTA PRECISION CON FORMAS COMPLICADAS.
1. Aparato para la microabrasión dimensional de piezas de alta precisión con formas complicadas,
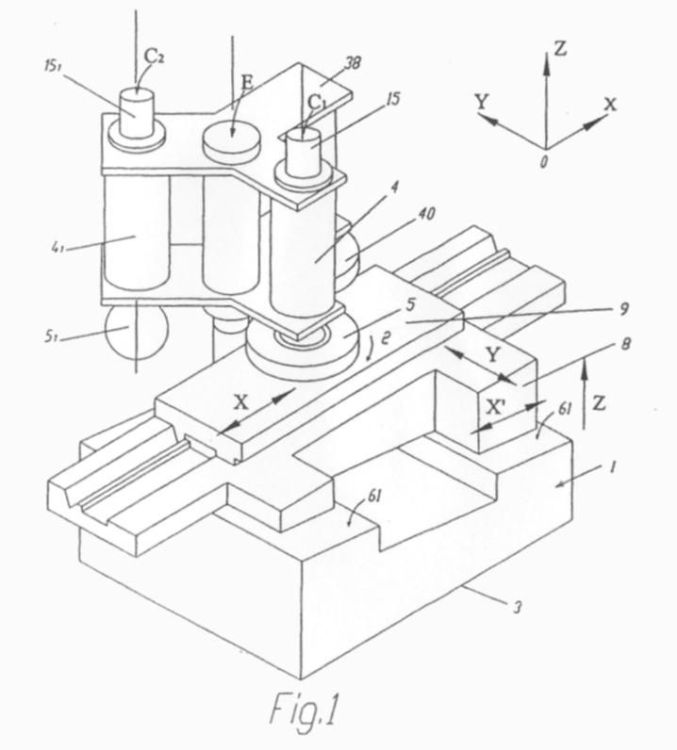
las cuales poseen superficies cónicas-convexas con hélice esférica y superficies cónicas-cóncavas con dientes pertenecientes a un par de elementos engranados, cuyos ejes de giro se encuentran en un punto, comprendiendo el aparato una amoladora (1) orientable dentro del sistema de coordenadas X, Y, Z con punto de origen de lectura O, situado en el plano X, O, Y, la cual incluye un medio (16) de control computacional para las piezas de trabajo de la amoladora (1), y las siguientes piezas de trabajo de la amoladora (1) fijadas sobre la placa base (3): un dispositivo (4) para la fijación del primer instrumento de corte (5), realizado para que pueda girar alrededor del eje C1, sobre la normal que corta el plano horizontal XOY, y el cual posee una superficie efectiva (6) con los granos abrasivos (7) correspondientes, los cuales sobresalen de la base (21) a una altura idéntica; un soporte (8) dispuesto bajo dicho dispositivo (4) en el cual se sitúa una mesa (9) con un dispositivo (10) para fijar las piezas para mecanizar (11, 111), un primer mecanismo (12) para desplazar longitudinalmente la mesa (9) en relación con el soporte (8) desde el punto de origen de lectura O del eje de coordenadas X de la amoladora, un segundo mecanismo (13) para desplazar longitudinalmente el soporte (8) junto con la mesa (9) en relación con el punto de origen de lectura O del eje de coordenadas Y de la amoladora, un tercer mecanismo (14) para desplazar el soporte (8) junto con la mesa (9) desde el punto de origen de lectura O del eje de coordenadas X1 de la amoladora (1), siendo el mencionado desplazamiento el resultado del desplazamiento del soporte (8) junto con la mesa (9) desde el punto de origen de lectura O de los ejes de coordenadas X y Z de la amoladora (1), un cuarto mecanismo (15) de rotación del primer instrumento de corte (5) alrededor del eje C1, sobre la normal que corta el plano horizontal XOY,un quinto mecanismo (89) de rotación de la pieza de mecanizado (11, 111) alrededor del eje de coordenadas A, paralelo al plano XOZ de la amoladora (1), un sexto mecanismo (90) de rotación de la pieza de mecanizado (11, 111) alrededor del eje de coordenadas B, paralelo al eje de coordenadas Y de la amoladora (1) y sobre la normal que corta el eje de coordenadas A, un medio (16) de control computacional cuyas salidas (de 48 a 57) están unidas eléctricamente con las entradas correspondientes de las piezas de trabajo de la amoladora, el aparato caracterizado por el hecho de que el primer instrumento de corte (5) está realizado de modo que pueda mecanizar superficies dentadas cóncavas, y por el hecho de que presenta una primera rueda amoladora en la que las puntas de los granos abrasivos (7) de la superficie efectiva (6) están distribuidas a lo largo del círculo que está situado en el plano XOY y que posee un centro de curvatura que coincide con el citado punto de origen de lectura O de las piezas de trabajo de la amoladora (1) y que es atravesado por el eje C1 de rotación del primer instrumento de corte (5), comprendiendo asimismo la amoladora (1) como piezas de trabajo fijadas a la placa base (3): un dispositivo (41) para la fijación de un segundo instrumento de corte (51) realizado para que pueda girar alrededor de un eje C2 en la normal que corta el plano XOY y que atraviesa el citado punto de origen de lectura O, y para que pueda girar alrededor de un eje D en la normal que corta el eje C2 por el citado punto de inicio de lectura O, estando el segundo instrumento de corte (51) realizado para que pueda mecanizar superficies convexas y presentando una segunda rueda amoladora que posee una superficie efectiva (61) con sus correspondientes granos abrasivos (71), los cuales sobresalen de la base (211) a una altura idéntica, distribuyéndose las puntas de los granos abrasivos (71) de la segunda rueda amoladora lo largo del círculo que está situado en el plano en la normal que corta el plano horizontal XOY y que posee un centro de curvatura que coincide con el citado punto de origen de lectura O, un séptimo mecanismo (151) de rotación del segundo instrumento de corte (51) alrededor del eje C2, un octavo mecanismo (152) de rotación del segundo instrumento de corte (51) alrededor del eje D y un medio multicanal (34) de control operativo de los parámetros dimensionales y geométricos de las superficies convexas y cóncavas dentadas, el cual comprende: una primera sonda de medición (39) realizada para que pueda entrar en contacto directo con la superficie convexa dentada mecanizada, que posee una forma geométrica y unas dimensiones que se corresponden con la forma geométrica y las dimensiones de la superficie efectiva (6) de la primera rueda amoladora, una segunda sonda de medición (40) realizada para que pueda entrar en contacto directo con la superficie cóncava dentada mecanizada, la cual posee una forma esférica cuyas dimensiones se corresponden con las dimensiones de la esfera que se forma con la rotación simultánea de la superficie efectiva (61) de la segunda rueda amoladora alrededor de los ejes C2 y D, unos sensores de desplazamiento lineal (35, 36, 37) de la primera y la segunda sonda (39, 40) correspondientes a los ejes X, Y y Z, respectivamente, poseyendo el medio (16) de control computacional salidas adicionales (de 91 a 96) conectadas eléctricamente con las correspondientes entradas de las piezas de trabajo adicionales de la amoladora (1).#2. Aparato según la reivindicación 1 caracterizado por el hecho de que los mecanismos primero, segundo y quinto (12, 13, 89) poseen cada uno un mecanismo sumador (22, 23, 122) compuesto de un primer y un segundo reductor (241, 242, 251, 252), poseyendo cada uno de ellos un primer y un segundo engranaje planetario cicloidal excéntrico, un primer y un segundo motor (30, 31, 32, 33, 100, 101), estando unido el primer motor (30, 32, 100) a un eje de entrada (26, 28, 106) del primer reductor (241, 251, 109), y el segundo motor (31, 33, 101) a un eje de entrada del segundo reductor (242, 252, 110), el segundo engranaje planetario del segundo reductor (242, 252, 110) conectado cinéticamente con el primer engranaje planetario del primer reductor (241, 251, 109), el segundo engranaje planetario del primer reductor (241, 251, 109) posee un eje de salida que es también el eje de salida del mecanismo sumador (22, 23, 122) y que proporciona el movimiento de desplazamiento de la pieza de trabajo correspondiente de la amoladora (1).#3. Aparato según la reivindicación 2 caracterizado por el hecho de que en el primer reductor (136, 138) el número de elementos dentados del primer engranaje planetario del satélite (142, 143) es mayor en una unidad al número de elementos dentados del segundo engranaje planetario, y en el segundo reductor (137, 139) el número de elementos dentados del primer engranaje planetario del satélite (144, 145) es menor en una unidad al número de elementos dentados del segundo engranaje planetario, con lo cual el número total de los elementos dentados del primer y el segundo engranaje planetario de los satélites (142, 143) del primer reductor (136, 138) es igual al número total de los elementos dentados de los satélites (144, 145) del primer y el segundo engranaje planetario del segundo reductor (137, 139-136, 138).#4. Aparato según la reivindicación 1 caracterizado por el hecho de que las ruedas amoladoras primera y segunda y las sondas primera y segunda (39, 40) están colocadas en un dispositivo para su fijación que está realizado en forma de "cabezal revólver" de tal forma que puede girar de manera indexada con respecto a la placa base (3) de la amoladora (1) alrededor del eje E, paralelo al eje de coordenadas Z, y que puede fijarse firmemente a la placa base (3).#5. Aparato según la reivindicación 1 caracterizado por el hecho de que cada sonda de medición (39, 40) está realizada de forma que pueda intercambiarse y está dimensionada en correspondencia con el dispositivo (38)que sirve para fijarla, el cual está montado en la placa base (3).
Tipo: Resumen de patente/invención.
Solicitante: BORISOVNA KONSHINA,ELENA
AGVANOVICH PETROSIAN,BAREGAM.
Nacionalidad solicitante: Federación de Rusia.
Dirección: UL. MUSY DZHALILYA, D.5, KORP 4, KV 745,MOSCU 11155.
Inventor/es: SERGEEVICH KONSHIN,ANATOLY.
Fecha de Solicitud: 19 de Octubre de 2007.
Fecha de Publicación: .
Fecha de Concesión: 18 de Abril de 2008.
Clasificación PCT:
- B24B5/01 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para el trabajo con muela combinado de superficies de revolución y de superficies planas adyacentes de trabajo.
- B24B5/26 B24B 5/00 […] › para trabajar con muela superficies que presentan un perfil particular, p. ej. abombadas.
Patentes similares o relacionadas:
Rectificadora y procedimiento para rectificar piezas de trabajo que presenten taladros axiales y superficies exteriores planas a mecanizar por ambos lados, del 4 de Enero de 2017, de ERWIN JUNKER MASCHINENFABRIK GMBH: Rectificadora para una mecanización completa de piezas de trabajo con un taladro central , unas superficies exteriores planas y/o no […]
 Máquina rectificadora y método de rectificación, del 19 de Noviembre de 2013, de MAS S.R.L.: Máquina rectificadora que comprende un plano horizontal sujetador de la pieza de trabajo y un cabezalde rectificación el cual comprende un husillo […]
Máquina rectificadora y método de rectificación, del 19 de Noviembre de 2013, de MAS S.R.L.: Máquina rectificadora que comprende un plano horizontal sujetador de la pieza de trabajo y un cabezalde rectificación el cual comprende un husillo […]
 Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
Rectificadora con dos conjuntos de husillos, del 7 de Noviembre de 2013, de Schaudt Mikrosa GmbH: Rectificadora para el rectificado de piezas de trabajo , particularmente para el rectificadosimultáneo de dos piezas de trabajo […]
Máquina rectificadora así como procedimiento para la rectificación y el desbarbado, del 18 de Septiembre de 2013, de Schaudt Mikrosa GmbH: Máquina rectificadora para la rectificación de una pieza de trabajo , en particular de levas ,con - un banco de máquina , - […]
 Procedimiento y rectificadora para el rectificado de piezas de trabajo con forma de barra, del 21 de Junio de 2013, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado de piezas de trabajo con forma de barra que presentan un corte transversalno redondo, formado por líneas […]
Procedimiento y rectificadora para el rectificado de piezas de trabajo con forma de barra, del 21 de Junio de 2013, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado de piezas de trabajo con forma de barra que presentan un corte transversalno redondo, formado por líneas […]
PROCEDIMIENTO PARA EL RECTIFICADO DE SUPERFICIES CONVEXAS DE RODADURA Y DE DIAMETROS EXTERIORES EN PIEZAS EN FORMA DE ARBOL, EN UNA SUJECION, ASI COMO RECTIFICADORA PARA LA REALIZACION DEL PROCEDIMIENTO., del 1 de Mayo de 2003, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para el rectificado de diámetros exteriores exactos y de otras superficies en piezas, rectificándose en una sujeción, en una primera […]
MAQUINA RECTIFICADORA DE SUPERFICIES PLANAS CON UN SEGUNDO CABEZAL PORTAMUELA PARA EL RECTIFICADO DE BROCHAS., del 1 de Agosto de 2001, de DANOBAT, S. COOP: 1. Máquina rectificadora que permite el rectificado de piezas tales como brochas, que tiene un cabezal portamuela principal tangencial con posibilidad de traslación […]
NUEVO DISPOSICION AUTOMATICA PARA EL REFRENTADO Y CILINDRADO DE PIEZAS DE REVOLUCION., del , de NORTON S.A.: Nueva disposición automática para el refrentado y cilindrado de piezas de revolución. Nueva disposición automática para el refrentado y cilindrado […]