Aparato y método para suministrar lubricante en quipo de laminado sin fin en caliente.
Aparato para suministrar lubricante para un equipo de laminado sin fin en caliente que comprende:
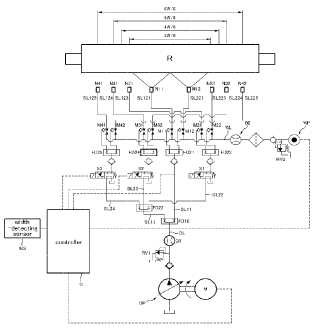
un sensor detector de anchura (W) para detectar las anchuras de las hojas de acero suministradas continuamente hacia un rodillo (R) en el equipo de laminado sin fin en caliente; un controlador (C) conectado al sensor detedor de anchura (W); una bomba de lubricante (OP) conectada a y controlada por el controlador (C) para suministrar un lubricante a un conducto de lubricante (Ol) . una válvula solenoide (S1, S2, S3) dispuesta en por lo menos uno de una pluralidad de subconductos (Sl) formados dividiendo el conducto de lubricante (Ol), la válvula (S1, S2, S3) siendo controlada por el controlador (C) para suministrar y cortar el suministro del lubricante; una bomba de agua (WP) conectada a y controlada por el controlador (C) para suministrar agua a un conducto de agua (Wl) . una pluralidad de mezcladores (M11, M12, M21, M22, M31, M32, M41, M42) para mezclar el lubricante y el agua suministrada al conducto de agua (Wl) respectivamente para los subconductos (Sl); y una pluralidad de boquillas (N11, N12, N21, N22, N31, N32, N41, N42) conectadas respectivamente a los mezcladores y dispuestas según una anchura del rodillo (R) para pulverizar una mezcla en el rodillo (R) según las anchuras de las hojas de acero.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/KR2006/004637.
Solicitante: POSCO.
Nacionalidad solicitante: República de Corea.
Dirección: 1 GOEDONG-DONG, NAM-KU POHANG-SHI, KYUNGSANGBUK-DO 790-300 REPUBLICA DE COREA.
Inventor/es: KIM,Chul-Hee, SON,Seung-Lak.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B27/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 27/00 Cilindros (formas de las superficies de trabajo exigidas por procedimientos especiales B21B 1/00 ); Lubrificación, enfriamiento y calentado de los cilindros en curso de utilización. › Lubrificación, enfriamiento o calentamiento de los cilindros.
- B21B27/10 B21B 27/00 […] › exteriormente.
- B21B45/02 B21B […] › B21B 45/00 Dispositivos para el tratamiento de la superficie de piezas especialmente combinados con laminadores, adaptados para ser utilizados con los laminadores o dispuestos en los laminadores (B21B 15/00 tiene prioridad; características técnicas de los dispositivos de desincrustación B21C 43/00). › para lubrificar, enfriar o limpiar.
PDF original: ES-2384000_T3.pdf
Fragmento de la descripción:
Aparato y método para suministrar lubricante en un equipo de laminado sin fin en caliente
Campo técnico
(0001] la presente invención se refiere a un aparato y método para s~l!linistrar I~bricante en un ~uipo de I~minad? sin fin en caliente, y más especialmente a un aparato y método para suml~lstrar lubncante en u~ equipo de lamln~d? sin fin en caliente en el que se pueden lubricar de una forma eficaz hOjas de acero de vanas anchuras suministradas continuamente.
Técnica anterior (0002] Generalmente, en un proceso de laminado en caliente, el laminado continuo se refiere al proceso en el que una porción posterior de una hoja de acero que se va a someter al laminado y una porción anterior de una hoja de acero que se va a someter al laminado consecutivamente se unen para realizar el laminado deforma continua. Esto lo diferencia del método existente por el que las hojas de acero respectivamente enrolladas en bobinas se laminan separadamente.
(0003] Como las hojas de acero pueden ser laminadas continuamente utilizando el método de laminado continuo (incluso si se cambia la bobina) , se mejora la productividad. Además, se pueden reducir significativamente los defectos encontrados en los procesos de laminado existentes y que se dan en las porciones posteriores de las hojas de acero.
(0004] En el proceso de laminar en caliente una hoja de acero, es necesario aumentar la vida útil de un rodillo de trabajo reduciendo la fricción entre el rodillo de trabajo y la hoja de acero. Para ello se lubrica el área de contacto entre el rodillo de trabajo y la hoja de acero. Para dicha lubricación se utiliza inyección de agua.
(0005] En el método de inyección de agua, se inyecta una mezcla de aceite yagua, en la que una pequeña cantidad de lubricante es diluida en una cantidad grande de agua, directamente en el rodillo de trabajo, o se inyecta en un rodillo de refuerzo. Cuando se inyecta la mezcla en el rodillo de refuerzo, la mezcla es transferida al rodillo de trabajo, que gira junto con el rodillo de refuerzo por el contacto con el mismo, de tal manera que la mezcla que llega a recubrir el rodillo de trabajo se suministre finalmente a la hoja de acero que se está laminando. El lubricante incluido en la mezcla es suministrado a un hueco en forma de arco circular entre la hoja de acero que experimenta la preSión y el rodillo de trabajo en contacto con ésta.
Para pulverizar una cantidad adecuada de lubricante en una superficie del rodillo de trabajo, se puede usar una atomización de aire y pulverización de vapor además de la inyección de agua. Además, el lubricante utilizado para el laminado puede ser un lubricante liquido, una grasa en gel o un lubricante sólido.
El método de lubricación en el laminado en caliente se realiza como sigue y considerando las limitaciones impuestas como consecuencia de realizar el laminado en series. 1) Como se produce un deslizamiento cuando se usa una cantidad excesiva de lubricante, es necesario realizar un control para optimizar el suministro de lubricante. 2) Incluso cuando se lubrica una sola hoja de acero, el lubricante no se suministra a toda la longitud de la hoja de acero que se va a laminar sino que se suministra a sólo un área de la hoja de acero excluyendo secciones seleccionadas de las porciones anterior y posterior de la bobina. 3) El lubricante no se suministra continuamente, y en vez de eso, debe emplearse un método intermitente de lubricación en el que se realiza un cambio entre el suministro y el corte del mismo. 4) Si se suministra una cantidad excesiva de lubricante, se reduce un coeficiente de fricción entre la hoja de acero y el rodillo de trabajo desproporcionadamente de manera que puede que la hoja de acero no sea capaz de pasar por el equipo de laminado. Por estas razones, el método de lubricación en el laminado en caliente convencional es tal que la lubricación sólo puede ser realizada pasivamente.
El laminado sin fin en caliente, en el que las hojas de acero laminadas en caliente se conectan continuamente en una parte frontal de un laminador de acabado y se laminan, mejora la productividad como consecuencia de reducir el tiempo de inactividad. Sin embargo, en el laminado sin fin, la carga en el rodillo de trabajo aumenta cuando se aumenta la relación de reducción y velocidad de laminado. Como resultado, se produce una fatiga por calor o desgaste en el rodillo que hace que llegue a ser difícil realizar el laminado continuo.
(0009) La patente japonesa pública N" 3-126113 es un ejemplo de una técnica para suministrar lubricante a un rodillo de trabajo en un laminado en caliente. En esta publicación se describe un aparato para suministrar lubricante.
En este aparato para suministrar lubricante, se mezcla un lubricante con agua tibia y se utiliza una boquilla para suministrar la mezcla a un rodUlo de trabajo. Además, en este aparato para suministrar lubricante, el lubricante y el agua tibia se suministran por separado a través de unos conductos y después de que el lubricante y el agua caliente se mezclen en un mezclador, la mezcla es pulverizada en el rodillo de trabajo por una boquilla de pulverización montada en un cabezal de boquilla. Además, en este aparato para suministrar lubricante puede cortarse y suministrarse solo agua tibia por la boquilla para pulverizar en el rodillo de trabajo. Asimismo, con el uso de este aparato para suministrar lubricante, los cabezales de boquilla pueden montarse horizontalmente separados a intervalos Iguales a lo largo de la dirección de la anchura de la hoja de acero de manera que el lubricante pueda suministrarse por toda la anchura de la hoja de acero.
En este aparato para suministrar lubricante, las boquillas montadas según la anchura de la hoja de acero pueden ser controladas individualmente de manera que el lubricante pueda suministrarse en correspondencia a varios tipos diferentes de hojas de acero de anchuras diferentes. Se mezcla lubricante yagua fria inmediatamente antes de pulVerizar. Por consiguiente, después de mezclar y hasta que ocurra la pulverización, como la mezcla pasa por un tubo corto, no se produce la separación del aceite y el agua y la distribución del tiempo de pulverización es excelente. Sin embargo, hay una distancia significativa entre un tanque de almacenaje y la (5) boquilla (s) , necesitando as! el uso de una bomba precisa para controlar pequeJ'\as cantidades de lubricante. Por lo tanto, se necesita una bomba precisa de aceite para cada una de las boquillas. Como los tubos son largos y se necesita un gran número de boquillas en el aparato para suministrar lubricante, la tuberia es complicada. Además, como deben usarse tubos que tengan un diámetro pequeJ'\o se produce una pérdida de presión de los tubos, lo que dificulta la instalación y el mantenimiento del equipo.
En el método para suministrar lubricante convencional se usa una bomba de precisión de caudal medido para aspirar el lubricante de un tanque de almacenaje hasta el soporte del laminador. Entonces se pulveriza una mezcla que resulta de mezclar el lubricante con agua fría o caliente en el rodillo de trabajo a través de un cabezal de boquilla. Además, en este método, la distribución del tiempo de pulverización se ajusta utilizando una válvula de control montada en el tubo que controla el suministro y corte de la mezcla a la boquilla. Sin embargo, aunque el equipo es sencillo en este método, debido a las temperaturas altas que intervienen en el laminado en caliente, el mezclador para mezclar el lubricante y el agua y la válvula de control deben estar separados del cabezal de boquilla a una distancia considerable.
Como consecuencia de este problema estructural, se plantean los problemas de la separación del aceite y el agua y del retraso en el tiempo de pulverización con este método. Además, como se suministra una gran cantidad de agua cuando se mezclan el lubricante y el agua se producen diferencias en la concentración de la mezcla. En algunos casos, esto puede tener como resultado que el lubricante no se adhiera bien al rodillo de trabajo.
[0014) La patente japonesa pública N° 2002-262911 describe una técnica para resolver el problema de que el lubricante no se adhiera bien a la superficie de un rodillo debido a las diferencias en una concentración de una mezcla. En el método de esta patente, aunque se ajuste un área de un tubo de un mezclador para mezclar agua y lubricante, no se describe específicamente la manera en la que el área del tubo se ajusta.
El lubricante pulverizado según una anchura de una hoja de acero debe suministrarse uniformemente en una cantidad... [Seguir leyendo]
Reivindicaciones:
1. Aparato para suministrar lubricante para un equipo de laminado sin fin en caliente que comprende: un sensor detector de anchura (W) para detectar las anchuras de las hojas de acero suministradas continuamente hacia un rodillo (R) en el equipo de laminado sin fin en caliente; un controlador (C) conectado al sensor detedor de anchura (W) ; una bomba de lubricante (OP) conectada a y controlada por el controlador (C) para suministrar un lubricante a un conducto de lubricante (Ol) . una válvula solenoide (S1, S2, S3) dispuesta en por lo menos uno de una pluralidad de subconductos (Sl) formados dividiendo el conducto de lubricante (Ol) , la válvula (S1, S2, S3) siendo controlada por el controlador (C) para suministrar y cortar el suministro del lubricante; una bomba de agua (WP) conectada a y controlada por el controlador (C) para suministrar agua a un conducto de agua (Wl) . una pluralidad de mezcladores (M11, M12, M21, M22, M31, M32, M41, M42) para mezclar el lubricante y el agua suministrada al conducto de agua (Wl) respectivamente para los subconductos (Sl) ; y una pluralidad de boquillas (N11, N12, N21, N22, N31, N32, N41, N42) conectadas respectivamente a los mezcladores y dispuestas según una anchura del rodillo (R) para pulverizar una mezcla en el rodillo (R) según las anchuras de las hojas de acero.
2. Aparato para suministrar lubricante según la reivindicación 1, en el que las boquillas (N11, N12. N21, N22, N31, N32, N41, N42) pueden incluir una boquilla de anchura fija (N11, N12) dispuesta de forma correspondiente a una porción central de las hojas y para pulverizar una gran cantidad de la mezcla, y boquillas de anchura variable (N21, N22, N31, N32, N41, N42) dispuestas por fuera de y secuencialmente desde la boquilla de anchura fija y para pulverizar una cantidad más pequeña de lubricante que la boquilla de anchura fija (N11, N12) .
3. Aparato para suministrar lubricante según la reivindicación 1 o 2, en el que las boquillas (N11, N12, N21, N22, N31, N32, N41, N42) se disponen simétricamente a lo largo de la dirección de la anchura de las hojas de acero, e incluyen la undécima y duodécima boquillas de flujo grande (N11, N12) dispuestas de forma correspondiente a una posición central de la anchura de las hojas de acero, una vigésimo primera boquilla (21) , una trigésimo primera boquilla (31) y una cuadragésima primera boquilla (41) dispuestas en este orden a un lado de las boquillas undécima y duodécima (N11 , N12) , Y una vigésimo segunda boquilla (N22) , una trigésimo segunda boquilla (N32) y una cuadragésima segunda boquilla (N42) dispuestas en este orden a un lado opuesto a las boquillas undécimas y duodécima (N11, N12) , la vigésimo primera, vigésimo segunda, trigésimo primera, trigésimo segunda, cuadragésimo primera y cuadragésimo segunda boquillas (N21, N22, N31, N32, N41, N42) pulverizando una cantidad más pequeña de lubricante que las boquillas undécima y duodécima (N11, N12) .
4. Aparato para suministrar lubricante según las reivindicaciones 1 a 3, en el que se disponen divisores de flujo rotatorios (FD) entre el conducto de lubricante (Ol) y los subconductos.
5. Aparato para suministrar lubricante según las reivindicaciones 1 a 4, en el que el conducto de lubricante (Ol) se divide en un undécimo subconducto (Sl11) y un duodécimo subconducto (Sl12) por un décimo divisor de flujo rotatorio (FD10) .
6. Aparato para suministrar lubricante según la reivindicación 5, en el que el undécimo subconducto (Sl11) se divide en un centésimo vigésimo primer subconducto (SL121) y un duocentésimo vigésimo primer subconducto (SL221) por un vigésimo primer divisor de flujo rotatorio (FD21) , conectándose el centésimo vigésimo primer subconducto (SL 121) yel duocentésimo vigésimo primer subconducto (SL221) respectivamente a la undécima boquilla (N11) Y la duodécima boquilla (N12) que se colocan de forma correspondiente a una posición central de la anchura de las hojas de acero.
7. Aparato para suministrar lubricante según la reivindicación 6, en el que se dispone un undécimo mezclador (M11) conectado al conducto de agua (Wl) entre el centésimo vigésimo primer subconducto (Sl121) y la undécima boquilla (N11) y se dispone un duodécimo mezclador (M12) conectado al conducto de agua (WL) entre el duocentésimo vigésimo primer subcondudo (SL221) y la duodécima boquilla (N12) .
8. Aparato para suministrar lubricante según las reivindicaciones 5 a 7, en el que el duodécimo subconducto (SL 12) se divide en un vigésimo segundo subcondudo (SL22) , un vigésimo tercer subconducto (SL23) y un vigésimo cuarto subconducto (SL24) por un vigésimo segundo divisor de flujo rotatorio (FD22) .
9. Aparato para suministrar lubócante según la reivindicación 8, en el que el vigésimo segundo subcondudo (SL22) se divide en un centésimo vigésimo tercer subconducto (SL123) y un duocentésimo vigésimo tercer subconducto (SL223) por un vigésimo tercer divisor de flujO rotatorio (FD23) , conectándose el centésimo vigésimo tercer subconducto (SL 123) y el duocentésimo vigésimo tercer subcondudo (SL223) respectivamente a una vigésimo primera boquilla (N21) Y una vigésimo segunda boquilla (N22) colocadas por fuera de la undécima boquilla {N11} y la duodécima boquilla (N12) , respectivamente.
10. Aparato para suministrar lubricante según las reivindicaciones 8 o 9, en el que se dispone una primera válvula solenoide (S1) en el vigésimo segundo subcondudo (SL22) , conectándose la primera válvula solenoide (S1) al controlador (e) .
11 . Aparato para suministrar lubricante según las reivindicaciones 9 o 10, en el que se dispone un vigésimo primer mezclador (M21) conectado al conducto de agua (Wl) entre el centésimo vigésimo tercer subcondudo (SL 123) y la vigésimo primera boquilla (N21) y se dispone un vigésimo segundo mezclador (M22) conectado al conducto de agua (Wl) entre el duocentéSimo vigésimo tercer subcondudo (S1223) y la vigésimo segunda boquilla (N22) .
12. Aparato para suministrar lubricante según las reivindicaciones 8 a 11, en el que el vigésimo tercer subcondudo (SL23) se divide en un centésimo vigésimo cuarto subcondudo (SL 124) y un duocentésimo vigésimo cuarto subcondudo (SL224) por un vigésimo cuarto divisor de flujo rotatorio (FD24) , conectándose el centésimo vigésimo cuarto subcondudo (Sl124) y el duocentésimo vigésimo cuarto subcondudo (SL224) respectivamente a una trigésimo primera boquilla (N31) y una trigésimo segunda boquilla (N32) colocadas por fuera de la vigésimo primera boquilla (N21) y la vigésimo segunda boquilla (N22) , respectivamente.
13. Aparato para suministrar lubricante según las reivindicaciones 8 a 12, en el que se dispone una segunda válvula solenoide (S2) en el vigésimo tercer subcondudo (SL23) , conectándose la segunda válvula solenoide (S2) al controlador
(C) .
14. Aparato para suministrar lubricante según las reivindicaciones 12 o 13, en el que se dispone un trigésimo primer mezclador (M31) conectado al condudo de agua (Wl) entre el centésimo vigésimo cuarto subconducto (SL124) y la trigésimo primera boquilla (N31) y se dispone un trigésimo segundo mezclador (M32) conectado al conducto de agua (WL) entre el duocentésimo vigésimo cuarto subconducto (SL224) y la trigésimo segunda boquilla (N32) .
15. Aparato para suministrar lubricante según las reivindicaciones 8 a 14, en el que el vigésimo cuarto subconducto (SL24) se divide en un centésimo vigésimo quinto subconducto (SL 125) y un duocentésimo vigésimo quinto subcondudo (5L225) por un vigésimo quinto divisor de flujo rotatorio (FD25) , conectándose el centésimo vigésimo quinto subconducto (5L125) Yel duocentésimo vigésimo quinto subconducto (SL225) respectivamente a una cuadragésimo primera boquilla (N41) y una cuadragésimo segunda boquilla (N42) colocadas por fuera de la trigésimo primera (N31) y la trigésimo segunda boquilla (N32) , respectivamente.
16. Aparato para suministrar lubricante según las reivindicaciones 8 a 15, en el que se dispone una tercera válvula solenoide (53) en el vigésimo cuarto subconducto (SL24) , conectándose la tercera válvula solenoide (S3) al controlador (e) .
17. Aparato para suministrar lubricante según las reivindicaciones 15 o 16, en el que se dispone un cuadragésimo primer mezdador (M41) conectado al conducto de agua (WL) entre el centésimo vigésimo quinto subcondudo (5l125) y la cuadragésimo primera boquilla (N41) y se dispone un cuadragésimo segundo mezdador (M42) conectado al conducto de agua (Wl) entre el duocentésimo vigésimo quinto subcondudo (SL225) y la cuadragésimo segunda boquilla (N42) .
18. Método para suministrar lubricante para un equipo de laminado sin fin en caliente que incluye un aparato para suministrar lubricante según cualquiera de las reivindicaciones 1 a 17 que comprende:
(a) detectar las anchuras de las hojas de acero suministradas continuamente hacia un rodillo (R) ;
(b) accionar una bomba de lubricante (OP) y una bomba de agua (WP) según las sel'\ales de detección;
(e) determinar las anchuras de las hojas de acero según las sel'\ales de detección;
(d) controlar la activación y desactivación de las válvulas solenoides (51, S2, 53) dispuestas en los subcondudos (5l) que conedan un condcuto de lubricante (Ol) a cada una de las boquillas (N11, N12, N21, N22, N31, N32, N41 , N42) de tal manera que el lubricante sea pulverizado desde las boquillas (N11, N12, N21, N22, N31, N32, N41, N42) colocadas de manera coarrespondiente a las anchuras de las hojas de acero; y
(e) mezclar el lubricante yagua y pulverizar una mezcla resultante a través de las boquillas correspondientes (N11, N12, N21, N22, N31, N32, N41, N42) .
19. Método según la reivindicación 18 en el que en el paso (e) , se determina si cada una de las anchuras NV) de las hojas de acero es una de 3WJ6, 4WJ6, 5WJ6, Y 6W/6 donde W es la anchura máxima correspondiente al rodillo (R) .
20. Método según la reivindicación 19, en el que en el paso (d) , si la anchura de una de las hojas de acero es 3W/6, se desactiva la primera, segunda y tercera válvula solenoide (51, 52, 53) , si la anchura de una de las hojas de acero es 4W/6, se activa la primera válvula solenoide (51) , mientras que se desactiva la segunda y la tercera válvula solenoide (52, 53) , si la anchura de una de las hojas de acero es 5W/6, se activa la primera y segunda válvula solenoide (51, 52) mientras que se desactiva la tercera válvula solenoide (53) , y si la anchura de una de las hojas de acero es 6W/6, se activa la primera, la segunda y la tercera válvula solenoide (81, 82, 83) .
[Fig.1]
ceJO
~I
[Fig.2]
[Fig.3]
- ..
: I
I I I I
I:r-------.¡z (x¡IA'"
: !,
: I I, i :
, I
________________________________________J:
controlador ws :
I e I
I
:
: ~
I I I I
~-----------------------------------------------~
[Fig.4]
~I _______________________________________________4I
I •
[Fig.5]
I I
~-----------------------------------------------~
ST~{
~
STW{
Sí
11 YN12 pulverizan ST50 lubricante yagua{
L-~__________ ______
Se activa S1 Se activa S1 y S2 Se activa S1, S2 yS3
......
:n
N11, N12, N21 YN22
N11, N12, N21, N22, N31 , N11, N12, N21, N22, N31 Y
pulverizan 'P
N32, N41 YN42 pulverizan
N32 pulverizan
lubricante yagua lubricante yagua
lubricante yagua S
~______-. ~~____________
~
Patentes similares o relacionadas:
Método para el enfriamiento homogéneo y sin contacto de superficies calientes no continuas y dispositivo para ello, del 15 de Julio de 2020, de VOESTALPINE STAHL GMBH: Dispositivo para el enfriamiento homogéneo y sin contacto de superficies calientes, primarias y no continuas, en donde el dispositivo para enfriamiento tiene […]
Procedimiento de tratamiento termomecánico, del 8 de Julio de 2020, de Voestalpine Grobblech GmbH: Procedimiento de tratamiento termomecanico para la produccion de una chapa gruesa a partir de un material de partida para el aumento de la tenacidad, […]
Procedimiento y dispositivo de enfriamiento de un sustrato metálico, del 18 de Marzo de 2020, de Arcelormittal: Procedimiento de enfriamiento de un sustrato metálico que discurre en una dirección longitudinal (A), comprendiendo dicho procedimiento expulsar al menos un primer […]
Método para el enfriamiento sin contacto de chapas de acero y dispositivo para ello, del 11 de Marzo de 2020, de VOESTALPINE STAHL GMBH: Método para producir un componente de acero endurecido, donde se perfora una pletina y la pletina perforada se calienta total o parcialmente a una temperatura […]
Procedimiento para el templado sin contacto homogéneo de superficies no infinitas por templar y aparato para ello, del 11 de Marzo de 2020, de VOESTALPINE STAHL GMBH: Aparato para el templado homogéneo y sin contacto de superficies principalmente no infinitas por templar, caracterizado porque el aparato de templado tiene […]
Procedimiento de laminación de láminas de aluminio, del 5 de Febrero de 2020, de Guasta, Fabrizio: Procedimiento de laminación de láminas de aluminio que comprende las etapas de: a) proporcionar al menos una primera lámina de aluminio y una segunda lámina de […]
Dispositivo de fabricación de lámina de acero laminada en caliente, y método de fabricación de lámina de acero laminada en caliente, del 1 de Enero de 2020, de NIPPON STEEL CORPORATION: Un aparato de fabricación de una lámina de acero laminada en caliente que comprende: una fila de laminadores de acabado en caliente; un dispositivo […]
Método de laminación de una banda metálica, del 4 de Noviembre de 2019, de Primetals Technologies Austria GmbH: Método de implementación de la instalación que comprende al menos: - una laminadora en la cual la banda es laminada en movimiento continuo, - agentes […]