Aparato y método de fabricación por adición que comprende un sistema de guía de lámina de movimiento alternativo.
Un aparato de fabricación por adición que comprende una base de guía de la lámina de movimiento alternativo(180) que tiene:
- una cara de contacto (181) para contactar una lámina, y que tiene caras anterior y posterior;
- una fuente de energía (90) dispuesta para curar al menos parcialmente al menos parte de un patrón deintersección en una capa de material curable dispuesto en la lámina y en contacto con un objeto tangible;y caracterizado además porque la base de guía de la lámina de movimiento alternativo comprende 10 en la caraanterior de la cara de contacto (181) y la cara posterior de la cara de contacto (181) un sistema de guía de lalámina que comprende:
- un rodillo de guía de la lámina, flexible (4); y
- un sistema de cojinetes (1) capaz de alterar y/o invertir la curvatura del rodillo de guía de la lámina, flexible (4)de acuerdo con una dirección de rodadura (P, Q) del rodillo de guía de la lámina, flexible (4) y dispuesto parasoportar el rodillo de guía de la lámina, flexible (4), para guiar la lámina (11) incluyendo una capa de resinalíquida (30) hacia o desde la cara de contacto (181) para contactar el objeto tangible (50) por el movimientode la base de guía de la lámina (180) a lo largo del objeto tangible (50).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10189599.
Solicitante: DSM IP ASSETS B.V..
Nacionalidad solicitante: Países Bajos.
Dirección: HET OVERLOON 1 6411 TE HEERLEN PAISES BAJOS.
Inventor/es: MAALDERINK,HERMAN HENDRIKUS, JAMAR,JACOBUS,HUBERTUS,THEODOOR, SMELTINK,JEROEN ANTHONIUS, VAN LENT,MAARTEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C67/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
- B65H23/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › Posicionado, tensión, supresión de tirones o guiado de bandas (posicionado de artículos B65H 9/00; en conexión con el empalme B65H 21/00; dispositivos generales de tensión en unión con la manipulación de bandas, cintas o materiales filiformes B65H 77/00).
- F16C13/00 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16C ARBOLES; ARBOLES FLEXIBLES; MEDIOS MECANICOS PARA TRANSMITIR MOVIMIENTO EN UNA FUNDA FLEXIBLE; ELEMENTOS DE LOS MECANISMOS DEL CIGÜEÑAL; PIVOTES; UNIONES PIVOTANTES; PIEZAS ROTATIVAS DE INGENIERIA DISTINTAS A LAS PIEZAS DE TRANSMISION MECANICA, ACOPLAMIENTOS, EMBRAGUES O FRENOS; COJINETES. › Rodillos, tambores, discos o elementos análogos (rodillos de guiado para la alimentación de bandas B65H 27/00; rodillos para calandrias, sus cojinetes D21G 1/02; tambores o cilindros giratorios para aparatos cambiadores o de transferencia de calor F28F 5/02; para sus adaptaciones especiales, ver las clases apropiadas ); Cojinetes o sus montajes.
PDF original: ES-2449291_T3.pdf
Fragmento de la descripción:
Aparato y método de fabricación por adición que comprende un sistema de guía de lámina de movimiento alternativo Campo y antecedentes de la invención En los procesos de fabricación por adición con alta resolución de imagen, en algunos casos 50 micrones o mejor, en donde una lámina de soporte usada para llevar el material de construcción líquido está en movimiento mientras tiene lugar la exposición a la imagen, es fundamental que la lámina de soporte se mantenga fija en el lugar de la exposición a la imagen durante la formación de las partes. Esto es particularmente difícil dado que la lámina de soporte debe estar fija en el lugar actual de exposición a la imagen mientras que se mueve en otro lugar en el proceso de fabricación por adición para permitir la exposición a la imagen y el recubrimiento simultáneos. Cualquier arrugamiento o estiramiento imprevistos de la lámina en el lugar de exposición a la imagen puede conducir a un fallo en el proceso de construcción.
Se conocen procesos de fabricación por adición que usan una lámina de soporte transparente a UV. Por ejemplo, el documento de patente US 6, 557, 452 a Fudim usa una lámina para transportar el material de construcción líquido hacia un lugar de exposición de la imagen. El material de construcción líquido se expone a la imagen al llegar al lugar de exposición a la imagen y se solidifica. El sólido se adhiere a la capa formada previamente de la parte de la construcción y la lámina se mueve después con el objetivo de transportar material de acumulación de líquido adicional al lugar de exposición a la imagen con el objetivo de formar la siguiente capa sólida. Este proceso se repite con el objetivo de construir un objeto tridimensional sólido. Similarmente, los documentos de patente US 7, 467, 939 y US 7, 731, 887 a 3D Systems, Inc. describen procesos de fabricación por adición basados en una lámina. En cada uno de estos procesos, la lámina se mantiene fija mientras se expone a la imagen el material de construcción líquido.
En un nuevo proceso de fabricación por adición, el material de construcción líquido se expone a la imagen en un lugar mientras la lámina se mueve en otro lugar. Este proceso, descrito en el documento de patente WO2010/074566 a TNO, requiere que la lámina se mantenga inmóvil y sin arrugas en el lugar de exposición a la imagen mientras que la lámina se mueve en otros lugares. En este proceso es fundamental que la capa no se mueva, se arrugue, ni se estire en ninguna dirección en el lugar de exposición a la imagen. Esta dificultad se complica adicionalmente cuando el sistema es capaz de movimiento bidireccional.
Además, las láminas útiles para la fabricación por adición debido a sus propiedades de superficie y su transparencia a la radiación UV, tales como láminas de TPX o de polietileno, pueden ser propensas a fluencia y degradación cuando se estiran y se exponen a la radiación UV. Esto aumenta adicionalmente el desafío de mantener fija la lámina en el lugar de obtención de la imagen durante un proceso de fabricación por adición.
Por lo tanto es deseable un mecanismo para la fabricación por adición que mantiene fija una lámina en un primer lugar mientras permite el movimiento de la lámina en al menos un segundo lugar.
Resumen de la invención Un aparato de fabricación por adición de acuerdo con la reivindicación 1 y un método de fabricación por adición de acuerdo con la reivindicación 18 comprenden un sistema de guía de lámina que comprende: un rodillo de guía de la lámina flexible; y un sistema de cojinetes dispuestos para soportar dicho rodillo de guía, dicho sistema de cojinetes compuesto de elementos de bloqueo de extremo que bloquean axialmente el rodillo; un arreglo de cojinetes que define una posición de cojinete que tiene el rodillo flexionado en el acoplamiento de cojinete se utiliza para controlar el movimiento de la lámina. El arreglo de cojinetes se acopla con una cara exterior de dicho rodillo de una manera a fin de flexionar de ese modo el rodillo entre al menos dos posiciones de cojinete de conformidad con una dirección de rodadura.
Las modalidades específicas de la invención se describen en las reivindicaciones dependientes. Estos y otros aspectos de la invención serán evidentes a partir de y se explicarán con referencia a las modalidades descritas de aquí en adelante.
Breve descripción de los dibujos Otros detalles, aspectos y modalidades de la invención se describirán, en forma de ejemplo solamente, con referencia a los dibujos.
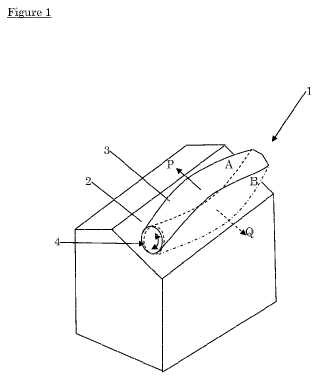
La Figura 1 muestra esquemáticamente una vista lateral en sección de un ejemplo de una modalidad de un sistema de acuerdo con la invención;
La Figura 2 muestra la modalidad de la Figura 1 en más detalle en un arreglo de guía de lámina;
La Figura 3 muestra esquemáticamente una vista lateral en perspectiva de una modalidad adicional;
La Figura 4 muestra una vista lateral de un detalle de la modalidad en la Figura 3;
La Figura 5 muestra un detalle de un ensamble de rodillos; y
l0
l5
La Figura 6 muestra una modalidad del sistema de guía de lámina incorporado en un aparato de fabricación por adición.
Descripción detallada De acuerdo con un aspecto, la lámina usada en un proceso de fabricación por adición de movimiento alternativo se puede controlar adecuadamente, proporcionando los rodillos curvados, específicamente, los ejes de los rodillos, en una forma flexible en lugar de rígida en donde la curvatura de los rodillos puede ser completamente reversible. En una modalidad los rodillos se proporcionan como una varilla de una sola pieza. La curvatura se puede cambiar con una fuerza relativamente pequeña, en algunas modalidades incluso una fuerza proporcionada (sólo) por la fuerza de arrastre del movimiento de la lámina, cuando la superficie del rodillo se ajusta para definir una fuerza de arrastre de la lámina que define la curvatura de flexión del rodillo.
El arreglo de rodillos flexibles en relación con los cojinetes exteriores de los aspectos de la invención reivindicada actual reemplaza un arreglo de eje fijo de la técnica anterior. Este arreglo de rodillos flexibles se puede ajustar fácilmente a la dirección de movimiento de la lámina. Además, el sistema de guía de lámina permite la inversión completa de la orientación del rodillo sin arrugar la lámina.
Una solución conocida para el arrugamiento de la lámina en un proceso de enrollado de una trama es el uso de rodillos curvados, ver por ejemplo, el documento de patente GB1019958, donde el rodillo es flexible y gira alrededor de un eje curvo no flexible. El abultamiento de la curvatura apunta en la dirección de movimiento de la hoja. Por la fricción entre la hoja y la superficie del rodillo la hoja se estira en la dirección transversal entre el punto donde primero toca los rodillos y el punto donde sale del rodillo, y las arrugas se eliminan sobre un área que se extiende a partir del rodillo en la dirección del movimiento de la lámina. Una descripción adicional se conoce a partir del documento de patente EP0431275, el cual muestra un mecanismo para variar el ángulo de deflexión para producir una extensión deseada. Sin embargo, no se contempla la inversión de la dirección de la lámina. En el documento de patente US3248031, un rodillo curvado se describe que se puede arquear en múltiples direcciones por un sistema de cojinetes descrito. Sin embargo, un dispositivo de múltiples rodillos que permite la inversión de la dirección en un aparato de fabricación por adición no se ha contemplado por la técnica anterior.
La Figura 1 muestra esquemáticamente una vista lateral en sección de una modalidad de un sistema 1 de acuerdo con un aspecto de la invención. Como se puede ver en la figura, un cojinete de apoyo exterior se proporciona en la forma de una superficie plana 2 acoplable con una cara externa 3 del rodillo 4. La cara 2 soporta el rodillo flexionado 4 en su superficie externa 3. La condición flexionada implica una cierta elasticidad flexible del rodillo, en donde el rodillo se dobla en una curva bajo un cierto esfuerzo. La deformación puede ser de naturaleza elástica lo cual puede ser favorable en términos de conservación de la energía, pero puede ser además ligeramente no elástica. La superficie 2 de ese modo permite el movimiento de rodadura del rodillo de guía 4 con relación a la superficie 2 aunque en la condición flexionada, de una manera a fin de flexionar de ese modo el rodillo entre al menos dos posiciones de apoyo A, B de conformidad con una dirección de rodadura P, Q. En la primera dirección P de transporte de la lámina el rodillo se flexiona hacia arriba en una primera posición de cojinete A, y una dirección opuesta Q de transporte... [Seguir leyendo]
Reivindicaciones:
1. Un aparato de fabricación por adición que comprende una base de guía de la lámina de movimiento alternativo (180) que tiene:
− una cara de contacto (181) para contactar una lámina, y que tiene caras anterior y posterior; − una fuente de energía (90) dispuesta para curar al menos parcialmente al menos parte de un patrón de intersección en una capa de material curable dispuesto en la lámina y en contacto con un objeto tangible;
l0 y caracterizado además porque la base de guía de la lámina de movimiento alternativo comprende en la cara anterior de la cara de contacto (181) y la cara posterior de la cara de contacto (181) un sistema de guía de la lámina que comprende:
− un rodillo de guía de la lámina, flexible (4) ; y
l5 − un sistema de cojinetes (1) capaz de alterar y/o invertir la curvatura del rodillo de guía de la lámina, flexible (4) de acuerdo con una dirección de rodadura (P, Q) del rodillo de guía de la lámina, flexible (4) y dispuesto para soportar el rodillo de guía de la lámina, flexible (4) , para guiar la lámina (11) incluyendo una capa de resina líquida (30) hacia o desde la cara de contacto (181) para contactar el objeto tangible (50) por el movimiento de la base de guía de la lámina (180) a lo largo del objeto tangible (50) .
2. El aparato de fabricación por adición de acuerdo con la reivindicación 1, en donde la base de guía de la lámina (180) comprende un par de elementos superior e inferior de guía de la lámina (6, 60) , el elemento inferior de guía de la lámina que define una posición de altura (H0) de la lámina separada a partir de la cara de contacto que se dispone allí entre el rodillo de guía de la lámina flexible (4) , a fin de guiar la lámina hacia o desde la cara de contacto (181) .
3. El aparato de fabricación por adición de acuerdo con la reivindicación 1 o 2, en donde la base de guía de la lámina (180) comprende además un sistema aplicador (200) para aplicar la capa de resina líquida (30) .
4. El aparato de fabricación por adición de acuerdo con una cualquiera de las reivindicaciones 1 a la 3, en donde la fuente de energía (90) se posiciona adyacente a la cara de contacto (181) con el fin de exponer la capa de material no curado a través de la lámina (11) .
5. El aparato de fabricación por adición de acuerdo con una cualquiera de las reivindicaciones 1 a la 4, en donde la 35 fuente de energía (90) comprende una pluralidad de LED que pueden funcionar individualmente.
6. El aparato de fabricación por adición de acuerdo con una cualquiera de las reivindicaciones 1 a la 5, en donde el sistema de cojinetes (1) comprende:
- elementos de bloqueo de extremo (7) que bloquean axialmente el rodillo (4) ;
- un arreglo de cojinetes (2, 20, 21, 22) que define una posición de cojinetes que tiene flexionado el rodillo (4) en el acoplamiento de cojinetes; y
- dicho arreglo de cojinetes (2, 20, 21, 22) acoplable con una cara exterior (40) de dicho rodillo (4) de una manera a fin de flexionar de ese modo el rodillo (4) entre al menos dos posiciones de cojinete (A, B) .
7. El aparato de fabricación por adición de acuerdo con la reivindicación 6, en donde el sistema de cojinetes comprende además una estructura de tope (8, 213) que define un intervalo de flexión sobre el cual se flexiona el rodillo.
8. El aparato de fabricación por adición de acuerdo con la reivindicación 7, en donde la estructura de tope comprende elementos de tope (213) fijos con relación al sistema de cojinetes.
9. El aparato de fabricación por adición de acuerdo con la reivindicación 8 en donde el arreglo de cojinetes comprende uno o más elementos de cojinete (20, 21, 22) ; y la estructura de tope comprende un accionador (8)
conectado al menos a uno de los elementos de cojinete (21) ; dicho accionador (8) dispuesto para mover el elemento de cojinete (21) a fin de proporcionar un movimiento de flexión forzada del rodillo (4) entre las dos posiciones de cojinete (A, B) ; el accionador (8) controlable en conformidad con la dirección de rodadura (P, Q) .
10. El aparato de fabricación por adición de acuerdo con la reivindicación 9, en donde el accionador (8) comprende 60 un brazo giratorio (80) que gira el al menos un elemento de cojinete (21) entre las dos posiciones de cojinete (A, B) .
11. El aparato de fabricación por adición de acuerdo con la reivindicación 6, en donde el arreglo de cojinetes comprende una superficie de cojinete fija (2) en contacto de cojinete con el rodillo de guía de la lámina (4) .
12. El aparato de fabricación por adición de acuerdo con la reivindicación 6, en donde el arreglo de cojinetes 5 comprende los elementos de rodadura (210, 211) acoplables con el rodillo de guía (4) .
13. El aparato de fabricación por adición de acuerdo con la reivindicación 6, en donde el arreglo de cojinetes define un contacto de cojinete (21) a lo largo de una circunferencia parcial del rodillo (4) .
l0 14. El aparato de fabricación por adición de acuerdo con la reivindicación 6, en donde la superficie del rodillo (40) se ajusta para definir una fuerza de arrastre de la lámina que define la curvatura de flexión del rodillo.
15. El aparato de fabricación por adición de acuerdo con la reivindicación 6, en donde los elementos de bloqueo de extremo comprenden los cojinetes del rodillo.
l5
16. El aparato de fabricación por adición de una cualquiera de las reivindicaciones 1 a la 15 que comprende además:
- un dispositivo de medición en contacto con la lámina (11) para medir la tensión y/o el desplazamiento de la lámina (11) ; y
-un controlador en comunicación con el sistema de cojinetes (1) y el dispositivo de medición, el controlador que es capaz de ajustar el sistema de cojinetes (1) para alterar la curvatura del rodillo de guía de la lámina, flexible (4) en respuesta a una medición a partir del dispositivo de medición.
17. El aparato de fabricación por adición de una cualquiera de las reivindicaciones 1 a la 16 en donde se impide el 25 movimiento en ambos extremos (A, B) de la lámina (11) .
18. Un método de fabricación por adición que comprende:
-flexionar al menos un rodillo de guía de la lámina, flexible (4) en contacto con una lámina (11) hasta una 30 primera curvatura de acuerdo con una primera dirección de rodadura (P) ;
-formar una capa de líquido (30) en la lámina (11) ;
- mover la lámina (11) poniendo en contacto de ese modo la capa líquida (30) con un objeto tangible (50) y/o una capa solidificada previamente;
-solidificar la capa líquida (30) formando de ese modo una primera capa solidificada la cual se adhiere al objeto 35 tangible (50) y/o a una capa solidificada previamente;
-retirar la lámina (11) del contacto con la capa solidificada;
-flexionar el al menos un rodillo de guía de la lámina, flexible (4) en contacto con una lámina (11) hasta una segunda curvatura de acuerdo con una segunda dirección de rodadura (Q) ;
-formar una segunda capa líquida (30) en la lámina (11) .
40. mover la lámina (11) poniendo en contacto de ese modo la segunda capa líquida (30) con el objeto tangible
(50) y/o la primera capa solidificada;
- solidificar la segunda capa líquida (30) formando de ese modo una segunda capa solidificada que se adhiere al objeto tangible (50) y/o a la primera capa solidificada;
-retirar la lámina del contacto con la capa solidificada; y repetir las etapas anteriores un número suficiente de 45 veces con el objetivo de construir un objeto tridimensional.
19. El método de la reivindicación 18 en donde flexionar el al menos un rodillo de guía de la lámina y solidificar la capa líquida se llevan a cabo para tener lugar simultáneamente.
Figura 2 Figura 3 Figura 4 Figura 5 Figura 6
l5
Patentes similares o relacionadas:
 Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para fabricar una estructura de superficie tridimensional de una herramienta de prensa, del 22 de Julio de 2020, de HUECK RHEINISCHE GMBH: Procedimiento para la fabricación de una estructura de superficie de una herramienta de prensado de gran formato con al menos una longitud de borde de más de […]
Poliéster termoplástico para la fabricación de objetos de impresión en 3D, del 15 de Julio de 2020, de ROQUETTE FRERES: Utilización de un poliéster termoplástico para la fabricación de objetos de impresión en 3D, comprendiendo dicho poliéster: * al menos una unidad de 1,4:3,6-dianhidrohexitol […]
 Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]
Aparatos de fabricación adicionales y métodos relacionados con estrategias de escaneo especiales, del 29 de Abril de 2020, de RENISHAW PLC: Un aparato de fabricación aditiva por fusión selectiva mediante láser que comprende una cámara de construcción, una plataforma […]
Aleta de orza con núcleo estructurante metálico y envoltura a medida impresa en PLA, del 22 de Abril de 2020, de Seair: Aleta de orza de barco que se fija a un brazo de orza por una carlinga realizado por el ensamblaje de un núcleo de aleta y de una envoltura, el núcleo de […]
Polvo polimérico para procedimiento de fusión de lecho de polvo, del 15 de Abril de 2020, de Evonik Operations GmbH: Polvo polimérico para empleo en un procedimiento de fusión de lecho de polvo, caracterizado por que el polvo polimérico está revestido con una sustancia […]