APARATO Y METODO PARA CURVAR MATERIAL DE TUBO.
Aparato y método para curvar material de tubo.
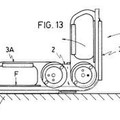
En el caso de curvar un tubo exterior Po,
una matriz de presión 6 dispuesta justo delante de una sección de curvado esta provista de una ranura m, donde la forma de la ranura m en el lado lejos de la sección de curvar es semicircular y cuyo diámetro corresponde al del tubo exterior Po antes del curvado, mientras que la forma de la ranura m en el lado cerca de la sección de curvar se ahúsa semielípticamente. Con esto, se hace que la forma en sección transversal del tubo exterior Po cambie a una forma sustancialmente elíptica en la que se ahúsa la sección exterior a curvar. La forma en sección transversal resulta sustancialmente circular cuando se termina el curvado
Tipo: Resumen de patente/invención. Número de Solicitud: W04002389JP.
Solicitante: HONDA MOTOR CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: 1-1, MINAMI-AOYAMA 2-CHOME,MINATO-KU, TOKYO 107-8556.
Inventor/es: IZUMI,EIJI, NOGUCHI,KATSUNORI.
Fecha de Solicitud: 27 de Febrero de 2004.
Fecha de Publicación: .
Fecha de Concesión: 15 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B21D7/024 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 7/00 Curvado de barras, perfiles o tubos (B21D 11/02 - B21D 11/18 tienen prioridad; mediante la utilización de mandriles u órganos análogos B21D 9/00). › por un órgano de conformación oscilante.
- B21D9/07 B21D […] › B21D 9/00 Curvado de tubos mediante la utilización de mandriles u órganos análogos (B21D 11/02 - B21D 11/18 tienen prioridad). › con uno o varios órganos de conformación oscilantes, sólo en contacto con las extremidades del tubo.
Clasificación PCT:
- B21D7/02 B21D 7/00 […] › sobre un órgano de conformación fijo; mediante la utilización de un órgano de conformación o de un tope oscilante.
Clasificación antigua:
- B21D7/025 B21D 7/00 […] › y tirando o empujando las extremidades del producto.
Fragmento de la descripción:
Aparato y método para curvar material de tubo.
Campo técnico
La presente invención se refiere a un aparato y técnica para curvar un material de tubo sin deformar su forma en sección transversal.
Antecedentes de la invención
Como una técnica para curvar un material de tubo sin deformar su forma en sección transversal, la Publicación de Patente japonesa no examinada número 2003-145219 describe, por ejemplo, un método para introducir una plantilla de prevención de deformación hecha de un cuerpo elástico de caucho que es compresible y expansible axialmente en la dirección radial dentro de un tubo y curvar el tubo en una condición en la que la plantilla de prevención de deformación se comprime y expande axialmente en la dirección radial. La Publicación de Patente japonesa no examinada número Hei 10-118719 describe un método para curvar un tubo doble en el que un mandril que puede expandir un tubo interior a una forma elíptica, se introduce en el tubo interior para curvar el tubo interior deformando al mismo tiempo el tubo interior y, después del curvado, se suministra líquido a una presión predeterminada al tubo interior para restaurar el tubo interior a una forma circular. La Publicación de Patente japonesa no examinada número Hei 8-276221 también describe un método para curvar un tubo doble en el que se introduce un material de soporte en un intervalo entre un tubo exterior y un tubo interior para curvar y el material de soporte se saca del intervalo después del curvado.
Sin embargo, en el caso de un tubo único, se tarda mucho tiempo en introducir un material de núcleo en el tubo, introducir en él el material de soporte, o alimentar liquido a presión al tubo después del curvado. Ademas, también existen los problemas de que aumenta el número de horas-hombre u horas de trabajo y la eficiencia operativa no es buena.
Por lo tanto, un objeto de la presente invención es resolver los problemas anteriores y proporcionar un aparato y método para no sólo reducir el tiempo y las horas-hombre, sino también para reducir las horas de trabajo en un proceso de curvado para evitar la deformación después del curvado.
Descripción de la invención
Para lograr el objeto anterior, según la presente invención se facilita un aparato de curvar que tiene una matriz de presión para sujetar una superficie lateral a curvar dispuesta justamente delante de la sección de curvado de un material de tubo, en el que la superficie frontal de la matriz de presión está provista longitudinalmente de una ranura sustancialmente semicircular que puede encajar sustancialmente la mitad de una superficie circunferencial externa del material de tubo, donde la forma de la ranura en el lado lejos de la sección de curvar es semicircular cuyo diámetro corresponde al del material de tubo antes del curvado, mientras que la forma de la ranura en el lado cerca de la sección de curvar es un ahusamiento semielíptico.
Con esta matriz de presión, se hace que una forma en sección transversal de sección de curvado de un material de tubo cambie a una forma sustancialmente elíptica de manera que el exterior de la sección a curvar se ahuse justo antes del curvado. Después de esto, curvando el material de tubo, la forma en sección transversal después del curvado se puede hacer más próxima a una forma circular. Así, en el caso de un tubo único, es posible evitar el problema de introducir un mandril o un material de soporte en el tubo y reducir las horas de trabajo.
En este caso, es deseable confirmar la forma elíptica específica antes del curvado realizando experimentos, etc, con anterioridad porque la forma deseada varía suavemente, por ejemplo, con el grosor o el diámetro del tubo, la curvatura del curvado y análogos.
Se ha de notar que dicho aparato de curvado no sólo es aplicable al curvado de un tubo único, sino también al curvado del tubo exterior de un tubo doble.
Utilizando el aparato de curvado, se hace que la forma en sección transversal de la sección de curvar del material de tubo cambie a una forma sustancialmente elíptica antes del curvado de manera que se ahuse el exterior de la sección a curvar, después se realiza el curvado.
Además, un proceso para deformar la forma en sección transversal y un proceso para curvar se puede realizar mediante una serie de operaciones porque la matriz de presión se dispone justo delante de la sección de curvado. Así, las operaciones se puede realizar eficientemente.
Como una forma de ranura de la matriz de presión dispuesta justo delante de la sección de curvado, haciendo que la forma de la ranura en el lado cerca de la sección de curvar sea un ahusamiento semielíptico, la forma en sección transversal del material de tubo cambia a tener una forma elíptica sustancialmente ahusada al tiempo del curvado. Como resultado, la forma en sección transversal después del curvado se puede hacer más próxima a una forma circular. Por consiguiente, en el caso del tubo único, es posible evitar gran parte del problema de introducir el mandril o material de soporte dentro del tubo y reducir las horas de trabajo.
Además, si el proceso para deformar la forma en sección transversal de la sección de curvado y el proceso de curvado se realizan con el mismo aparato de curvado en una serie de operaciones, las operaciones resultan más eficientes y se pueden reducir más las horas de trabajo.
Breve descripción de los dibujos
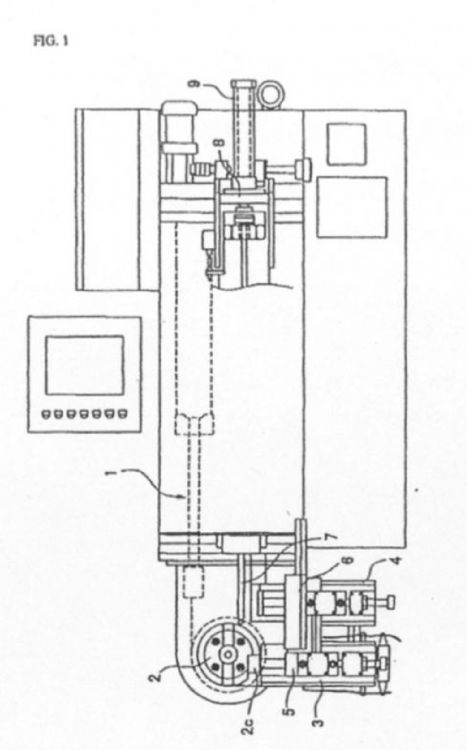
La figura 1 es una vista esquemática de un aparato de curvar para uso al curvar según la presente invención.
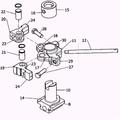
La figura 2 es una vista explicativa de una matriz de presión.
La figura 3 (a) es una vista en sección transversal tomada a lo largo de la línea A-A de la figura 2 y la figura 3 (b) es una vista en sección transversal tomada a lo largo de la línea B-B de la figura 2.
La figura 4 es una vista del estado antes del curvado.
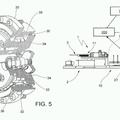
Y la figura 5 es una vista del estado durante el curvado.
Mejor modo de llevar a la práctica la invención
Ahora se describirá realizaciones preferidas de la presente invención con referencia a los dibujos anexos. La figura 1 es una vista esquemática de un aparato de curvar usado al curvar según la presente invención. La figura 2 es una vista explicativa de una matriz de presión. La figura 3 es una vista en sección transversal de la figura 2, donde la figura 3 (a) es una vista en sección transversal tomada a lo largo de la línea A-A y la figura 3 (b) es una vista en sección transversal tomada a lo largo de la línea B-B. La figura 4 es una vista del estado antes del curvado y la figura 5 es una vista del estado durante el curvado.
Se facilita un método de curvar un material de tubo según la presente invención para asegurar una forma sustancialmente circular sin utilizar un mandril o un material de soporte en el caso de curvar un tubo metálico, etc, de una sección transversal circular y se caracteriza porque se hace que el tubo se deforme a una forma sustancialmente elíptica con anterioridad antes del curvado. En le presente realización, el método de curvar se aplica al curvado de un tubo doble.
Dicho tubo doble es, por ejemplo, un tubo de escape para una motocicleta, etc. En el caso del tubo de escape, cuando el intervalo entre un tubo interior y un tubo exterior resulta más estrecho, afecta gravemente a la eficiencia del motor. Cuando el intervalo del exterior de la sección a curvar cae dentro de un rango predeterminado, se genera ennegrecimiento por lo que cambia la superficie lateral a curvar del tubo exterior, y éste es un factor para deteriorar la calidad del aspecto externo.
En un método de curvado convencional, el curvado se realiza, por ejemplo, introduciendo un mandril, etc, en un tubo interior e introduciendo también un mandril espátula, etc, en un intervalo entre un tubo exterior y un tubo interior, y después del curvado, se expulsa el mandril espátula, etc. En el caso de la presente invención, el mandril se introduce en el tubo interior como en el pasado, pero el mandril espátula, etc, no se introduce en el intervalo entre el tubo exterior y el tubo interior. En cambio, se hace que la forma en sección transversal del tubo exterior cambie antes del curvado, haciendo por ello la forma en sección transversal del tubo exterior sustancialmente circular cuando se termina el curvado.
El cambio de la forma en sección transversal del tubo exterior antes del curvado se realiza justo antes del curvado. Después de cambiar la forma en sección transversal, el curvado se realiza...
Reivindicaciones:
1. Un aparato de curvar que tiene una matriz de presión que sujeta una superficie lateral a curvar de un material de tubo dispuesto justo delante de la sección de curvado del material de tubo, caracterizado porque la superficie frontal de la matriz de presión está provista longitudinalmente de una ranura sustancialmente semicircular que puede encajar sustancialmente la mitad de la superficie circunferencial externa del material de tubo, donde la forma de ranura en el lado lejos de la sección de curvar es semicircular y cuyo diámetro corresponde al del material de tubo antes del curvado, mientras que la forma de ranura en el lado cerca de la sección de curvado está ahusada semielípticamente.
2. El aparato de curvado según la reivindicación 1, donde la ranura semicircular cuyo diámetro corresponde al del material de tubo antes del curvado y la ranura semielípticamente ahusada se han previsto continuamente en la matriz de presión.
Patentes similares o relacionadas:
La aplicación de las cámaras 3D al proceso de doblado de perfil en la máquina de doblado con tres y cuatro rodillos, del 17 de Abril de 2019, de Turanjanin, Uros: La aplicación de cámaras 3D durante el proceso de doblado de perfiles en la máquina dobladora con tres o cuatro rodillos proporciona una gestión […]
Método para la producción de piezas curvas a partir de un elemento metálico continuo, del 9 de Enero de 2019, de Baomarc Automotive Solutions S.p.A: Método para la producción de una pieza curva a partir de un elemento metálico continuo que se extiende a lo largo de un eje longitudinal y avanza a […]
Dobladora y método de doblado, del 16 de Agosto de 2017, de Kottmann und Berger GmbH: Dobladora para doblar material redondo que comprende un soporte para piezas de trabajo en el cual está montado el material redondo y una cabeza dobladora para realizar […]
Dispositivo de curvado de perfiles tales como tubos, del 11 de Enero de 2017, de ADMC Holding, LLC: Dispositivo de curvado de perfiles (T), tales como tubos que se extienden a lo largo de un eje longitudinal (X), que comprende en combinación: - al menos una horma […]
 Máquina dobladora para hacer curvas con forma de U en tuberías, del 26 de Octubre de 2016, de CMS Costruzione Macchine Speciali S.r.l: Máquina dobladora que comprende:
medios para alimentar una pluralidad de tuberías sustancialmente rectilíneas;
un grupo de corte de las tuberías procedentes […]
Máquina dobladora para hacer curvas con forma de U en tuberías, del 26 de Octubre de 2016, de CMS Costruzione Macchine Speciali S.r.l: Máquina dobladora que comprende:
medios para alimentar una pluralidad de tuberías sustancialmente rectilíneas;
un grupo de corte de las tuberías procedentes […]
 Máquina dobladora de tipo de matriz y contramatriz para doblar una pieza alargada a derechas y a izquierdas, del 24 de Febrero de 2016, de CML INTERNATIONAL S.P.A.: Una máquina de doblado de tipo de matriz y contramatriz para el doblado a derechas y a izquierdas de una pieza alargada (P), que comprende una matriz con […]
Máquina dobladora de tipo de matriz y contramatriz para doblar una pieza alargada a derechas y a izquierdas, del 24 de Febrero de 2016, de CML INTERNATIONAL S.P.A.: Una máquina de doblado de tipo de matriz y contramatriz para el doblado a derechas y a izquierdas de una pieza alargada (P), que comprende una matriz con […]
Tornillo de banco provisto de un dispositivo de mordaza móvil que tiene fases de aproximación y sujeción separadas en una matriz de máquina curvatubos, del 19 de Noviembre de 2014, de CML INTERNATIONAL S.P.A.: Un tornillo de banco provisto de una dispositivo de mordaza móvil que tiene fases de aproximación y sujeción separadas en una matriz de máquina curvadora, teniendo dicho […]
 "Método para el acodado doble de tuberías", del 9 de Abril de 2014, de MONDRAGÓN CONDEMINAS, EDUARD: Método para el acodado doble de tuberías y un aparato para su realización.
La invención tiene por objeto que la porción extrema de una tubería, que está destinada […]
"Método para el acodado doble de tuberías", del 9 de Abril de 2014, de MONDRAGÓN CONDEMINAS, EDUARD: Método para el acodado doble de tuberías y un aparato para su realización.
La invención tiene por objeto que la porción extrema de una tubería, que está destinada […]