APARATO DETECTOR DEL CENTRO DE UN AGUJERO, APARATO MEDIDOR DE RECTILINEIDAD Y APARATO MEDIDOR DE TORSIÓN RESIDUAL.
Un aparato detector del centro de un agujero que comprende: una devanadera de tipo giratorio (12) que tiene un agujero redondo (28);
unos medios (36) de detección de coordenadas para detectar las coordenadas de dos puntos (B1, B2) en los cuales interseccionan la circunferencia interior de dicho agujero y una línea recta virtual (C); unos medios de cálculo (24) para calcular las coordenadas del centro (P) de dicho agujero (28) a partir de las coordenadas detectadas de los dos puntos y del radio del agujero; un cordón (30) para ser enrollado en una circunferencia exterior de la devanadera, teniendo el cordón un extremo delantero para ser insertado en dicho agujero; unos medios de movimiento (20, 44) para mover la devanadera de tipo giratorio y el extremo delantero del cordón entre sí de forma que el extremo delantero del cordón pueda ser posicionado en las coordenadas calculadas del centro; una línea de unión (26A) formada de antemano en la circunferencia exterior de la devanadera de tipo giratorio y que tiene una relación de coordenadas predeterminada con respecto a dicho agujero; y unos medios de detección auxiliares (38) para detectar dicha línea de unión; en el que los medios móviles (20) están configurados para ser activados por una señal procedente de los medios de cálculo (24) para girar la devanadera (12) en una dirección predeterminada, en el que simultáneamente con este giro la línea de unión (26A) es detectada por los medios de detección auxiliares (38), de forma que la devanadera (12) sea detenida en la posición detectada para determinar una posición de referencia de medida, y en el que los medios de movimiento (20) están configurados para ser girados nuevamente una cantidad predeterminada (α) sobre la base de los datos almacenados en los medios de cálculo (24) para mover el agujero (28) hacia las coordenadas correctas de comienzo de exploración
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E01307931.
Solicitante: BRIDGESTONE CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 10-1, KYOBASHI 1-CHOME, CHUO-KU TOKYO 104-0031 JAPON.
Inventor/es: KINOSHITA, TAKASHI, KUDO, EIJI, Mizuta,Yoshiki, Yamada,Takahiro, Ueda,Shogo, Kimura,Yuichi, Sangawa,Yukio.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Septiembre de 2001.
Clasificación PCT:
- B65H65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › Fijación del material a los núcleos o gálibos (disposiciones para fijar los extremos de material a núcleos, soportes, gálibos o piezas de sujeción, p. ej. carretes, B65H 75/28).
- B65H75/28 B65H […] › B65H 75/00 Almacenamiento de bandas, cintas o material filiforme, p. ej. sobre carretes (carretes de pesca A01K 89/00; medios de almacenamiento para soportes de registro, especialmente adaptados para cooperar con los aparatos de registro o de reproducción G11B 23/02). › Disposiciones para fijar los extremos del material.
- G01B11/245 FISICA. › G01 METROLOGIA; ENSAYOS. › G01B MEDIDA DE LA LONGITUD, ESPESOR O DIMENSIONES LINEALES ANALOGAS; MEDIDA DE ANGULOS; MEDIDA DE AREAS; MEDIDA DE IRREGULARIDADES DE SUPERFICIES O CONTORNOS. › G01B 11/00 Disposiciones de medida caracterizadas por la utilización de medios ópticos (instrumentos de los tipos cubiertos por el grupo G01B 9/00 en sí G01B 9/00). › que utilizan una pluralidad de transductores fijos que funcionan simultáneamente (G01B 11/255 tiene prioridad).
- G01B7/004 G01B […] › G01B 7/00 Disposiciones de medida caracterizadas por la utilización de medios eléctricos o magnéticos. › para la medida de coordenadas de puntos.
- G01B7/28 G01B 7/00 […] › para la medida de contornos o curvaturas.
- G01B7/30 G01B 7/00 […] › para la medida de ángulos o conicidades; para ensayar la alineación de ejes.
- G01L5/04 G01 […] › G01L MEDIDA DE FUERZAS, TENSIONES, PARES, TRABAJO, POTENCIA MECANICA, RENDIMIENTO MECANICO O DE LA PRESION DE LOS FLUIDOS (pesado G01G). › G01L 5/00 Aparatos o métodos para la medida de fuerzas, del trabajo, de la potencia mecánica o del par, especialmente adaptados a fines específicos. › para medir la tensión en los cordajes, cables, hilos metálicos, correas o bandas.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2374265_T3.pdf
Fragmento de la descripción:
Aparato detector del centro de un agujero, aparato medidor de rectilineidad y aparato medidor de torsión residual El presente invento se refiere a un aparato detector del centro de un agujero, que puede ser empleado cuando un cable tal como un cordón de acero para refuerzo de una pieza de caucho está enrollado en una devanadera que tiene un agujero.
En el funcionamiento de la técnica anterior para enrollar un cordón de acero de refuerzo de una pieza de caucho en una devanadera (también denominada “carrete” o “bobina”) que tiene un agujero de inserción, el cordón es enrollado en la devanadera después de que un operario inserte su extremo delantero en el agujero de inserción identificando visualmente el agujero de inserción.
Para esta automatización de mejora del rendimiento de la producción es necesario detectar el centro del agujero de inserción automáticamente con una gran precisión. Por ejemplo, es posible el empleo de un aparato para detectar la posición del centro del agujero localizando dicho agujero con una cámara CCD y procesando las señales gráficas digitales con un ordenador para extraer la forma del agujero y para detectar la posición del mismo.
Sin embargo, como este aparato utiliza una cámara CCD no es ventajoso, ya que el coste total es alto. Con el fin de eliminar esta desventaja es posible utilizar un sensor óptico de reflexión o de tipo transparente, el cual tiene un coste menor que la cámara CCD, y de este modo detectar el agujero directamente. No obstante, es difícil para este aparato detectar la posición del centro del agujero con alta precisión.
En la técnica anterior la curvatura (o rectilineidad) por unidad de longitud del cordón de acero para refuerzo de una pieza de caucho, tal como un cordón de acero para uso en una cubierta de neumático, se controla para asegurar la trabajabilidad en el proceso de fabricación de la cubierta. De este modo, en el paso final del proceso de fabricación del cordón de acero la rectilineidad es inspeccionada visualmente por el inspector mediante el uso de una placa de inspección.
No obstante, la inspección visual realizada por el inspector implica problemas con respecto a la precisión y descenso de la productividad debido al tiempo requerido para la misma.
En el cordón de acero para refuerzo de una pieza de caucho de la técnica anterior tal como el cordón de acero para ser usado en una cubierta de neumático la torsión residual por unidad de longitud se especifica con el fin de asegurar la trabajabilidad en el proceso de fabricación de la cubierta. En el paso final del proceso de fabricación del cordón de acero, por lo tanto, la torsión residual es medida por un inspector con capacidad técnica de o por encima de un nivel predeterminado, y su valor se registra en una hoja de comprobación. Sin embargo, cuando se mide la torsión residual la parte extrema de un objeto que se ha de medir está curvada. Por lo tanto, existe alguna variación en la medida realizada por el inspector de la longitud o del ángulo del mismo cordón cuando la parte extrema está curvada. Esto supone alguna variación con respecto a la precisión de la medida de la torsión residual.
La medida y la inspección de la torsión residual en la fabricación de cordones de acero es esencial para asegurar la trabajabilidad en la fabricación de cubiertas. En el paso final del proceso de fabricación de cordones de acero, en consecuencia, la torsión residual es medida e inspeccionada exclusivamente por un inspector cualificado por una institución técnica y por lo tanto tiene una capacidad técnica que está en o por encima de un nivel predeterminado. No obstante, debido a que la torsión residual se mide siempre en el paso final la productividad tiende a disminuir. Con el fin de mantener la precisión en la medida de la torsión residual fue necesario dedicar una gran cantidad de tiempo a formar a los inspectores para que estuvieran cualificados, y también fue necesario comprobar periódicamente la precisión de sus medidas incluso después de estar cualificados.
Por otra parte, la torsión residual puede ser leída en la dirección “plus” o “minus”, dependiendo del tipo de cordón de acero o de las normas de ensayo (por ejemplo, JIS o ASTM) del cordón de acero. Por lo tanto, el inspector tiene que registrar la dirección de la torsión residual de acuerdo con el tipo o normas de ensayo de los cordones de acero usados por la fábrica en donde se ha fabricado la cubierta. Por lo tanto, incluso un inspector cualificado puede erróneamente registrar equivocadamente “plus” y “minus” las diferentes clases o normas de ensayo de los cordones de acero.
También se deben tener en cuenta lo expuesto en los documentos CA-2242179A; US-5771309; JP-7-225343A; US4647208A; y US-5460333A.
A la vista de los hechos anteriormente mencionados el presente invento tiene el fin de proporcionar un aparato de detección del centro de un agujero con una alta precisión y con un coste reducido.
El presente invento proporciona un aparato detector del centro de un agujero que comprende:
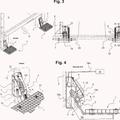
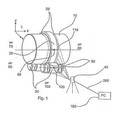
una devanadera de tipo giratorio (12) que tiene un agujero redondo (28) ; unos medios (36) de detección de coordenadas para detectar las coordenadas de dos puntos (B1, B2) en los que interseccionan la circunferencia interior de dicho agujero y una línea recta virtual (C) ;
unos medios de cálculo de las coordenadas (24) del centro (P) de dicho agujero (28) a partir de las coordenadas detectadas de los dos puntos y el radio del agujero;
un cordón (30) para ser enrollado sobre la circunferencia exterior de la devanadera, teniendo el cordón un extremo delantero para ser insertado en dicho agujero;
unos medios de movimiento (20, 44) para mover la devanadera de tipo giratorio y el extremo delantero del cordón de uno con respecto al otro, de forma que el extremo delantero del cordón pueda ser situado en las coordenadas calculadas del centro;
una línea de unión (26A) formada previamente en la circunferencia exterior de la devanadera de tipo giratorio y que tiene una relación de coordenadas predeterminadas con respecto a dicho agujero; y unos medios de detección auxiliares (38) para detectar dicha línea de unión;
en el que los medios de movimiento (20) están configurados para ser activados por una señal de los medios de cálculo (24) para girar la devanadera (12) en una dirección predeterminada, en el que simultáneamente con este giro la línea de unión (26A) es detectada por los medios de detección auxiliares (38) , de manera que la devanadera (12) es detenida en la posición detectada para determinar una posición de referencia de medida, y en el que los medios de movimiento (20) están configurados para ser girados nuevamente una cantidad predeterminada (a) sobre la base de los datos almacenados en los medios de c
álculo (24) para mover el agujero (28) hacia las coordenadas correctas de comienzo de la exploración.
El presente invento proporciona también un método de detección del centro de un agujero redondo (28) en una devanadera (12) de tipo giratorio utilizando un aparato que detecta el centro de un agujero, comprendiendo el método:
detectar las coordenadas de dos puntos (B1, B2) en los que la circunferencia interior de dicho agujero y una línea recta virtual (C) interseccionan usando los medios (36) de detección de las coordenadas;
calcular las coordenadas del centro (P) de dicho agujero (28) a partir de las coordenadas detectadas de los dos puntos y del radio del agujero usando los medios de cálculo (24) de las coordenadas;
mover la devanadera (12) de tipo giratorio y un extremo delantero de un cordón (30) para ser enrollado sobre la circunferencia exterior de la devanadera, usando los medios de movimiento (20, 44) , de forma que el extremo delantero del cordón pueda ser situado en las coordenadas calculadas del centro;
detectar una línea de unión (26A) formada previamente en la circunferencia exterior de la devanadera (12) de tipo giratorio y que tiene una relación de coordenadas predeterminada con respecto a dicho agujero utilizando unos medios de detección auxiliares (38) ;
en el que los medios de movimiento (20) son activados por una señal de los medios de cálculo (24) para girar la devanadera (12) en una dirección predeterminada, en el que simultáneamente con este giro la línea de unión (26A) es detectada por... [Seguir leyendo]
Reivindicaciones:
1. Un aparato detector del centro de un agujero que comprende:
una devanadera de tipo giratorio (12) que tiene un agujero redondo (28) ;
unos medios (36) de detección de coordenadas para detectar las coordenadas de dos puntos (B1, B2) en los cuales interseccionan la circunferencia interior de dicho agujero y una línea recta virtual (C) ;
unos medios de cálculo (24) para calcular las coordenadas del centro (P) de dicho agujero (28) a partir de las coordenadas detectadas de los dos puntos y del radio del agujero;
un cordón (30) para ser enrollado en una circunferencia exterior de la devanadera, teniendo el cordón un extremo delantero para ser insertado en dicho agujero;
unos medios de movimiento (20, 44) para mover la devanadera de tipo giratorio y el extremo delantero del cordón entre sí de forma que el extremo delantero del cordón pueda ser posicionado en las coordenadas calculadas del centro;
una línea de unión (26A) formada de antemano en la circunferencia exterior de la devanadera de tipo giratorio y que tiene una relación de coordenadas predeterminada con respecto a dicho agujero; y unos medios de detección auxiliares (38) para detectar dicha línea de unión;
en el que los medios móviles (20) están configurados para ser activados por una señal procedente de los medios de cálculo (24) para girar la devanadera (12) en una dirección predeterminada, en el que simultáneamente con este giro la línea de unión (26A) es detectada por los medios de detección auxiliares (38) , de forma que la devanadera (12) sea detenida en la posición detectada para determinar una posición de referencia de medida, y en el que los medios de movimiento (20) están configurados para ser girados nuevamente una cantidad predeterminada (a) sobre la base de los datos almacenados en los medios de cálculo (24) para mover el agujero (28) hacia las coordenadas correctas de comienzo de exploración.
2. Un método de detección del centro de un agujero redondo (28) en una devanadera de tipo giratorio (12) que utiliza un aparato de detección del centro del agujero, comprendiendo el método:
detectar las coordenadas de dos puntos (B1, B2) en los cuales la circunferencia interior de dicho agujero y una línea recta virtual (C) interseccionan usando los medios (36) de detección de coordenadas;
calcular las coordenadas del centro (P) de dicho agujero (28) a partir de las coordenadas detectadas de los dos puntos y del radio del agujero utilizando unos medios de cálculo (24) de coordenadas;
mover la devanadera de tipo giratorio (12) y un extremo delantero de un cordón (30) para ser enrollado en la circunferencia exterior de la devanadera uno con respecto al otro usando unos medios de movimiento (20, 44) de forma que el extremo delantero del cordón se posicione en las coordenadas calculadas del centro;
detectar una línea de unión (26A) formada previamente en la circunferencia exterior de la devanadera de tipo giratorio (12) y que tiene una relación de coordenadas predeterminada con respecto a dicho agujero usando unos medios de detección auxiliares (38) ;
en el que los medios de movimiento (20) son activados por una señal procedente de los medios de cálculo (24) para girar la devanadera (12) en una dirección predeterminada, en el que simultáneamente con este giro la línea de unión (26A) es detectada por los medios de detección auxiliares (38) , de forma que la devanadera (12) sea detenida en la posición detectada para determinar una posición de referencia de medida, y en el que los medios de movimiento (20) son girados de nuevo una cantidad predeterminada (a) sobre la base de los datos almacenados en los medios de cálculo (24) para mover el agujero (28) hacia las coordenadas correctas de comienzo de la exploración.
Patentes similares o relacionadas:
Medición de tornillos sin fin, del 28 de Agosto de 2019, de Gleason Metrology Systems Corporation: Procedimiento para determinar un radio de raíz mínimo de un elemento de tornillo sin fin de una transmisión de tornillo sin fin , teniendo dicho […]
Sensor de huella dactilar y terminal que lo usa, del 6 de Marzo de 2019, de Guangdong OPPO Mobile Telecommunications Corp., Ltd: Un sensor de huella dactilar que comprende un conjunto de chip y un conjunto de protección , en donde el conjunto de chip comprende una tarjeta de […]
Método para la medición de la capacidad volumétrica de una superficie texturizada y dispositivo para llevar a cabo dicho método, del 24 de Septiembre de 2018, de De Schoulepnikoff, Laurent: Un método para la medición de la capacidad volumétrica de una superficie texturizada de un rodillo anilox, dicho rodillo anilox comprende una pluralidad de […]
Sistemas de metrología basados en micro-descargas eléctricas y método de operación correspondiente, del 18 de Abril de 2018, de Smaltec International, LLC: Un sistema para metrología sin contacto que comprende: una unidad de control que incluye un circuito de detección , un controlador […]
Método de medición de la geometría de componentes tubulares, del 10 de Enero de 2018, de WESTINGHOUSE ELECTRIC GERMANY GMBH: Método de medición de la geometría de componentes tubulares utilizando un sensor de matriz , sobre cuyo perímetro redondeado hay dispuesta una […]
 Dispositivo de estribo, del 20 de Enero de 2016, de ZOLLER-KIPPER GMBH: Dispositivo de estribo con un estribo y con un cojinete de pivote para el montaje giratorio del estribo en un vehículo , así como con un dispositivo […]
Dispositivo de estribo, del 20 de Enero de 2016, de ZOLLER-KIPPER GMBH: Dispositivo de estribo con un estribo y con un cojinete de pivote para el montaje giratorio del estribo en un vehículo , así como con un dispositivo […]
Aparato de lectura de la geometría de un aro o de un arco de montura de gafas y procedimiento de lectura correspondiente, del 19 de Noviembre de 2014, de ESSILOR INTERNATIONAL COMPAGNIE GENERALE D'OPTIQUE: Procedimiento de preparación de una lente oftálmica con vistas a su montaje en un aro o un arco de una montura de gafas , presentando […]
 Método para medir y alinear un aparato cilíndrico giratorio, del 8 de Enero de 2014, de ANDRITZ OY: Un método de medición y alineación de un aparato cilíndrico giratorio u otro aparato de rotación simétrica , tal como, por ejemplo, un […]
Método para medir y alinear un aparato cilíndrico giratorio, del 8 de Enero de 2014, de ANDRITZ OY: Un método de medición y alineación de un aparato cilíndrico giratorio u otro aparato de rotación simétrica , tal como, por ejemplo, un […]