Un proceso para ajustar el tamaño de artículos de punto que se están produciendo en máquinas de punto circular para género textil de punto o calcetería.
Un proceso para regular el tamaño de artículos de punto que se están produciendo en máquinas de punto circular para género textil de punto o calcetería,
que comprende las etapas de:
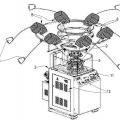
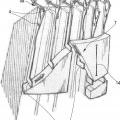
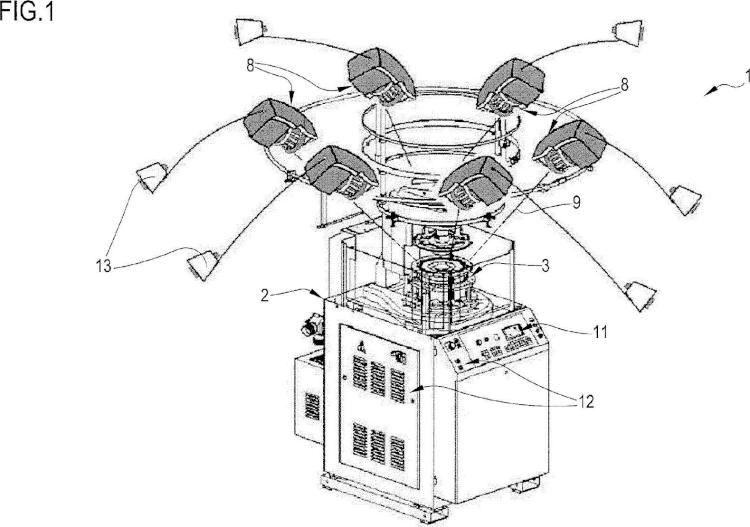
- predisponer por lo menos una máquina de punto circular (1) para género textil de punto o calcetería, que comprende por lo menos: una estructura de soporte (2); un cilindro (3) de agujas (4) que está montado de forma que puede rotar en la estructura de soporte (2); una pluralidad de agujas (4) que están soportadas por el cilindro (3) y que pueden moverse en paralelo con respecto a un eje de rotación del cilindro (3) para producir un textil de punto; una pluralidad de levas de formación (7) operativamente activas sobre dichas agujas (4) y que pueden moverse de forma selectiva e individual para variar, cada una, el tamaño de las puntadas que producen las agujas (4) en sí mismas en correspondencia con una posición de alimentación de hilo (10) respectiva de un hilo (9), cada leva de formación (7) con independencia de otra, una primera pluralidad de alimentadores (8) de hilo pasivos de tambor fijo (9), cada uno de los cuales está operativamente activo para alimentar el hilo (9), desbobinando desde el tambor fijo, a dichas agujas (4) en correspondencia con una posición de alimentación (10) respectiva y de una leva de formación (7) respectiva de dichas levas de formación (7); un dispositivo de control (11) del funcionamiento de la máquina de punto (1); y unos medios eléctricos y electrónicos (12) que están conectados con el dispositivo de control (11) y operativamente activos para controlar un funcionamiento de una pluralidad de partes de la máquina de punto (1) y para detectar una pluralidad de parámetros operativos del funcionamiento de la máquina de punto (1);
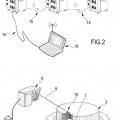
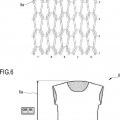
- definir un artículo de punto (6) a producir en la máquina de punto (1), subdividiéndose dicho artículo de punto (6) mediante la definición de por lo menos dos zonas de punto (6a, 6b) de dicho artículo de punto (6) o una pluralidad de zonas de punto consecutivas (6a, 6b) de dicho artículo de punto (6), cada una correspondiéndose con una porción respectiva de material textil de punto;
- activar un programa de producción de dicho artículo de punto (6) y de dichas zonas de punto (6a, 6b) en dicho dispositivo de control (11) de dicha máquina de punto (1);
- producir las zonas de punto (6a, 6b) de dicho artículo de punto (6) en una secuencia, manteniendo una tensión o un gramaje del hilo (9) que se alimenta a las agujas (4) sustancialmente constante, por medio de un dispositivo de frenado y/o de un dispositivo de regulación de tensión de hilo (9);
- detectar una pluralidad de datos en relación con el consumo de hilo (9) por zona de punto (6a, 6b) mediante la detección, de entre unas señales de inicio y de fin respectivas de la zona de punto (6a, 6b), de una cantidad global de hilo (9) que se usa para realizar cada zona de punto (6a, 6b) en correspondencia con cada posición de alimentación de hilo (10) de la máquina y/o del alimentador de hilo de tambor fijo pasivo relativo (8) o para una totalidad de los alimentadores de hilo pasivos (8) de dicha primera pluralidad en funcionamiento para la producción;
- comparar la pluralidad de datos para el consumo de hilo (9) por zona de punto (6a, 6b) con una pluralidad respectiva de valores de referencia para el consumo de hilo (9) por zona de punto (6a, 6b), con el fin de obtener una pluralidad respectiva de resultados de comparación;
- determinar, por medio de un primer algoritmo, una pluralidad de valores correctores de la posición de las levas de formación (7) sobre la base de la pluralidad respectiva de resultados de comparación, si tales resultados de comparación son mayores que unos umbrales de tolerancia previamente determinados respectivos;
- desplazar de forma automática, antes de producir una zona sucesiva (6a, 6b) del artículo de punto (6), y/o inmediatamente antes de producir un artículo de punto correspondiente sucesivo (6) y/o antes de producir cada zona de punto (6a, 6b) correspondiente de un artículo de punto correspondiente sucesivo (6) después de haber memorizado de forma temporal los valores correctores que se corresponden con cada zona de punto (6a, 6b), las levas de formación (7) de acuerdo con dicha pluralidad de valores correctores, tal como para reducir la diferencia entre dicha pluralidad de datos en relación con el consumo de hilo (9) por zona de punto (6a, 6b) y dicha pluralidad de valores de referencia para el consumo de hilo (9) por zona de punto (6a, 6b).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12169736.
Solicitante: SANTONI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA CARLO FENZI, 14 25135 BRESCIA ITALIA.
Inventor/es: LONATI, TIBERIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D04B15/32 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04B TRICOTADO. › D04B 15/00 Partes constitutivas de telares de tricotar trama, o dispositivos auxiliares incorporados, limitados a este tipo de máquinas (dispositivos o accesorios no sometidos a esta limitación D04B 35/00). › Sistemas de excéntrica o conjuntos de mandos de los órganos del tricotado.
- D04B15/48 D04B 15/00 […] › Dispositivos de alimentación del hilo.
PDF original: ES-2552660_T3.pdf


Patentes similares o relacionadas:
DISPOSITIVO PARA SUMINISTRO E INSERCIÓN DE HILO CON CHIP EN UNA COSTURA DE UNA PRENDA, del 24 de Abril de 2020, de HAPPY PUNT, S.L.U: Dispositivo para suministro e inserción de hilo con chip en la costura de una prenda, con una estructura con un conjunto de medios eléctricos […]
DISPOSITIVO MULTIFUNCIONAL PARA EL SUMINISTRO DE HILO CON CHIP, del 16 de Septiembre de 2019, de HAPPY PUNT, S.L.U: Dispositivo multifuncional para el suministro de hilo con chip, que comprende: medios de desplazamiento del hilo , como rodetes motorizados , […]
DISPOSITIVO MULTIFUNCIONAL PARA EL SUMINISTRO DE HILO CON CHIP, del 12 de Septiembre de 2019, de HAPPY PUNT, S.L.U: Dispositivo multifuncional para el suministro de hilo con chip, que comprende: medios de desplazamiento del hilo , como rodetes motorizados , y medios de guiado […]
Un proceso para regular el tamaño de artículos de punto que se están produciendo en máquinas de punto circular para género textil de punto o calcetería, del 10 de Julio de 2019, de SANTONI S.P.A.: Un proceso para producir artículos de tejido en al menos una máquina de tejer circular para prendas de punto o calcetería, que comprende un proceso para regular el […]
Dispositivo de separación de alimentación de hilo, del 3 de Junio de 2019, de BTSR INTERNATIONAL S.P.A: Un dispositivo para alimentar hilo para aplicaciones textiles, y para separar (d) las vueltas relativas, que comprende una rueda/tambor […]
Procedimiento y sistema para alimentar o recoger a tensión constante un hilo alimentado a una máquina textil, y máquina textil que utiliza el mismo, del 12 de Marzo de 2019, de BAREA, TIZIANO: Procedimiento para controlar la alimentación de un hilo a una máquina textil que funciona intermitentemente sobre dicho hilo en el sentido […]
Dispositivo para suministrar un hilo a una máquina textil, del 19 de Diciembre de 2018, de BTSR INTERNATIONAL S.P.A: Dispositivo para suministrar un hilo a una máquina textil, que comprende un cuerpo principal que define una parte de entrada (2a) y una parte […]
Procedimiento y dispositivo mejorados para suministrar un hilo o una hebra a una máquina de procesamiento con tensión y velocidad constantes, del 4 de Octubre de 2017, de BTSR INTERNATIONAL S.P.A: Procedimiento para suministrar un hilo o una hebra a una máquina de procesamiento, tal como una máquina textil o una máquina de procesamiento de hilo metálico o de hebra similar, […]