SISTEMA DE CONTROL SINCRONIZADO DE UNA LINEA DE MAQUINAS, PARTICULARMENTE PRENSAS.
Método para el control sincronizado de una línea de prensas, o máquinas análogas,
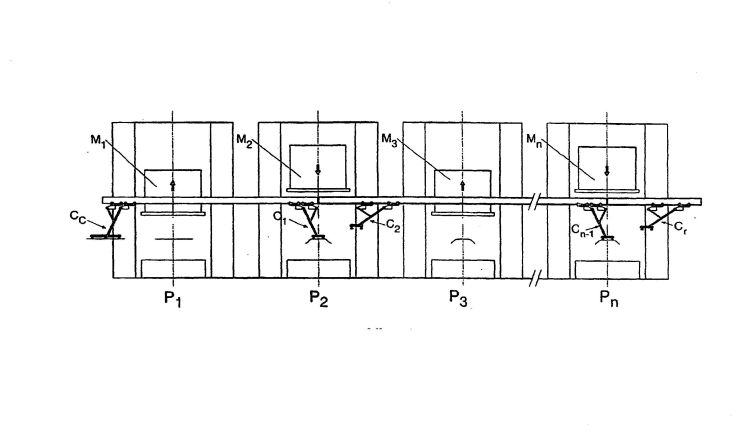
comprendiendo dicha línea de prensas una pluralidad de prensas (P1,P2,...,Pn) o máquinas análogas para el conformado de piezas, comprendiendo cada una de las prensas (P1,P2,...,Pn) un carro (M1,M2,...,Mn) que realiza un movimiento cíclico entre una posición inoperativa y una posición operativa que puede representarse mediante un ciclograma en el que un ángulo de 0º se corresponde habitualmente con el punto muerto superior del carro (M1,M2,...,Mn) correspondiente, y una pluralidad de dispositivos de transporte de piezas (C1,C2,...,Cn-1) intercalados entre las prensas (P1,P2,...,Pn) para transferir las piezas entre dichas prensas (P1,P2,...,Pn), llevando a cabo para ello cada dispositivo de sujeción de piezas (Ci) un recorrido (ri) entre la prensa (Pi) inmediatamente aguas arriba y la prensa (Pi+1) inmediatamente aguas abajo, y pasando dicho recorrido (ri) por un primer tramo de interferencia (tr1i) en el que dicho dispositivo de sujeción de piezas (Ci) puede interferir con el carro (Mi) de la prensa (Pi) inmediatamente aguas arriba, y por un segundo tramo de interferencia (tr2i) en el que dicho dispositivo de sujeción de piezas (Ci) puede interferir con el carro (Mi+1) de la prensa (Pi+1) inmediatamente aguas abajo, en donde se establece, para cada dispositivo de sujeción de piezas (Ci), un recorrido óptimo de recogida de pieza (rori) con respecto al ciclograma del carro (Mi) de la prensa (Pi) inmediatamente aguas arriba, y un recorrido óptimo de colocación de pieza (roci) con respecto al ciclograma del carro (Mi+1) de la prensa (Pi+1) inmediatamente aguas abajo, de tal manera que la sincronización de las prensas (P1,P2,...,Pn) y los dispositivos de transporte de piezas (C1,C2,...,Cn-1) se realiza mediante el ajuste del recorrido (ri) de cada dispositivo de transporte de piezas (Ci) a dicho recorrido óptimo de recogida (rori) y a dicho recorrido óptimo de colocación (roci), correspondiéndose dicho recorrido (ri) con el recorrido óptimo de recogida (rori) en el primer tramo de interferencia (tr1i) y correspondiéndose dicho recorrido (ri) con el recorrido óptimo de colocación (roci) en el segundo tramo de interferencia (tr2i), caracterizado porque, cuando las prensas (P1,P2,...,Pn) y los dispositivos de sujeción de piezas (C1,C2,...,Cn-1) se sincronizan, los carros (Mi) de cada prensa (Pi) llevan a cabo el movimiento cíclico de manera continua, sin pararse en el punto muerto superior a menos que el dispositivo de sujeción de piezas (Ci-1) inmediatamente aguas arriba acumule un retraso excesivo.
Tipo: Resumen de patente/invención.
Solicitante: FAGOR, S.COOP..
Nacionalidad solicitante: España.
Inventor/es: AGIRREZABAL ONDARRA,PEDRO.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Julio de 2004.
Fecha Concesión Europea: 20 de Febrero de 2008.
Clasificación PCT:
- B21D43/05 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › especialmente adaptados a las prensas de fases múltiples.
- G05B19/418 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › Control total de una fábrica, es decir, control centralizado de varias máquinas, p. ej. control numérico directo o distribuido (DNC), sistemas de fabricación flexibles (FMS), sistemas de fabricación integrados (IMS), fabricación integrada por computador (CIM).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Patentes similares o relacionadas:
Sistema de trabajo estéril, del 1 de Julio de 2020, de Shibuya Corporation: Un sistema de trabajo estéril para permitir que un trabajador realice un trabajo estéril requerido para cultivo dentro de una cámara estéril del sistema que tiene […]
Controlador de sistema transportador, sistema transportador y método de sincronización de datos, del 1 de Julio de 2020, de EWAB Engineering AB: Un controlador de sistema transportador , que comprende: una unidad de almacenamiento de datos configurada para almacenar una […]
Procedimiento y disposición para el control remoto de dispositivos de campo de al menos un sistema de automatización, del 17 de Junio de 2020, de SCHNEIDER ELECTRIC INDUSTRIES SAS: Procedimiento para el control remoto de al menos un dispositivo de campo (D1... Dn) en al menos un sistema de automatización (P1... Pk) con una unidad de control (BG); […]
Dispositivo y método para la transmisión de datos, del 10 de Junio de 2020, de DR. JOHANNES HEIDENHAIN GMBH: Dispositivo para la transmisión de datos con una interfaz de aparato de medición , una interfaz de control y una interfaz adicional […]
Procedimiento para hacer funcionar una planta de producción y planta de producción, del 3 de Junio de 2020, de SEW-EURODRIVE GMBH & CO. KG: Procedimiento para hacer funcionar una planta de producción son que la planta de producción tiene un sistema de control de nivel superior, estaciones de trabajo […]
Sistema transportador multizona con control basado en LAN, del 6 de Mayo de 2020, de MILWAUKEE ELECTRONICS CORPORATION: Un sistema de control de transportador para controlar un sistema transportador , configurado para transportar una serie de cargas, y […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Sistema y método de control en bucle cerrado de firma de objetivo, del 6 de Mayo de 2020, de EMHART GLASS S.A.: Un sistema para ajustar automáticamente la regulación temporal de sucesos de operaciones en cavidades de una sección de una máquina de secciones individuales, […]