PROCEDIMIENTO PARA AUMENTAR LA RESISTENCIA A LA FATIGA POR VIBRACIONES, EN ESPECIAL LA RESISTENCIA A LA FLEXION ALTERNADA Y A LA RESISTENCIA A LA TORSION ALTERNADA DE CIGUEALES.
Procedimiento para aumentar el límite de fatiga por vibraciones,
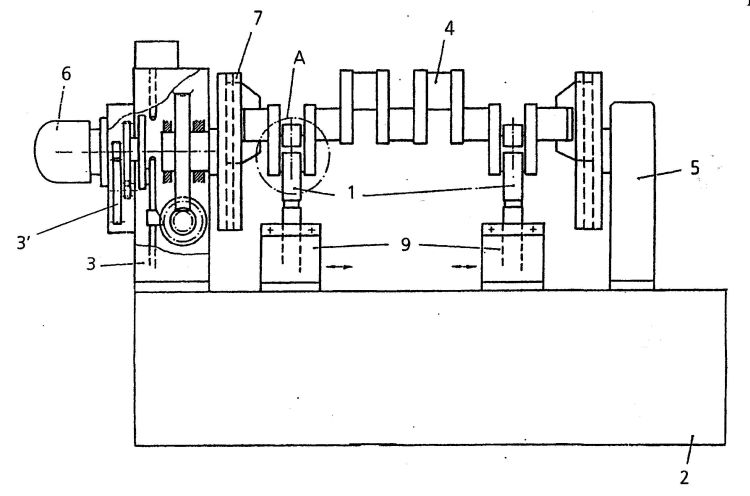
en especial la resistencia a la flexión alternada y la resistencia a la torsión alternada de cigüeñales, en especial de cigüeñales grandes, por medio del martillado local de zonas fuertemente solicitadas, como gargantas, aberturas de taladros y transiciones transversales que, mediante máquinas de impulso de presión o dispositivos de percusión, incorporan al cigüeñal tensiones intrínsecas de compresión por medio de herramientas de percusión que solamente ejecutan un único movimiento relativo en un plano perpendicular a la superficie del segmento de cigüeñal, caracterizado porque el cigüeñal (4) gira de forma continua durante su mecanizado y porque durante la incorporación de la tensión intrínseca de compresión al impactar la herramienta de percusión (14) sobre el segmento de cigüeñal a mecanizar, el tiempo de acción de la herramienta de percusión (14) y las fuerzas de impacto se eligen de manera que el movimiento giratorio del cigüeñal (4) es detenido forzosamente.
Tipo: Resumen de patente/invención.
Solicitante: MASCHINENFABRIK ALFING KESSLER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUGUSTE-KESSLER-STRASSE 20,73433 AALEN-WASSERALFINGEN.
Inventor/es: REEB,ALFONS, SCHMIDT,JOCHEN, BOMCKE,ALEXIS.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Enero de 2008.
Clasificación PCT:
- B21H7/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 7/00 Fabricación de artículos no previstos en los grupos B21H 1/00 - B21H 5/00, p. ej. herramientas para la agricultura, tenedores, cuchillos, cucharas (clavos, alfileres B21G 3/30). › de alfileres acanalados; Laminado de ranuras sobre las piezas, p. ej. ranuras de engrase.
- B21K1/08 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de cigüeñales.
- B23P9/04 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 9/00 Tratamiento o acabado mecánico de superficies, con o sin calibrado, con el fin primordial de resistir mejor al desgaste o a los golpes, p. ej. tratamiento de aletas de turbina o de palieres para tornarlos lisos o rugosos (tratamiento cubierto por una sola de las otras subclases, ver la subclase en cuestión, p. ej. B24C, C21D 7/00, C22F 1/00 ); Características, no previstas en otro lugar, de tales superficies cuando su tratamiento no está precisado. › Tratamiento o acabado por martillado o por presión repetida.
- B24B1/04 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 1/00 Procedimientos de trabajo con muela o de pulido; Utilización de equipos auxiliares en relación con estos procedimientos (procedimientos caracterizados por el empleo de máquinas, o dispositivos particulares, ver los lugares apropiados para estas máquinas o dispositivos). › sometiendo las herramientas de trabajar con muela o de pulir, o los productos abrasivos o de pulido a vibraciones, p. ej. trabajo con muela con frecuencia ultrasonora (implicando el empleo de recipientes oscilantes o vibrantes B24B 31/06; superacabado de superficies de trabajo, p. ej. por medio de bloques abrasivos animados de un movimiento alternativo con alta frecuencia B24B 35/00).
- B24B39/04 B24B […] › B24B 39/00 Máquinas o dispositivos para bruñir, es decir, que utilizan órganos de presión para endurecer las superficies; Accesorios a este efecto (B24B 3/00 tiene prioridad). › para trabajar exteriormente superficies de revolución.
- B24B5/42 B24B […] › B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00). › para rectificar cigüeñales o muñequillas de cigüeñales.
- C21D7/04 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 7/00 Modificación de las propiedades físicas del hierro o el acero por deformación (aparatos para el trabajo mecánico de metales B21, B23, B24). › de la superficie.
Patentes similares o relacionadas:
Máquina herramienta y procedimiento para medir una pieza de trabajo, del 29 de Abril de 2020, de FRITZ STUDER AG: Máquina herramienta, en particular una rectificadora, que comprende lo siguiente: - un asiento de pieza de trabajos con al menos una sujeción de pieza de […]
Procedimiento y dispositivo para amolar cigüeñales de gran tamaño, del 1 de Enero de 2020, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para el amolado completo de cigüeñales de gran tamaño de motores de camión, de barco o de motores estacionarios, en el que a) al menos cojinetes […]
Mejoras relativas al rectificado de superficies cilíndricas y de paredes laterales adyacentes, del 25 de Diciembre de 2019, de Fives Landis Limited: Un método de operación de una máquina rectificadora que incluye una muela de rectificado para rectificar una superficie cilíndrica sobre una pieza de […]
Aparato para verificar las dimensiones diametrales de muñequillas, del 15 de Mayo de 2019, de MARPOSS SOCIETA PER AZIONI: Aparato para la verificación de las dimensiones diametrales de una muñequilla , que gira alrededor de un eje geométrico , en el transcurso […]
Luneta de medición para apoyar y medir zonas céntricas de piezas de trabajo, amoladora con una luneta de medición de este tipo así como procedimiento para apoyar y medir zonas céntricas de piezas de trabajo, del 27 de Febrero de 2019, de ERWIN JUNKER MASCHINENFABRIK GMBH: Luneta de medición para apoyar y medir zonas de piezas de trabajo céntricas , especialmente puntos de soporte en piezas de árbol , especialmente […]
Rectificadora con una luneta para el apoyo de zonas de pieza de trabajo céntricas durante la mecanización de zonas de pieza de trabajo céntricas y/o excéntricas, en particular de áreas de cojinete en cigüeñales, del 23 de Mayo de 2018, de ERWIN JUNKER MASCHINENFABRIK GMBH: Rectificadora para rectificar zonas de pieza de trabajo céntricas y/o excéntricas en piezas de trabajo , en particular áreas de cojinete en particular […]
Método para el rectificado cilíndrico sin centros de una pieza de trabajo, del 16 de Noviembre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Método para el rectificado cilíndrico de una pieza de trabajo de una pieza, cuyo contorno está definido por un eje longitudinal continuo y, […]
 Procedimiento y rectificadora para medir y producir un contorno nominal exterior de una pieza de trabajo mediante rectificado, del 26 de Octubre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para medir y producir un contorno nominal exterior de al menos de una zona de una pieza de trabajo, en especial de un árbol de cigüeñal […]
Procedimiento y rectificadora para medir y producir un contorno nominal exterior de una pieza de trabajo mediante rectificado, del 26 de Octubre de 2016, de ERWIN JUNKER GRINDING TECHNOLOGY A.S: Procedimiento para medir y producir un contorno nominal exterior de al menos de una zona de una pieza de trabajo, en especial de un árbol de cigüeñal […]