Aparato y método para hacer láminas aislantes pre-conformadas destinadas a estar insertadas en ranuras de estator o de rotor.
Aparato (30) para hacer láminas aislantes pre-conformadas (10),
que comprende:
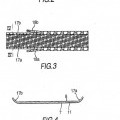
- elementos (40-44) de conformación adaptados para producir, a partir de una tira continua (15) hecha de material eléctricamente aislante que tiene una sección transversal plana o sustancialmente plana, una porción de tira que tiene una sección transversal que comprende un tabique central (20) y dos porciones laterales (21-23, 21'-23') unidas a una respectiva porción de extremo del tabique central (20), comprendiendo cada una de las porciones laterales (21-23, 21'-23') una primera sección (21, 21') unida al tabique central (20), una segunda sección (22, 22') unida y perpendicular, o esencialmente perpendicular, a la primera sección (21, 21'), una tercera sección (23, 23') unida a la segunda sección (22, 22') e inclinada con respecto a esta última hacia el tabique central (20);
- un par de rodillos opuestos (46, 47) que tienen un perfil transversal de conformación que comprende un apéndice saliente (56, 67) adaptado para servir de interfaz con una respectiva porción de la tira (15) que mira hacia el tabique central (20) y adaptado para estar interpuesto operativamente entre el tabique central (20) y la tercera sección (23, 23') cuando la tira (15) pasa entre el par de rodillos opuestos (46, 47).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2010/000123.
Solicitante: Tecnomatic S.p.A.
Nacionalidad solicitante: Italia.
Dirección: Zona Industriale Santa Scolastica, Via Copernico 2 64013 Corropoli (Teramo) ITALIA.
Inventor/es: GUERCIONI,SANTE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C53/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 53/00 Conformación por curvado, doblado, torcido alargado o aplanado; Aparatos a este efecto (B29C 61/10 tiene prioridad). › de placas o de hojas.
- H02K15/10 ELECTRICIDAD. › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02K MAQUINAS DINAMOELECTRICAS (relés dinamoeléctricos H01H 53/00; transformación de una potencia de entrada en DC o AC en una potencia de salida de choque H02M 9/00). › H02K 15/00 Métodos o aparatos especialmente adaptados para la fabricación, montaje, mantenimiento o reparación de máquinas dinamoeléctricas. › Aplicación de un aislante sólido a los arrollamientos, los estatores o rotores.
- H02K3/34 H02K […] › H02K 3/00 Detalles de arrollamientos. › entre conductores o entre conductores y núcleo, p. ej. aislamiento de ranuras.
PDF original: ES-2545496_T3.pdf
Fragmento de la descripción:
Aparato y método para hacer láminas aislantes pre-conformadas destinadas a estar insertadas en ranuras de estator o de rotor La presente descripción se refiere a un aparato y un método para hacer láminas aislantes pre-conformadas destinadas a estar insertadas en ranuras de estator o de rotor, tales como las del documento US-A-2009/026868.
Se conocen métodos para fabricar estatores o rotores para vehículos eléctricos que tienen un núcleo de estator o de rotor que tiene una pluralidad de ranuras y que comprenden además una pluralidad de barras conductoras rígidas insertadas en las ranuras antes mencionadas y diversamente interconectadas entre sí para obtener uno o más devanados de estator o de rotor. Los devanados de estator o de rotor antes mencionados con barras conductoras rígidas se denominan comúnmente devanados de barras de estator o de rotor.
Al hacer los estatores o rotores antes mencionados, con el objetivo de garantizar el aislamiento adecuado entre los distintos conductores alojados en la misma ranura y/o entre los conductores y las paredes internas de las ranuras del núcleo del estator o rotor, se estipula una operación de inserción -en cada ranura-de una respectiva lámina hecha de material eléctricamente aislante, por ejemplo de material compuesto. Dependiendo de las exigencias contingentes, la forma y el tipo de ranuras, el número de conductores que se insertará en la misma ranura, es conocida la solución de estipular que la lámina aislante antes mencionada sea adecuadamente pre-conformada antes de ser insertada en la respectiva ranura. Por ejemplo, son conocidas láminas aislantes pre-conformadas que tienen una sección transversal con forma de C, U, S, Z, etc. Dependiendo de las exigencias contingentes, también es posible estipular la inserción -en la misma ranura-de dos o más láminas aislantes pre-conformadas. El uso de láminas aislantes pre-conformadas también es común incluso para hacer vehículos eléctricos con devanados de alambre.
A fin de obtener las láminas aislantes pre-conformadas antes mencionadas a partir de una tira continua de material aislante devanada en un carrete de almacenamiento, son conocidos aparatos -denominadas máquinas de conformación-que comprenden rodillos, núcleos de apoyo y guías con formas variadas, calentadores, capaces de realizar una o más operaciones para plegar la tira. Las máquinas antes mencionadas también comprenden elementos adecuados para el corte de porciones de la tira a la longitud deseada, generalmente después de realizar las operaciones de plegado antes mencionadas.
En caso de que la sección transversal de la lámina aislante pre-conformada tenga un perfil relativamente complejo, como por ejemplo en el caso de una sección transversal con forma de S o con forma de Z, en las máquinas de conformación antes mencionadas se estipulan medios lubricantes adecuados para la liberación de dosis controladas de lubricante destinado a entrar en contacto con la tira y, directa o indirectamente, con partes de la máquina en contacto directo con la tira. Tal lubricante es prácticamente utilizado para reducir rozamientos oblicuos que puedan producirse entre la tira de material aislante y los núcleos de apoyo para plegar la tira.
El uso de lubricantes revela varios inconvenientes. Por ejemplo, está claro que los lubricantes mencionados anteriormente tienden a impregnar la tira o a pegarse a la superficie de la misma, por consiguiente las láminas aislantes pre-conformadas se contaminan con el lubricante. Esto puede causar problemas en los pasos de mecanizado posteriores, por ejemplo al soldar las barras conductoras del devanado, o problemas relacionados con 45 las características de los productos finales, es decir, con respecto a los estatores o rotores y vehículos eléctricos en general en los que se pretende que sean utilizadas las láminas pre-conformadas.
Además, los lubricantes tienden a proporcionar condiciones para la adherencia de partículas no deseadas de materiales de diversos tipos (polvos, pequeños fragmentos que se producen durante el mecanizado) contra las 50 partes de las máquinas de conformación destinadas a entrar en contacto con la tira de material aislante. En tal forma, la lámina aislante pre-conformada se puede contaminar no sólo por el lubricante, sino también por las partículas no deseadas de materiales de diversos tipos.
Además, estipular medios de lubricación en las máquinas de conformación complica relativamente el desarrollo, la 55 gestión y el mantenimiento de tales máquinas. Por ejemplo, tal es el caso de toda la parte de la máquina de conformación encargada de dispensar la dosis controlada de lubricante o, por ejemplo, la necesidad de rellenar periódicamente el depósito de lubricante.
El uso de lubricantes también implica problemas con respecto a la contaminación del medio ambiente y la salud de 60 los operarios, en el sentido de que, dado que el plegado de la tira requiere -en las máquinas de conformaciónpiezas calientes adecuadas para llegar a ponerse en contacto con la tira, el calentamiento del lubricantes provoca la liberación de humos o vapores tóxicos o contaminantes.
De este modo, surge la necesidad de tener un aparato para hacer láminas aislantes pre-conformadas capaces de 65 superar los inconvenientes descritos anteriormente con referencia a la técnica anterior.
La presente invención tiene el objeto de proporcionar un aparato capaz de permitir satisfacer la necesidad indicada anteriormente.
El objeto antes mencionado se consigue por medio de un aparato como se define generalmente en la primera 5 reivindicación en la realización más general de la misma y en las reivindicaciones dependientes en algunas realizaciones particulares.
Un objeto adicional de la presente descripción es el de proporcionar un método para hacer láminas aislantes preconformadas.
Otro objeto de la presente invención es el de proporcionar una lámina aislante pre-conformada que está libre de contaminación por lubricantes utilizados para hacer láminas aislantes pre-conformadas.
Otro objeto de la presente invención es el de proporcionar un vehículo eléctrico que tiene un estator o un rotor, que 15 comprende un núcleo de estator o rotor y una pluralidad de ranuras que acomodan láminas aislantes preconformadas, en el que las láminas aislantes pre-conformadas están libres de contaminación por lubricantes.
La invención se comprenderá mejor a partir de la siguiente descripción detallada de realizaciones de la misma proporcionadas con fines de ejemplificación y de este modo no restrictivos en forma alguna con referencia a los 20 dibujos adjuntos, en los que:
- la figura 1 muestra esquemáticamente una vista lateral de un estator para un vehículo eléctrico, que comprende un núcleo de estator y un devanado de barras de estator;
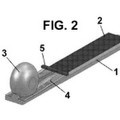
-la figura 2 muestra esquemáticamente una vista superior de una porción del núcleo de estator, observable en la que hay dos ranuras llenas de láminas aislantes y barras conductoras;
- la figura 3 muestra esquemáticamente una vista en corte transversal de una lámina aislante pre-conformada;
-la figura 4 muestra una vista en perspectiva de un aparato para hacer láminas aislantes pre-conformadas a partir de una tira continua de material aislante;
- la figura 5 muestra una vista en plano lateral mostrada en la que hay algunas partes del aparato de la figura 4;
-la figura 6 muestra una vista lateral en corte en la que las partes representadas en la figura 5 se muestran cortadas a lo largo del eje principal de extensión de la tira;
- la figura 7 muestra una parte del aparato de la figura 6 cortada a lo largo del eje transversal z1, donde el término eje transversal se utiliza para indicar la dirección perpendicular a la dirección principal de la extensión longitudinal de 40 la tira cuando la tira está cargada en el aparato 1 (dirección x-x en las figuras 5 y 6) ;
- la figura 8 muestra una parte del aparato de la figura 6 cortada a lo largo del eje transversal z2;
- la figura 9 muestra una parte del aparato de la figura 6 cortada a lo largo del eje transversal z3; 45 -la figura 10 muestra una parte del aparato de la figura 6 cortada a lo largo del eje transversal z4; y -la figura 11 muestra una parte ampliada de la figura 10;
-la figura 12 muestra una vista completa -en corte lateral-del aparato de la figura 4.
En las figuras, elementos idénticos o similares se indican usando los mismos números de referencia.
En cuanto a la presente descripción, el término barra conductora "plana" o "cuadrada" se utiliza para indicar una 55 barra conductora que tiene cuatro lados sustancialmente planos, cada uno unido a los... [Seguir leyendo]
Reivindicaciones:
1. Aparato (30) para hacer láminas aislantes pre-conformadas (10) , que comprende:
- elementos (40-44) de conformación adaptados para producir, a partir de una tira continua (15) hecha de material eléctricamente aislante que tiene una sección transversal plana o sustancialmente plana, una porción de tira que tiene una sección transversal que comprende un tabique central (20) y dos porciones laterales (21-23.
21. 23) unidas a una respectiva porción de extremo del tabique central (20) , comprendiendo cada una de las porciones laterales (21-23.
21. 23) una primera sección (21, 21) unida al tabique central (20) , una segunda sección (22, 22) unida y perpendicular, o esencialmente perpendicular, a la primera sección (21, 21) , una tercera sección (23, 23) unida a la segunda sección (22, 22) e inclinada con respecto a esta última hacia el tabique central (20) ;
- un par de rodillos opuestos (46, 47) que tienen un perfil transversal de conformación que comprende un apéndice saliente (56, 67) adaptado para servir de interfaz con una respectiva porción de la tira (15) que mira hacia el tabique central (20) y adaptado para estar interpuesto operativamente entre el tabique central (20) y la tercera sección (23, 23) cuando la tira (15) pasa entre el par de rodillos opuestos (46, 47) .
2. Aparato (30) de acuerdo con la reivindicación 1, que comprende adicionalmente una guía (80) que tiene una sección transversal rectangular dispuesta aguas abajo del par de rodillos opuestos (46, 47) .
3. Aparato (30) de acuerdo con una cualquiera de las reivindicaciones anteriores, que comprende adicionalmente un par de núcleos (75) interpuestos entre dichos rodillos opuestos (46, 47) , estando dispuesto cada uno de tales núcleos adyacente a un respectivo apéndice saliente (56, 57) .
4. Aparato (30) de acuerdo con la reivindicación 3, en el que los núcleos (75) tienen una sección transversal trapezoidal o esencialmente trapezoidal.
5. Aparato (30) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que dichos apéndices (56, 57) tienen una sección con forma cuadrangular.
6. Aparato (30) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que en el perfil transversal de conformación el apéndice saliente (56, 57) está interpuesto entre una porción plana (71) de perfil retranqueada con respecto a dicho apéndice (56, 57) y una porción (70) de perfil de núcleo adecuada para acomodar dicha sección
inclinada (23, 23) cuando la tira (15) pasa entre el par de rodillos opuestos (46, 47) .
7. Aparato (30) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que los apéndices salientes (56, 57) de los rodillos opuestos (46, 47) están dispuestos operativamente adyacentes entre sí y dispuestos en lados opuestos con respecto al tabique central (20) por lo que, cuando la tira pasa entre dicho par de rodillos opuestos, interpuesta operativamente entre dichos apéndices hay una porción de escalón de la tira (15) centrada alrededor del tabique central (20) .
8. Aparato (30) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que dichos elementos (4044) de conformación comprenden en el siguiente orden:
-un primer par de rodillos opuestos (40, 41) que tienen un perfil de forma tal como para producir, a partir de una tira (15) que tiene una sección transversal sustancialmente plana, una tira que tiene una sección transversal con forma de escalón, que comprende dicho tabique central (20) y dos porciones laterales esencialmente perpendiculares al tabique central (20) ;
- un segundo par de rodillos opuestos (42, 43) que tienen un perfil (44) de forma tal como para doblar para formar una L y, en lados opuestos, cada una de dichas porciones laterales;
- un dispositivo de conformación adecuado para inclinar hacia el tabique central (20) una porción de dichas 55 porciones laterales con forma de L con respecto a una porción restante de dichas porciones laterales dobladas para formar una L para obtener dicha tercera sección inclinada (23, 23) .
9. Método de conformación para hacer una lámina aislante pre-conformada (10) , que comprende las etapas de:
- conformar una tira (15) hecha de material eléctricamente aislante que tiene una sección transversal plana o sustancialmente plana, de tal manera como para obtener una porción de tira que tiene una sección transversal que comprende un tabique central (20) y dos porciones laterales (21-23.
21. 23) unidas a una respectiva porción de extremo del tabique central (20) , comprendiendo cada porción lateral, en el siguiente orden a partir de un tabique central (20) : una primera sección (21, 21) que tiene un primer extremo unido al tabique central (20) , una segunda 65 sección (22, 22) unida y perpendicular, o esencialmente perpendicular, a la primera sección (21, 21) , y una tercera sección unida a la segunda sección e inclinada con respecto a esta última hacia dicho tabique central (20) ;
- tener dicha tira conformada presionada entre dos rodillos opuestos (46, 47) que tienen un perfil de forma tal que una porción continua con forma de escalón de dicha tira centrada alrededor de dicho tabique central (20) se interpone operativamente entre dichos rodillos (46, 47) y tiene caras opuestas en contacto respectivamente con un respectivo rodillo de dichos rodillos opuestos.
10. Método (20) para hacer un estator o un rotor (1) de un vehículo eléctrico, comprendiendo el estator o rotor un núcleo (2) de estator o de rotor, comprendiendo el núcleo (2) de estator o de rotor un cuerpo principal y una pluralidad de ranuras (8) que se extienden axialmente en el cuerpo principal y adecuadas para recibir barras conductoras (5, 5, 5) de un devanado de barras de estator o de rotor, comprendiendo el método (20) las etapas de:
- obtener láminas aislantes pre-conformadas (10) por medio de un método de acuerdo con la reivindicación 9;
- insertar (23) dichas láminas aislantes pre-conformadas (10) dentro de respectivas ranuras (8) de dicha pluralidad 15 de ranuras (8) .
Patentes similares o relacionadas:
Dispositivo y método para producir una preforma curvada de fibra a partir de un producto semielaborado de fibra bidireccional o mitidireccional, del 11 de Diciembre de 2019, de Premium AEROTEC GmbH: Dispositivo para producir una preforma curvada de fibra a partir de un producto semielaborado de fibra bidireccional o multidireccional, […]
Método de formación de un tubo a partir de una lámina de interposición termoplástica, del 27 de Marzo de 2019, de THE BOEING COMPANY: Método de formación de un tubo , que comprende las etapas de: empujar una lámina de interposición termoplástica sustancialmente plana formada a partir de […]
Relleno de material compuesto, del 26 de Febrero de 2019, de THE BOEING COMPANY: Un método para formar un relleno de material compuesto que comprende: colocar capas de material compuesto sobre una herramienta de conformación; formar […]
Procedimiento de realización de un fregadero a partir de placas planas de material cerámico compactado porcelánico de baja porosidad, del 8 de Enero de 2019, de MANUFACTURAS SILES, S.L: Procedimiento de realización de un fregadero a partir de placas planas de material cerámico compactado porcelánico de baja porosidad. Procedimiento […]
Método de fabricación de estructuras laminadas compuestas que permite el deslizamiento de capas durante su formación, del 20 de Julio de 2016, de THE BOEING COMPANY: Un método de fabricación de una estructura compuesta que tiene una sección transversal contorneada, que comprende: ensamblar una pila de capas sustancialmente planas , […]
 Moldeo continuo de estratificados termoplásticos, del 27 de Enero de 2016, de THE BOEING COMPANY: Un método para fabricar una pieza de material compuesto, que comprende:
producir un estratificado termoplástico previamente consolidado ;
[…]
Moldeo continuo de estratificados termoplásticos, del 27 de Enero de 2016, de THE BOEING COMPANY: Un método para fabricar una pieza de material compuesto, que comprende:
producir un estratificado termoplástico previamente consolidado ;
[…]
 SISTEMA PARA CONFORMAR APILADOS DE MATERIALES COMPUESTOS, del 13 de Noviembre de 2014, de APPLUS SERVICIOS TECNOLOGICOS, S.L: El sistema para conformar apilados de materiales compuestos comprende: una forma que define la sección que se desea proporcionar a un apilado […]
SISTEMA PARA CONFORMAR APILADOS DE MATERIALES COMPUESTOS, del 13 de Noviembre de 2014, de APPLUS SERVICIOS TECNOLOGICOS, S.L: El sistema para conformar apilados de materiales compuestos comprende: una forma que define la sección que se desea proporcionar a un apilado […]
 PLACA DOTADA DE AL MENOS UN BORDE INCURVADO Y PROCEDIMIENTO DE FABRICACIÓN DE UNA PLACA DE ESTE TIPO, del 27 de Abril de 2011, de ITW GUNTHER: Procedimiento de fabricación de placas dotadas de al menos un borde incurvado, a partir de un producto extrudido que se extrude en caliente […]
PLACA DOTADA DE AL MENOS UN BORDE INCURVADO Y PROCEDIMIENTO DE FABRICACIÓN DE UNA PLACA DE ESTE TIPO, del 27 de Abril de 2011, de ITW GUNTHER: Procedimiento de fabricación de placas dotadas de al menos un borde incurvado, a partir de un producto extrudido que se extrude en caliente […]