Proceso para la fabricación de una parte de revestimiento interior de automóvil con una cubierta de airbag y la máquina asociada.
Un proceso para fabricar un revestimiento interior de vehículo con una cubierta de airbag,
incluyendo el proceso:
- la obtención de una parte de revestimiento interior (3),
- la creación de una línea de debilitamiento (9) alrededor de una parte de un área definida de dicha parte de revestimiento interior (3), siendo dicha área definida la cubierta de airbag (11), siendo creada la línea de debilitamiento (9) por fresado a lo largo de la línea de debilitamiento (9) de un número de agujeros (13), caracterizado porque los agujeros (13) son fresados por una máquina de fresado (33) que tiene una herramienta de fresado (35) y un eje de puntos (W) para mover la herramienta de fresado (35) sustancialmente perpendicularmente a una zona (37) de la parte de revestimiento (3) que se va a fresar y porque el eje de puntos (W) mueve la herramienta de fresado (35) a alta velocidad, de acuerdo con un movimiento alternativo lineal, por tramos cortos, con una aceleración de 4-8 m/s2 sustancialmente perpendicularmente a dicha zona (37) de la parte de revestimiento (3) que se va a fresar, porque la máquina de fresado (33) tiene seis ejes (X, Y, Z, A, C, W), porque la máquina de fresado (33) tiene un eje Z- lineal para mover la herramienta de fresado (35) a lo largo de una dirección sustancialmente perpendicular a dicha zona (37) que se va a fresar de la parte de revestimiento (3), siendo el eje X20 e Y- lineal para mover la herramienta de fresado (35) sustancialmente perpendicularmente al eje Z-, el eje A y Crotativo para mover la herramienta de fresado (35) alrededor de las direcciones del eje Z- e Y, el eje de puntos (W) lineales y paralelos al eje Z- y porque el eje Z- mueve la herramienta de fresado (35) con una aceleración de menos de 4 m/s2 sustancialmente perpendicularmente a dicha zona (37) de la parte de revestimiento (3) que se va a fresar.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2008/055369.
Solicitante: FAURECIA INTERIEUR INDUSTRIE.
Nacionalidad solicitante: Francia.
Dirección: 2, RUE HENNAPE 92000 NANTERRE FRANCIA.
Inventor/es: GAEBELE,VOLKMAR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B26D3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 3/00 Corte de una pieza caracterizado por la naturaleza del corte; Equipo a este efecto. › Corte superficial en la superficie de la pieza sin levantamiento de materia, p. ej. entalladura, incisión.
- B26F1/16 B26 […] › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › Perforación por medio de una o varias herramientas del tipo taladro.
- B60R21/2165 B […] › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 21/00 Disposiciones o equipamientos sobre los vehículos para proteger a los ocupantes o a los peatones o para evitar ser dañados en caso de accidente o de otros riesgos de la circulación (cinturones o arneses de seguridad en los vehículos B60R 22/00; asientos construidos para proteger al ocupante de los efectos de las fuerzas de aceleración anormales, p. ej. asientos anticolisión o asientos de seguridad, B60N 2/42; disposiciones para absorber la energía en los volantes de dirección de vehículos B62D 1/11; disposiciones para absorber la energía en las columnas de dirección de vehículos B62D 1/19). › caracterizadas por una línea de rasgado que define la abertura de despliegue.
PDF original: ES-2540971_T3.pdf
Fragmento de la descripción:
Proceso para la fabricación de una parte de revestimiento interior de automóvil con una cubierta de airbag y la máquina asociada [0001] La presente invención se refiere a un proceso para la fabricación de una parte de revestimiento interior de automóvil con una cubierta de airbag y a la máquina asociada.
Más precisamente, la invención se refiere, de acuerdo con un primer aspecto, a un proceso para 10 fabricar un revestimiento interior de vehículo con una cubierta de airbag, de acuerdo con el preámbulo de la reivindicación 1.
Un proceso de ese tipo se describe en EP 1 468 878, incluyendo el proceso un paso de creación de la línea de debilitamiento mediante la fabricación de agujeros usando un láser controlado por un sencillo control de 15 activación-desactivación.
EP 2 050 628 y DE 102 37 118 revelan cada uno un proceso en el cual la línea de debilitamiento se crea por una fresadora.
Tal proceso es costoso, lento y es difícil regular el grosor residual.
En vista del estado anterior de la técnica, el objeto de la invención es mejorar la velocidad a la cual se fabrica la línea de debilitamiento y disminuir el coste del proceso de fabricación, garantizando el (airbag) funcional y los requisitos de calidad percibidos.
Dicho objeto se consigue por un proceso de acuerdo con la reivindicación 1.
El proceso puede incluir una o varias de las siguientes características, consideradas individualmente o de acuerdo con cualquier combinación técnicamente viable: 30 -el eje de puntos tiene un tramo comprendido entre 1 y 20 milímetros;
- la línea de debilitamiento se crea fresando a lo largo de la línea de debilitamiento al menos una ranura además de dichos agujeros, usando dicha máquina de fresado;
- la línea de debilitamiento tiene al menos una parte de bisagra, una parte dividida inicial y una esquina, teniendo cada una, una resistencia al rasgado dada, aumentando las respectivas resistencias al rasgado de la parte dividida inicial, de la esquina y de la parte de bisagra en ese orden, estando adaptado al menos el número de ranuras con respecto al número de agujeros en cada parte y la esquina para obtener la resistencia al rasgado respectiva de dicha parte o esquina;
- los agujeros tienen un diámetro máximo comprendido entre 0, 5 y 5 mm;
- los agujeros están separados por puentes que tienen a lo largo de la línea de debilitamiento un ancho mínimo 45 comprendido entre 0, 1 mm y 5 mm;
- la parte de revestimiento tiene un grosor residual en la parte inferior de los agujeros comprendido entre 0, 1 mm y 1 mm.
De acuerdo con un segundo aspecto, las invenciones se refieren a una máquina de fresado de acuerdo con la reivindicación 8.
La invención se comprenderá mejor a partir de la lectura de la siguiente descripción la cual se proporciona puramente a modo de ejemplo, con respecto a los siguientes dibujos:
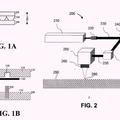
-la fig 1 es una vista en perspectiva del salpicadero con una parte de revestimiento fabricada usando un proceso de acuerdo con la invención, mostrando una línea de debilitamiento que define una cubierta de airbag;
- la fig 2 es una vista en sección tomada a lo largo de la línea II-II de la fig 1;
- la fig 3 es una vista ampliada de una parte de la fig 2;
- la fig 4 es una vista en sección de otra parte de la línea de debilitamiento de la fig 1, tomada a lo largo de la línea 5 IV-IV; y -la fig 5 es una representación simplificada de un dispositivo de fresado de acuerdo con la invención, adaptado para fabricar la parte de revestimiento de la fig 1, durante la fabricación de tal parte de revestimiento.
En la siguiente descripción, las direcciones frontal, trasera, derecha e izquierda están definidas con respecto a la dirección de conducción hacia delante normal del vehículo.
El salpicadero 1 ilustrado en la fig 1 tiene una parte de revestimiento 3, una cavidad (no visible) debajo de la parte de revestimiento 3 y un dispositivo de airbag (no visible) localizado dentro de la cavidad.
La parte de revestimiento 3 es un panel hecho de resina de plástico, que tiene una cara visible 5 hacia el compartimento de pasajeros y una cara invisible 7 opuesta a la cara visible 5, orientada a la cavidad (fig 2) . La cara visible puede estar cubierta por una o más capas, por ejemplo una capa de un material de espuma y una capa de material decorativo (fig 5) .
La parte de revestimiento 3 tiene una línea de debilitamiento 9 realizada en la cara invisible 7. La línea de debilitamiento 9 rodea un área de la parte de revestimiento que define una cubierta de airbag 11. La cubierta 11 se abre bajo la presión del airbag, cuando dicho airbag se infla después de que el vehículo choque con un obstáculo.
Con este fin, la cavidad tiene una apertura para el despliegue del airbag, estando la apertura cerrada normalmente por la cubierta 11.
Como se muestra en la fig 2 a 4, la línea de debilitamiento 9 tiene agujeros 13 y ranuras 15 fresadas en la cara invisible 7 de la parte de revestimiento. Los agujeros 13 y ranuras 15 se distribuyen a lo largo de la línea.
La línea de debilitamiento 9 tiene un contorno cerrado. En el ejemplo mostrado en la fig 1, tiene una forma rectangular, con esquinas redondeadas. Son posibles la forma en H o U, así como numerosas formas más. La línea de debilitamiento 9 tiene una parte de bisagra 17, una parte dividida inicial 19, dos partes laterales 21 y cuatro esquinas 23. La parte de bisagra 17 corresponde al lado de la línea orientado a la parte frontal del vehículo. La parte dividida inicial 19 corresponde al lado de la línea 9 orientado a la parte trasera del vehículo. Las partes laterales 21 corresponden a los lados de la línea 9 orientados hacia la derecha y la izquierda del vehículo. Las esquinas superiores 23 están interpuestas entre las partes 17 y 21. Las esquinas inferiores 23 están interpuestas entre las partes 21 y 19.
La parte dividida inicial 19 es la parte de la línea de debilitamiento la cual se abrirá primero bajo la presión del airbag cuando dicho airbag se infle. El rasgado se propagará posteriormente a lo largo de las partes laterales 21 y las esquinas 23. La parte de bisagra 17 no se divide y está prevista para desempeñar la función de una bisagra para la cubierta, de forma que la cubierta 11 gire alrededor de la parte de bisagra 17 bajo la presión del airbag, una vez que las partes 19, 21 y las esquinas 23 se hayan dividido.
La parte de bisagra 17, la parte dividida inicial 19, las partes laterales 21 y las esquinas 23 tienen cada una, una resistencia al rasgado dada. La resistencia al rasgado de la parte dividida inicial 19 es inferior a la resistencia al rasgado de las esquinas 23 y es inferior a la resistencia al rasgado de la parte lateral 21. La resistencia al rasgado de las esquinas 23 y la resistencia al rasgado de la parte lateral 21 son inferiores a la resistencia al rasgado de la 50 parte de bisagra 17.
La resistencia al rasgado de una parte dada de la línea de debilitamiento se ajusta mediante la selección adecuada de uno o varios de los siguientes parámetros:
-el número de ranuras con respecto al número de agujeros;
- el diámetro de los agujeros:
- la longitud de las ranuras;
- el grosor residual del material en la parte inferior de los agujeros y en la parte inferior de las ranuras;
- el ancho de los puentes entre los agujeros o entre los agujeros y las ranuras; 5 -la altura de los puentes;
- la presencia o ausencia de muescas en las ranuras.
El número de ranuras 15 con respecto al número de agujeros 13 en una parte dada está comprendido entre 1 para 10 agujeros y 1 para 1 agujero. Preferiblemente, dicha proporción está comprendida entre 1 para 5 agujeros y 1 para 1 agujero.
Las ranuras y los agujeros están dispuestos usualmente en un patrón regular, como se muestra en la fig 4. 15 Si la proporción es 1 ranura para 4 agujeros por ejemplo, al seguir la línea de debilitamiento, se encontrarán 4 agujeros, 1 ranura, 4 agujeros, etc.
Los agujeros 13 son usualmente frustocónicos (fig 2 y 3) o cilíndricos (fig 4) . Los agujeros frustocónicos tienen un diámetro que disminuye hacia la parte inferior 25 del agujero. La parte inferior podría ser plana o 20 redondeada. Los agujeros cilíndricos tienen un diámetro continuo. La parte inferior 25 es redondeada.
El diámetro Dh de los agujeros está comprendido entre 0, 5 y 5 mm, preferiblemente entre 1 y 5 mm, más preferiblemente entre 1 y 2 mm.
El diámetro considerado para los agujeros frustocónicos es el diámetro máximo, tomado en la parte superior del agujero, en la cara invisible 7.
... [Seguir leyendo]
Reivindicaciones:
1. Un proceso para fabricar un revestimiento interior de vehículo con una cubierta de airbag, incluyendo el proceso:
- la obtención de una parte de revestimiento interior (3) , -la creación de una línea de debilitamiento (9) alrededor de una parte de un área definida de dicha parte de revestimiento interior (3) , siendo dicha área definida la cubierta de airbag (11) , siendo creada la línea de debilitamiento (9) por fresado a lo largo de la línea de debilitamiento (9) de un número de agujeros (13) , caracterizado porque los agujeros (13) son fresados por una máquina de fresado (33) que tiene una herramienta de fresado (35) y un eje de puntos (W) para mover la herramienta de fresado (35) sustancialmente perpendicularmente a una zona (37) de la parte de revestimiento (3) que se va a fresar y porque el eje de puntos 15 (W) mueve la herramienta de fresado (35) a alta velocidad, de acuerdo con un movimiento alternativo lineal, por tramos cortos, con una aceleración de 4-8 m/s2 sustancialmente perpendicularmente a dicha zona (37) de la parte de revestimiento (3) que se va a fresar, porque la máquina de fresado (33) tiene seis ejes (X, Y, Z, A, C, W) , porque la máquina de fresado (33) tiene un eje Z-lineal para mover la herramienta de fresado (35) a lo largo de una dirección sustancialmente perpendicular a dicha zona (37) que se va a fresar de la parte de revestimiento (3) , siendo el eje X
e Y-lineal para mover la herramienta de fresado (35) sustancialmente perpendicularmente al eje Z-, el eje A y Crotativo para mover la herramienta de fresado (35) alrededor de las direcciones del eje Z-e Y, el eje de puntos (W) lineales y paralelos al eje Z-y porque el eje Z-mueve la herramienta de fresado (35) con una aceleración de menos de 4 m/s2 sustancialmente perpendicularmente a dicha zona (37) de la parte de revestimiento (3) que se va a fresar.
2. Un proceso de acuerdo con la reivindicación 1, caracterizado porque el eje de puntos (W) tiene un tramo comprendido entre 1 y 20 milímetros.
3. Un proceso de acuerdo con cualquiera de las reivindicaciones de 1 a 2, caracterizado porque la línea de debilitamiento (9) se crea por fresado a lo largo de la línea de debilitamiento (9) de al menos una ranura (15) 30 además de dichos agujeros (13) , usando dicha máquina de fresado (33) .
4. Un proceso de acuerdo con la reivindicación 3, caracterizado porque la línea de debilitamiento (9) tiene al menos una parte de bisagra (17) , una parte dividida inicial (19) y una esquina (23) , teniendo cada una, una resistencia al rasgado dada, aumentando las respectivas resistencias al rasgado de la parte dividida inicial (19) , de la esquina (23) y de la parte de bisagra (17) en ese orden, estando adaptado al menos el número de ranuras (15) con respecto al número de agujeros (13) en cada parte y esquina para obtener la respectiva resistencia al rasgado de dicha parte o esquina (17, 19, 23) .
5. Un proceso de acuerdo con cualquiera de las reivindicaciones de 1 a 4, caracterizado porque los 40 agujeros (13) tienen un diámetro máximo comprendido entre 0, 5 y 5 mm.
6. Un proceso de acuerdo con cualquiera de las reivindicaciones de 1 a 5, caracterizado porque los agujeros (13) están separados por puentes que tienen a lo largo de la línea de debilitamiento (9) un ancho mínimo comprendido entre 0, 1 mm y 5 mm.
7. Un proceso de acuerdo con cualquiera de las reivindicaciones de 1 a 6, caracterizado porque la parte de revestimiento (3) tiene un grosor residual en la parte inferior de los agujeros (13) comprendido entre 0, 1 mm y 1 mm.
8. Una máquina de fresado para fabricar una línea de debilitamiento (9) alrededor de un área definida de un revestimiento interior de vehículo (3) , siendo dicha área definida una cubierta de airbag (11) , teniendo la máquina de fresado (33) una herramienta de fresado (35) y un eje de puntos (W) para mover la herramienta de fresado (35) sustancialmente perpendicularmente a una zona (37) de la parte de revestimiento (3) que se va a fresar, estando adaptado el eje de puntos (W) para mover la herramienta de fresado (35) a alta velocidad, de acuerdo con un 55 movimiento alternativo lineal, por tramos cortos, con una aceleración de 4-8 m/s2 sustancialmente perpendicularmente a dicha zona (37) de la parte de revestimiento (3) que se va a fresar, donde la máquina de fresado (33) tiene seis ejes (X, Y, Z, A, C, W) , un eje Z-lineal para mover la herramienta de fresado (35) a lo largo de una dirección sustancialmente perpendicular a dicha zona (37) que se va a fresar de la parte de revestimiento (3) , el eje X-e Y-lineal para mover la herramienta de fresado (35) sustancialmente perpendicularmente al eje Z-, el eje A y 8
C-rotativo para mover la herramienta de fresado (35) alrededor de las direcciones del eje Z-e Y, y el eje de puntos (W) , donde el eje de puntos (W) es lineal y paralelo al eje Z-y el eje Z-mueve la herramienta de fresado (35) con una aceleración de menos de 4 m/s2 sustancialmente perpendicularmente a dicha zona (37) de la parte de revestimiento (3) que se va a fresar.
Patentes similares o relacionadas:
Tenazas para cortar losas o azulejos, del 1 de Julio de 2020, de BREVETTI MONTOLIT S.P.A.: Tenazas de grabado para azulejos o losas realizadas en material duro, que comprende un par de piezas de palanca (1a, 1b) articuladas entre […]
Aparato de marcado y rebanado, del 22 de Enero de 2020, de Gunntech Manufacturing, Inc: Un aparato para cortar una pieza de trabajo , comprendiendo el aparato : un par de rieles separados : un carro de cuchillas enganchado de […]
Máquina de conversión elevada para la conversión de materiales en modelos de empaquetado, del 8 de Enero de 2020, de Packsize, LLC: Una máquina de conversión utilizada para convertir material plegado en acordeón en moldes de empaquetado para su ensamblaje en cajas u otro empaquetado, […]
Método para producir un elemento de cápsula, y elemento de cápsula, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para producir un elemento de una cápsula, estando destinada la cápsula a contener un producto que tiene al menos un componente que se puede extraer […]
DISPOSITIVO DE PRECORTE DE ENVASES, del 8 de Noviembre de 2019, de INDUSTRIAS TECNOLÓGICAS DE MECANIZACIÓN Y AUTOMATIZACIÓN, S.A: Dispositivo de precorte de envases: que comprende una placa matriz y una placa porta punzones provista de unos cuchillos superiores […]
Máquina de conversión, del 6 de Noviembre de 2019, de Packsize, LLC: Una máquina de conversión usada para convertir material en lámina en plantillas de embalaje para ensamblarlas en cajas u otro embalaje, comprendiendo […]
Dispositivo automatizado vaciador de bolsas de producto sanguíneo congelado, del 14 de Agosto de 2019, de GRIFOLS WORLDWIDE OPERATIONS LIMITED: Dispositivo automatizado vaciador de bolsas de producto sanguíneo congelado, que comprende: - un extractor para el producto; - una tolva para recibir producto; […]
 Procedimiento y sistema para el tratamiento previo de cartón, del 28 de Junio de 2019, de Highcon Systems Ltd: Un sistema de tratamiento previo de cartón, que comprende:
un módulo de ranurar para crear en un cartón ranuras alrededor de […]
Procedimiento y sistema para el tratamiento previo de cartón, del 28 de Junio de 2019, de Highcon Systems Ltd: Un sistema de tratamiento previo de cartón, que comprende:
un módulo de ranurar para crear en un cartón ranuras alrededor de […]