Dispositivo de suministro para el transporte de productos.
Dispositivo de suministro (1) para el transporte de productos (X) que se ponen a disposición del dispositivo de transporte (1) en grupos (13),
que comprende:
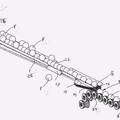
al menos una primera y una segunda cinta transportadora (5, 6) quo estan dispuestas una detras de otra en una dirección de transporte (8), en el que un primer grupo (13) de productos (X) se puede transferir de la primera cinta transportadora (5) a la segunda cinta transportadora (6), y
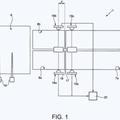
una unidad de control (14) que esta conectada funcionalmente con la primera y la segunda cinta transportadora (5, 6), en el que la unidad de control (14) esta configurada de manera que puede acelerar la primera cinta transportadora (5) de forma independiente de la segunda cinta transportadora (6), asi como puede sincronizar su aceleración y/o su velocidad, y
en el que la primera cinta transportadora (5) se puede acelerar mediante la unidad de control (14) cuando el primer grupo (13) de productos (X) se ha transferido a la segunda cinta transportadora (6) y otro segundo grupo (13) de productos (X) ha Ilegado a la primera cinta transportadora (5) a fin de disminuir un hueco (15) entre el primer y el segundo grupo (13) de productos (X).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E13000527.
Solicitante: MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG.
Inventor/es: WÖRZ,NORBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65G43/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 43/00 Dispositivos de control, p. ej. de seguridad, de alarma, de corrección de errores. › Control secuencial de transportadores que funcionan en combinación.
- B65G47/08 B65G […] › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › espaciando o agrupando los objetos durante la alimentación (durante el transporte por el transportador B65G 47/28).
- B65G47/31 B65G 47/00 […] › haciendo variar las velocidades relativas de los transportadores en serie.
PDF original: ES-2532751_T3.pdf
Fragmento de la descripción:
Dispositivo de suministro para el transporte de productos La presente invención se refiere a un dispositivo de suministro con las características técnicas de la reivindicación 1, asr como un procedimiento con las características técnicas de la reivindicación 12.
En la práctica, en particular en la industria alimentaria, se usan dispositivos de suministro en Hneas de recogida. En este caso el dispositivo de suministro comprende una cinta transportadora que está dispuesta funcionalmente entre un dispositivo de corte y un recogedor. Desde el dispositivo de corte se puede transferir un producto cortado a la cinta transportadora del dispositivo de suministro, la cual transporta el producto al recogedor. Éste recibe y transfiere el producto a una máquina envasadora aguas abajo.
Mediante el dispositivo de corte se puede cortar, por ejemplo, queso, embutido o came. Las rodajas elaboradas de una pieza de queso, un calibre de embutido o una porción de ca me se transfieren como grupo de por ejemplo diez rodajas a la cinta transportadora del dispositivo de suministro. Las rodajas del grupo se transportan en este caso unas tras otras a poca distancia entre sí mediante el dispositivo de suministro desde el dispositivo de corte.
Es problemático que al dispositivo de suministro ya no se le suministra nada más durante un cierto tiempo a continuación de un grupo de productos, dado que en el dispositivo de corte se debe introducir primera.mente un nuevo calibre de queso, embutido, carne o similares para el corte.
A consecuencia de ello el recogedor del dispositivo de suministro sólo puede recoger los productos a intervalos, estando parado entre los intervalos y debiendo esperar a un grupo siguiente. Los tiempos de parada del recogedor originados por ello, así como de la máquina termoformadora aguas abajo hacen más cara la elaboración.
Por lo tanto la invención tiene el objetivo de, usando características técnicas constructivas sencillas, crear un dispositiVct de suministro que pueda mejorar un flujo de producción. Igualmente se busca un procedimiento con el que se pueda evitar el problema anterior.
Este objetivo se resuelve con las características técnicas de la reivindicación 1 o con las caracterrstlcas técnicas de la reivindicación 12 independiente.
Mediante las características técnicas de las reivindicaciones dependientes se producen perfeccionamientos mejorados de la invención.
La invención se refiere a un dispositivo de suministro para el transporte de productos, poniéndose a disposición del dispositivo de suministro los productos en grupos. El dispositivo de suministro comprende al menos una primera y una segunda cinta transportadora, que están dispuestas una tras otra en una dirección de transporte, pudiéndose transferir un primer grupo de productos de la primera cinta transportadora a la segunda cinta transportadora.
Además, está prevista una unidad de control que está conectada funcionalmente con la primera y la segunda cinta transportadora, estando configurada la unidad de control de manera que puede acelerar la primera cinta transportadora de forma independiente de la segunda cinta transportadora, así como puede sincronizar su aceleración y/o su velocidad.
Según la invención, la primera cinta transportadora se puede acelerar mediante la unidad de control cuanto el primer grupo de productos se ha transferido a la segunda cinta transportadora y otro segundo grupo de productos ha llegado a la primera cinta transportadora, a fin de reducir un hueco entre el primer y el segundo grupo de productos, de modo que los productos puestos a disposición del dispositivo de suministro unos tras otros en distintos grupos se evacuan de forma esencialmente equidistante.
Los productos agrupados son por ejemplo rodajas de queso cortado, embutido cortado o ca me cortada. Las rodajas están dispuestas en el grupo unas detrás de otra en una o varias filas situadas unas junto a otras. Por ejemplo, se puede tratar de catorce rodajas de queso, estando dispuestas respectivamente siete rodajas situadas unas detrás de otras en dos filas situadas una junto a otra y pudiéndose transportar como grupo por el dispositivo de suministro.
Asimismo los productos agrupados se pueden poner a disposición del dispositivo de suministro en bandejas receptoras. Éste sería el caso, por ejemplo, cuando los productos se han puesto respectivamente en las bandejas receptoras mediante una etapa de producción anterior.
Mediante la disminución del hueco entre los grupos transportados unos detrás de otros es posible evacuar los productos del dispositivo de suministro esencialmente de forma equidistante unos de otros y/o con una distancia mínima recíproca, favorable durante el funcionamiento de un dispositivo aguas abajo y transferirlos al dispositivo aguas abajo, por ejemplo un recogedor. Por consiguiente se puede impedir que el flujo de producción esté parado temporalmente, y se garantiza que el recogedor traslade productos continuamente, de modo que una máquina termoformadora siguiente, así como otras estaciones de procesado siguientes, como por ejemplo un etiquetador o una báscula, pueden trabajar de forma continua.
Preferentemente la primera cinta transportadora se puede acoplar funcionalmente con una cinta transportadora de una máquina preconectada, por ejemplo, un dispositivo de corte o una así denominada cortadora. De este modo los grupos de productos se pueden poner a disposición de forma sencilla al inicio de la primera cinta transportadora.
También es ventajoso que mediante la unidad de control se pueda sincronizar la velocidad de la primera cinta transportadora con una velocidad de la cinta transportadora de la máquina preconectada, de manera que los productos de un grupo correspondiente se puedan transferir a una distancia igual entre sí sobre la primera cinta transportadora. Esto posibilita que los productos se puedan suministrar con coste reducido de control y regulación a un dispositivo aguas abajo.
Según otra forma de realización, el dispositivo de suministro comprende una tercera cinta transportadora que está dispuesta, visto en la dirección de transporte, detrás de la segunda cinta transportadora a fin de recibir los productos de la segunda cinta transportadora. El dispositivo de suministro se puede usar por ello todavía de forma más flexible, pudiéndose disminuir todavía mejor el hueco entre grupos siguientes. Eventualmente se puede obtener otra mejora con otras cintas transportadoras.
Además, puede estar previsto que la primera y la segunda cinta transportadora se puedan acelerar conjuntamente de forma síncrona mediante la unidad de control cuando, visto en la dirección de transporte, el último producto de un grupo correspondiente se ha transferido a la tercera cinta transportadora y otro grupo siguiente de productos ha llegado a al menos la primera cinta transportadora. Esto determina el efecto de que se pueda acelerar un grupo relativamente grande de productos, que está posicionado por ejemplo en parte sobre la primera y en parte sobre la segunda cinta transportadora, a fin de disminuir el hueco respecto al grupo anterior.
Preferentemente la primera cinta transportadora es esencialmente tan larga como la segunda y la tercera cinta transportadora conjuntamente. También sería ventajoso que la primera cinta transportadora fuera tan larga que fuese apropiada para la recepción de un grupo completo de productos. De este modo se puede conseguir que la segunda cinta transportadora se pueda mover todavía más frecuentemente de forma independiente de la primera cinta transportadora.
Otra realización prevé que la segunda cinta transportadora sea más larga que la tercera cinta transportadora. Esto puede ser ventajoso en particular cuando la segunda cinta transportadora debe poderse acelerar fuertemente.
Asimismo es posible que la primera cinta transportadora sea respectivamente más larga que la segunda o la tercera cinta transportadora. De este modo la primera cinta transportadora es apropiada de forma especialmente adecuada para recibir los grupos correspondientes de productos al inicio del dispositivo de suministro.
Una longitud de la primera, segunda y/o tercera cinta transportadora puede ser modificable para poderse utilizar de forma especialmente flexible. Esto provoca que el dispositivo de suministro sea apropiado para el transporte según la invención de grupos de productos de tamaño diferente. Con la longitud de las cintas transportadoras correspondientes se considera el tramo de cinta correspondiente que define un recorrido de transporte de la cinta transportadora correspondiente.
Para una transferencia exacta en posición de los productos transportados a una máquina aguas abajo,... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de suministro (1) para el transporte de productos (X) que se ponen a disposición del dispositivo de transporte (1) en grupos (13) , que comprende:
al menos una primera y una segunda cinta transportadora (5, 6) que están dispuestas una detrás de otra en una dirección de transporte (8) , en el que un primer grupo (13) de productos (X) se puede transferir de la primera cinta transportadora (5) a la segunda cinta transportadora (6) , y
una unidad de control (14) que está conectada funcionalmente con la primera y la segunda cinta transportadora (5, 6) , en el que la unidad de control (14) está configurada de manera que puede acelerar la primera cinta transportadora (5) de forma independiente de la segunda cinta transportadora (6) , así como puede sincronizar su aceleración y/o su velocidad, y
en el que la primera cinta transportadora (5) se puede acelerar mediante la unidad de control (14) cuando el primer grupo (13) de productos (X) se ha transferido a la segunda cinta transportadora (6) y otro segundo grupo (13) de productos (X) ha llegado a la primera cinta transportadora (5) a fin de disminuir un hueco (15) entre el primer y el segundo grupo (13) de productos (X) .
2. Dispositivo de suministro según la reivindicación 1, caracterizado porque la primera cinta transportadora se puede acoplar funcionalmente con una cinta transportadora (18) de una máquina preconectada (2) .
3. Dispositivo de suministro según la reivindicación 2, caracterizado porque mediante la unidad de control (14) se puede sincronizarla velocidad de la primera cinta transportadora (5) con una velocidad de la cinta transportadora (18) de la máquina preconectada (2) .
4. Dispositivo de suministro según una de las reivindicaciones anteriores, caracterizado porque el dispositivo de suministro (1) comprende una tercera cinta transportadora (7) que, visto en la dirección de transporte (8) , está dispuesta detrás de la segunda cinta' transpo~dora (6) para recibir los productos (X) de la segunda cinta transportadora (6) .
5. Dispositivo de suministro según la reivindicación 4, caracterizado porque la primera y la segunda cinta transportadora (5, 6) se pueden acelerar conjuntamente de forma sincrona mediante la unidad de control (14) cuando. visto en el dispositivo de transporte (8) , el último producto (X) de un grupo (13) correspondiente se ha transferido a la tercera cinta transportadora (7) y otro grupo (13) siguiente de productos (X) ha llegado a al menos la primera cinta transportadora (5) .
6. Dispositivo de suministro según una de las reivindicaciones 4 ó 5, caracterizado porque la primera cinta transportadora (5) es esencialmente de la misma longitud que la segunda y la tercera cinta transportadora (6, 7) conjuntamente.
7. Dispositivo de suministro según una de las reivindicaciones 4 a 6, caracterizado Porque la segunda cinta transportadora (6) es más larga que la tercera cinta transportadora (7) .
8. Dispositivo de suministro según una de las reivindicaciones anteriores, caracterizado porque la primera cinta transportadora (5) es respectivamente más larg~ que la segunda o la tercera cinta transportadora (6, 7) .
9. Dispositivo de suministro según una de las reivindicaciones anteriores, caracterizado porque se puede modificar una longitud de la primera, segunda y/o tercera cinta transportadora (5, 6, 7) .
10. Dispositivo de suministro según una de las reivindicaciones anteriores, caracterizado porque el dispositivo de suministro (1) comprende un recogedor (4) que está configurado para evacuar los productos (X) de la cinta de recogida (3) .
11. Dispositivo de suministro según una de las reivindicaciones anteriores, caracterizado porque la primera cinta transportadora (5) se puede mover cíclicamente por la unidad de control (14) .
12. Procedimiento para el funcionamiento de un dispositivo de suministro (1) según una de las reivindicaciones anteriores, que comprende las etapas siguientes:
• recepción de un primer grupo (13) de productos (X) sobre una primera cinta transportadora (5) ,
• transferencia del primer grupo (13) de productos (X) mediante la primera cinta transportadora (5) a una segunda cinta transportadora (6) aguas abajo,
• aceleración de la primera cinta transportadora (5) cuando el primer grupo (13) de productos (X) se ha
transferido a la segunda cinta transportadora (6) y otro segundo grupo (13) siguiente de productos (X) se ha recibido sobre la primera cinta transportadora (5) a fin de disminuir un hueco (15) entre el primer y el segundo grupo (13) siguiente de productos.
13. Procedimiento según la reivindicación 12, caracterizado porque la segunda cinta transportadora (6) transfiere el 5 grupo (13) de productos (X) a una tercera cinta transportadora (7) del dispositivo de suministro (1) , que está dispuesta detrás de la segunda cinta transportadora (6) en la dirección de transporte (8) .
14. Procedimiento según la reivindicación 13, caracterizado porque la primera y la segunda transportadora (5, 6)
aceleran conjuntamente de forma síncrona cuando, visto en la dirección de transporte (8) , el último producto (X) de un grupo (13) correspondiente se ha transferido a la tercera cinta transportadora (7) y otro grupo (13) siguiente de productos (X) ha llegado a al menos la primera cinta transportadora (5) .
15. Procedimiento según la reivindicación 14, caracterizado porque la primera, segunda y tercera cinta transportadora (5, 6, 7) aceleran conjuntamente de forma síncrona cuando, visto en a dirección de transporte (8) , el último producto (X) de un grupo correspondiente se ha evacuado de la tercera cinta transportadora (7) y otro grupo (13) siguiente de productos (X) ha llegado a al menos la primera cinta transportadora (5) .
Patentes similares o relacionadas:
Método de transporte, del 8 de Mayo de 2019, de DAIFUKU CO., LTD.: Método de transporte para un objeto de transporte , siendo transportado el objeto de transporte a través de una trayectoria de transporte […]
Máquina de embalaje y procedimiento para la operación de una máquina de embalaje, del 16 de Abril de 2019, de SIG TECHNOLOGY AG: Máquina de embalaje con - por lo menos dos estaciones de embalaje dispuestas secuencialmente en orden consecutivo, en donde cada estación de embalaje presenta una cinta […]
Aparato y método para articular embalados helicoidalmente, del 25 de Abril de 2018, de Oakbridge Investments Limited: Un aparato de empaquetado que comprende: un aplicador de material de embalaje para embalar helicoidalmente artículos (A); un transportador de […]
Unidad y método para formar una capa de lotes de grupos de artículos, del 7 de Febrero de 2018, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un lote que tiene una longitud L de grupos de artículos, que comprende: - un primer trasportador adaptado […]
Dispositivo de transferencia de artículos entre máquinas de desplazamiento intermitente y de desplazamiento continuo e instalación de acondicionamiento correspondiente, del 12 de Julio de 2017, de SERAC GROUP: Dispositivo de transferencia de artículos entre una primera máquina que funciona con un desplazamiento intermitente de los artículos según un primer […]
Aparato y método para la fabricación de paneles, del 6 de Julio de 2016, de PRISMA S.R.L.: Aparato para la fabricación de un panel que comprende al menos una capa externa sobre la que están dispuestos elementos estructurales […]
 Dispositivo para la separación de frutas, del 24 de Febrero de 2016, de MAF AGROBOTIC: Procedimiento de separación implementado en un dispositivo de separación utilizado con un equipo de manipulación de frutas que comprende unos soportes […]
Dispositivo para la separación de frutas, del 24 de Febrero de 2016, de MAF AGROBOTIC: Procedimiento de separación implementado en un dispositivo de separación utilizado con un equipo de manipulación de frutas que comprende unos soportes […]
 Unidad y método para formar una capa de lotes de grupos de artículos, del 17 de Febrero de 2016, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un primer lote (2a; 2b, ..., 2n) y de un segundo lote (2b; 2a, ...,2n) de los respectivos primeros […]
Unidad y método para formar una capa de lotes de grupos de artículos, del 17 de Febrero de 2016, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un primer lote (2a; 2b, ..., 2n) y de un segundo lote (2b; 2a, ...,2n) de los respectivos primeros […]