Método y dispositivo para la fabricación de un reborde biselado, al menos, sobre un lado de una chapa compuesta por un material de hierro o titanio.
Método para la fabricación de un reborde biselado, al menos, sobre un lado de una chapa (1) compuesta por un material de hierro o de titanio,
que se une con una chapa compuesta por un material de aluminio, mediante una unión por soldadura, utilizando un material complementario basado en un material de aluminio, y en la zona de la unión presenta un revestimiento (6) preferentemente basado en un material de cinc o de aluminio, caracterizado porque la chapa (1) revestida en la zona de unión, compuesta por el material de hierro o titanio, se bisela y se corta sin rotura mediante un trabajo de deformación en frío sin arranque de viruta, en la zona del reborde, con un flujo continuo del material.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2005/000303.
Solicitante: VOESTALPINE STAHL GMBH.
Nacionalidad solicitante: Austria.
Dirección: voestalpine Strasse 3 4020 Linz AUSTRIA.
Inventor/es: SCHMARANZER, CHRISTIAN, LEITNER, ALOIS, RECHBERGER,ROLAND.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D19/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 19/00 Conformación u otro tratamiento de los bordes, p. ej. de los bordes de los tubos. › mediante la acción única o sucesiva de herramientas de presión, p. ej. mandíbulas de alicates.
- B23D35/00 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Herramientas de las máquinas de cizallar o de los dispositivos de cizallado; Porta-herramientas o mandriles para estas herramientas.
- B23K1/19 B23 […] › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34). › teniendo en cuenta las propiedades de los materiales a soldar.
- B23K103/20 B23K […] › B23K 103/00 Materiales a soldar sin fusión, a soldar o a cortar. › Aleaciones ferrosas y aluminio o sus aleaciones.
- B23K9/23 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › teniendo en cuenta las propiedades de los materiales a soldar.
PDF original: ES-2531327_T3.pdf
Fragmento de la descripción:
Método y dispositivo para la fabricación de un reborde biselado, al menos, sobre un lado de una chapa compuesta por un material de hierro o titanio La presente invención hace referencia a un método para la fabricación de un reborde biselado, al menos, sobre un lado de una chapa compuesta por un material de hierro o de titanio, de acuerdo con la reivindicación 1, y un dispositivo para la ejecución del método de acuerdo con la reivindicación 2, que se une con una chapa compuesta por un material de aluminio, mediante una unión por soldadura, utilizando un material complementario basado en un material de aluminio, y en la zona de la unión presenta un revestimiento preferentemente basado en un material de cinc o de aluminio.
Para unir mediante una unión por soldadura, dos chapas colocadas a tope, por una parte, compuestas de un material de hierro o de titanio y, por otra parte, de un material de aluminio, se conoce (WO 2004/030856 A1) la aplicación de un material complementario basado en aluminio, para la conformación de la costura de unión a ambos lados de la chapa, en una zona que supera la junta, sobre la chapa compuesta por el material de hierro o titanio, con un ancho correspondiente de, al menos, tres veces el grosor de la chapa mencionada. Mediante el revestimiento del material de hierro o titanio en la zona de la unión, preferentemente basado en un material de cinc o aluminio, antes de la aplicación del material complementario, se reduce la inclinación para la conformación de fases quebradizas intermetálicas, hecho que representa una condición esencial para la capacidad de carga admisible requerida en esta clase de uniones. Mediante un biselado de la chapa compuesta por el material de hierro o titanio, en la zona del reborde, se reduce, al menos, sobre un lado de la chapa, la sección portante del material de hierro o titanio, contra el material de aluminio, de manera que se realiza una toma de carga paulatina entre los diferentes materiales, evitando valores pico de tensión excesivos. Sin embargo, el bisel mencionado debe ser recubierto como la zona de unión restante, con un revestimiento basado en material de cinc, estaño o aluminio, para garantizar la unión de materiales entre el material de hierro o titanio y el material complementario. Esto significa que después de un procesamiento con arranque de viruta de los rebordes, para la fabricación del bisel, el revestimiento se debe aplicar, al menos, en la zona de los biseles, preferentemente de manera electrolítica. El revestimiento posterior mencionado de los biseles, incrementa no sólo los costes de fabricación, sino que debido a las puntas conformadas por el biselado, también presenta como consecuencia una separación no homogénea con una conformación dendrítica, particularmente en la zona de las puntas, hecho que representa una desventaja para el comportamiento de humectación del material complementario sobre la chapa compuesta por el material de hierro o titanio. Además, en la costura de unión se obtienen con más frecuencia poros, probablemente debido a la evaporación, por ejemplo, del cinc del revestimiento durante la fundición del material complementario.
Para facilitar la tracción de los extremos de la banda hacia la abertura entre cilindros, durante la laminación en caliente de chapas, particularmente compuestas por un material de aluminio, y para evitar la conformación de pliegues en la zona final de acuerdo con una extensión mayor de la chapa en una capa superficial, se conoce además (US 3 565 309 A) la conformación de un reborde sobresaliente con forma de cuña, es decir, con la ayuda de dos herramientas estampadoras que se presionan una contra otra hacia la chapa, desde ambos lados, hasta alcanzar una distancia restante, y además logran un biselado correspondiente de los bordes de la chapa, mediante un flujo del material. La distancia restante garantiza una separación por rotura, mediante la conformación de un puente entre las superficies de tope biseladas. Sin embargo, una conformación de esta clase, de los rebordes biselados, no proporciona un aporte en relación con el perfeccionamiento de la unión entre dos chapas, por una parte, de un material de hierro o bien, titanio y, por otra parte, de un material de aluminio.
De esta manera, el objeto de la presente invención consiste en perfeccionar un método y un dispositivo para la fabricación de un reborde biselado, al menos, sobre un lado de una chapa compuesta por un material de hierro o de titanio, de la clase descrita en la introducción, de manera que, por una parte, se puedan reducir los costes de fabricación y, por otra parte, se pueda mejorar la unión soldada entre el material complementario basado en un material de aluminio, y la chapa compuesta por un material de hierro o titanio.
La presente invención resuelve el objeto mencionado, mediante el hecho de que la chapa revestida en la zona de unión, compuesta por el material de hierro o titanio, se bisela y se corta sin rotura mediante un trabajo de deformación en frío sin arranque de viruta, en la zona del reborde, con un flujo continuo del material.
Dado que de acuerdo con las medidas mencionadas, la chapa compuesta por el material de hierro o titanio puede estar provista de una manera comprobada, de un revestimiento preferentemente basado en un material de cinc o aluminio, y que se puede proporcionar de una manera convencional antes del procesamiento de los rebordes para la unión por soldadura posterior con una chapa de un material de aluminio, no resulta necesario un revestimiento de los rebordes mencionados después de su conformación. Mediante el trabajo de deformación en frío con un flujo del material, se puede fabricar un reborde biselado en cuya zona se conserva el revestimiento. Sólo se debe considerar que la chapa compuesta por el material de hierro o titanio, se conforma sin rotura con un flujo continuo del material, hasta obtener la rotura de separación, dado que las superficies de rotura de por sí no pueden presentar revestimiento alguno. Aunque el revestimiento en la zona de los rebordes biselados se puede reducir 2 5
considerablemente en su grosor, particularmente en contra del borde libre del bisel, de acuerdo con las fuerzas necesarias para la deformación plástica sobre la chapa, y dicho revestimiento no existe en la zona de la rotura de separación, en la unión a continuación de la chapa compuesta por el material de hierro o titanio, con una chapa compuesta por un material de aluminio, mediante una unión por soldadura, se puede lograr una unión aproximadamente sin defectos también en la zona del borde libre del bisel del reborde. Debido al fuerte endurecimiento en frío justo en la zona de la presión realizada para el corte del reborde, a pesar del revestimiento delgado e incluso en la zona que presenta espacios sin revestimiento a lo largo del borde libre de los biseles, se puede establecer una reactividad elevada que se ocupa de una unión óptima de los materiales. A esto hay que añadir que debido al grosor reducido del revestimiento, se reduce el riesgo de una formación de poros, de manera que no sólo se logran condiciones de fabricación más simples para los rebordes biselados y revestidos de la chapa compuesta por un material de hierro o titanio, sino que también se puede garantizar un diseño del reborde que obtiene, como consecuencia, relaciones mejoradas de la unión para el material complementario a fundir, basado en un material de aluminio.
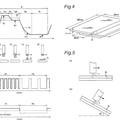
Aunque para el trabajo de deformación en frío sin arranque de viruta, de la zona del reborde de una chapa compuesta por un material de hierro o titanio, se pueden utilizar diferentes herramientas de conformación, por ejemplo, rodillos de laminación, se obtienen relaciones de la construcción particularmente ventajosas, mediante el hecho de que se proporciona una herramienta de presión que se extiende a lo largo del reborde a conformar de la chapa compuesta por el material de hierro o titanio, y que interactúa con una herramienta contraria, que presenta una superficie de trabajo que con un plano de la chapa conforma un ángulo de 35º como máximo, que determina el bisel y que finaliza en un borde de corte por presión. Mediante la superficie de trabajo de la herramienta de presión, que se extiende con un ángulo determinado en relación con el plano de la chapa, se logra un biselado del reborde mediante un flujo del material, como condición para un corte en lo posible tardío de la chapa, con la ayuda del borde de corte por presión, que interactúa con la herramienta contraria y en el cual finaliza la superficie de trabajo, de manera que la chapa se somete a una deformación plástica hasta lograr el corte. Además, en el caso que la herramienta de presión presente un talón que desciende desde el borde de corte por presión, sobre el... [Seguir leyendo]
Reivindicaciones:
1. Método para la fabricación de un reborde biselado, al menos, sobre un lado de una chapa (1) compuesta por un material de hierro o de titanio, que se une con una chapa compuesta por un material de aluminio, mediante una unión por soldadura, utilizando un material complementario basado en un material de aluminio, y en la zona de la unión presenta un revestimiento (6) preferentemente basado en un material de cinc o de aluminio, caracterizado porque la chapa (1) revestida en la zona de unión, compuesta por el material de hierro o titanio, se bisela y se corta sin rotura mediante un trabajo de deformación en frío sin arranque de viruta, en la zona del reborde, con un flujo continuo del material.
2. Dispositivo para la ejecución del método de acuerdo con la reivindicación 1, caracterizado porque se proporciona una herramienta de presión (3) que se extiende a lo largo de un reborde a conformar de la chapa revestida (1) compuesta por el material de hierro o titanio, y que interactúa con una herramienta contraria (2) , que presenta una superficie de trabajo (4) que con un plano de la chapa conforma un ángulo (α) de 35º como máximo, que determina el bisel (7) y que finaliza en un borde de corte por presión (5) , en donde la herramienta de presión (3) presenta un talón (8) que se encuentra inclinado de manera descendente, desde el borde de corte por presión (5)
sobre el lado apartado de la superficie de trabajo (4) , en donde el talón (8) se encuentra inclinado con un ángulo más pronunciado, de manera que durante el corte de la chapa (1) , el revestimiento (6) de la chapa (1) se rompe en la zona del talón (8) que desciende.
3. Dispositivo de acuerdo con la reivindicación 2, caracterizado porque la herramienta contraria (2) presenta una disposición de la superficie de trabajo (4) , del talón (8) y del borde de corte por presión (5) , simétrica en relación con 20 la herramienta de presión (3) .
Patentes similares o relacionadas:
Sistema de captura de chispas para el uso con un soplete de corte, del 3 de Junio de 2020, de SORKIN, FELIX L.: Un método que comprende: suministrar un segmento de hormigón , y el segmento de hormigón tiene un extremo; extender un filamento […]
Material de soldadura para aleación a base de níquel resistente al calor y metal soldado y unión soldada formada usando los mismos, del 27 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un material de soldadura para aleaciones a base de Ni, resistentes al calor, que tiene una composición química que consiste, en % en masa, en: […]
Procedimiento para la soldadura con gas protector de metal para la reducción de sustancias nocivas, del 20 de Noviembre de 2019, de Linde GmbH: Procedimiento para la soldadura con gas protector de metal, en el que se suministra un material de aportación de soldadura a un soplete para soldar […]
Miembros estructurales de acero de alta resistencia laminado en caliente soldados y método, del 13 de Noviembre de 2019, de CONSOLIDATED METAL PRODUCTS, INC.: Un miembro estructural de acero de alta resistencia que comprende un miembro estructural alargado de acero de alta resistencia […]
 Alambre sólido y método de soldadura con arco sumergido en gas inerte, del 28 de Agosto de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, […]
Alambre sólido y método de soldadura con arco sumergido en gas inerte, del 28 de Agosto de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un alambre sólido para soldadura con arco sumergido en gas inerte, que usa un gas inerte, y para soldadura de una chapa de acero galvanizado, consistiendo el alambre en, […]
Método de revestimiento y soldadura de fundición de superaleaciones usando polvo de relleno de material compuesto, del 22 de Mayo de 2019, de LIBURDI ENGINEERING LIMITED: Un método de revestimiento y soldadura por fusión de superaleaciones comprende las etapas de: a. aplicar un polvo de relleno de material compuesto que comprende […]
 Material de soldadura y estructuras unidas por soldadura, del 13 de Marzo de 2019, de NIPPON STEEL CORPORATION: Uso de un material de soldadura que contiene:
en tanto por ciento en masa, C: entre más del 0,3% y no más del 3,0%, Si: no más del 4,0%, Mn: no más del 3,0%, […]
Material de soldadura y estructuras unidas por soldadura, del 13 de Marzo de 2019, de NIPPON STEEL CORPORATION: Uso de un material de soldadura que contiene:
en tanto por ciento en masa, C: entre más del 0,3% y no más del 3,0%, Si: no más del 4,0%, Mn: no más del 3,0%, […]
Procedimiento para la soldadura de materiales austeníticos, del 12 de Marzo de 2019, de MESSER GROUP GMBH: Procedimiento para la soldadura por plasma de materiales austeníticos bajo gas de protección y bajo empleo de un material aditivo de soldadura, caracterizado por […]