Procedimiento de mecanizado con enfriamiento criogénico.
Procedimiento de mecanizado de una pieza (2) que hay que mecanizar con una herramienta de mecanizado (1),
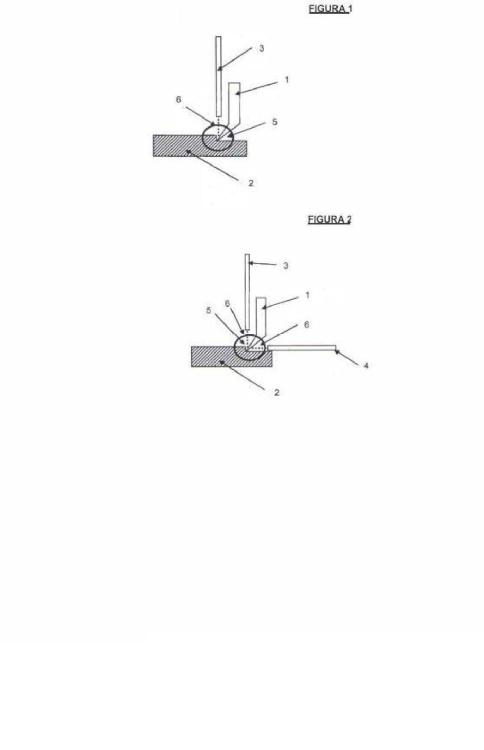
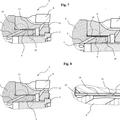
en el cual se enfría al menos una parte de la zona de mecanizado (5) susceptible de calentarse durante el mecanizado de la pieza (2) o de la herramienta de mecanizado (1) distribuyendo nitrógeno líquido a nivel de la citada zona de mecanizado (5) y/o de la herramienta (1), caracterizado por que se distribuyen además partículas de CO2 en forma sólida, al menos en la zona de mecanizado (5), siendo mezcladas las partículas de CO2 en forma sólida con el nitrógeno líquido.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2011/052331.
Solicitante: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE.
Nacionalidad solicitante: Francia.
Dirección: 75, QUAI D'ORSAY 75007 PARIS FRANCIA.
Inventor/es: ROTMAN, FREDERIC, RICHARD,FRÉDÉRIC, QUINTARD,JACQUES, TRUCHOT,CHARLES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q11/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 11/00 Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P). › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
PDF original: ES-2531848_T3.pdf
Fragmento de la descripción:
Procedimiento de mecanizado con enfriamiento criogénico La invención se refiere a un procedimiento de mecanizado de una pieza que hay que mecanizar con una herramienta de mecanizado, especialmente de perforación o de corte, en el cual se enfría eficazmente la zona de mecanizado por medio de una mezcla criogénica formada de nitrógeno líquido y partículas de CO2 sólido, así como a una instalación de puesta en práctica de este procedimiento.
Durante una operación de mecanizado de una pieza metálica, por ejemplo una operación de corte o de perforación mecánica, la fricción, los rozamientos y la generación de calor de la zona de mecanizado o zona de calentamiento son problemas frecuentes que generalmente necesitan un establecimiento de una lubricación y/o de un enfriamiento eficaz del material metálico mecanizado.
Para hacer esto, se aplica un compuesto refrigerante y/o lubricante, típicamente agua o aceite por ejemplo, en contacto con la zona mecanizada o zona de calentamiento, lo que permite no solamente enfriar más o menos eficazmente esta zona sino también lubricarla con el fin de mejorar la duración de la vida de servicio de la herramienta de mecanizado, mejorar la precisión dimensional y/o disminuir la rugosidad de superficie del objeto mecanizado.
Por compuesto refrigerante y/o lubricante, se entiende cualquier cuerpo que permita enfriar y eventualmente lubricar las piezas o elementos en contacto, es decir material y herramienta, y así disminuir la temperatura de las piezas o elementos considerados, por ejemplo el agua o el vapor de agua, los aceites, un gas â?
La disminución de temperatura generada por el contacto con el compuesto refrigerante permite también mejorar los parámetros de mecanizado y así aumentar la productividad global de la operación de mecanizado.
Sin embargo, se considera que los compuestos refrigerantes y/o lubricantes clásicos no son bastante eficaces para poder enfriar eficazmente ciertos materiales duros, tal como por ejemplo el acero inoxidable con elevadas velocidades de mecanizado, durante su mecanizado porque el calor producido por los rozamientos de la herramienta con estos materiales duros es demasiado elevado para ser absorbido eficazmente por estos compuestos clásicos.
Resulta entonces una duración de la vida de servicio de la herramienta muy reducida, incluso defectos de mecanizado causados por un aumento excesivo de la temperatura del material.
Además, para ciertas aplicaciones, tales como el mecanizado de piezas utilizadas en el ámbito médico, hay que proscribir cualquier lubricante químico a causa de problemas de contaminación de superficie.
Finalmente, por razones medioambientales, los lubricantes químicos son cada vez menos utilizados.
Una alternativa a la utilización de lubricantes químicos es el mecanizado en seco. Sin embargo, la mala evacuación de las calorías generadas impide el mecanizado en seco a grandes cadencias.
Por otra parte, por el documento EP-A-35145 se ha propuesto utilizar una mezcla formada de CO2 líquido y de un lubricante químico, durante un mecanizado. Sin embargo, tal mezcla no es muy práctica de utilizar.
De manera similar, el documento US-A-3971114 ha propuesto utilizar freón 12 como gas de enfriamiento. Esta solución no es ideal porque, en este caso también, la capacidad de enfriamiento del freón es limitada y por otra parte, el freón es susceptible de plantear problemas medioambientales.
El documento EP-A-1580284 propone a su vez utilizar argón líquido o helio líquido, de manera alternativa al CO2 líquido, como fluido lubricante y refrigerante durante un mecanizado. Ahora bien, se comprende inmediatamente que tal solución no es viable o entonces está muy limitada en el plano industrial debido a las servidumbres importantes de coste que la misma genera, así como a las dificultades de puesta en práctica que ésta puede generar, especialmente en caso de uso de helio líquido.
Además, por el documento EP-A-1580284 e igualmente por los documentos WO-A-9960079, EP-A-2155451 y EP-A1775064, se ha propuesto también utilizar nitrógeno líquido a la presión atmosférica como fluido lubricante y refrigerante durante un mecanizado.
En efecto, a la presión atmosférica, el nitrógeno líquido está aproximadamente a -196 º C y su aportación frigorífica es destacable, lo que de hecho es una solución netamente mejor que los otros gases propuestos.
A título de ejemplo, la duración de la vida de servicio de una herramienta de corte revestida de carburo de tungsteno utilizada para cortar el acero inoxidable a una velocidad de 100 m/min será 3 a 4 veces mayor si se utiliza nitrógeno líquido a la presión atmosférica en lugar de un lubricante estándar, tal como el agua o el aceite.
Sin embargo, el nitrógeno líquido es conocido por crear una capa de calefacción cuando éste entra en contacto con una pieza más caliente que él, es decir a una temperatura superior a -196 º C. Cuanto más caliente esté la pieza, mas importante es la capa de calefacción.
Este punto es particularmente notable durante una operación de mecanizado mecánico porque la diferencia de temperatura entre el nitrógeno líquido y la pieza que hay que mecanizar puede llegar a ser, por ejemplo, de 500 º C a 1000 º C.
Esta capa de calefacción está constituida de nitrógeno gaseoso, el cual forma entre el nitrógeno líquido y la pieza que hay que mecanizar, una barrera térmica gaseosa que limita la aportación de frigorías que provienen del nitrógeno líquido.
Ahora bien, esta menor aportación frigorífica limita la evacuación de calorías producidas por el mecanizado y de hecho limita la productividad global porque el enfriamiento y/o la lubricación serán entonces menos eficaces.
Se comprende por tanto que el mecanizado de nitrógeno líquido no es ideal debido a la existencia de esta capa de calefacción.
Por otra parte, los documentos EP-A-1044762 y WO-A-2006/065869 divulgan CO2 sólido mezclado con el nitrógeno en forma gaseosa.
Además, el documento EP-A-1580284 concierne a un procedimiento de mejorar la superficie de trabajo de una herramienta durante su puesta en forma por inyección de nitrógeno líquido en la superficie de la herramienta.
El problema es entonces poder mejorar el enfriamiento por nitrógeno líquido durante una operación de mecanizado de un material, en particular la perforación o el corte de un material duro, tal como el acero al carbono, el acero inoxidable, el aluminio y sus aleaciones, o una aleación a base de cromo y/o de níquel, o de titanioâ?
La solución propuesta es un procedimiento de mecanizado de una pieza que hay que mecanizar con una herramienta de mecanizado, en el cual se enfría al menos una parte de la zona de mecanizado susceptible de calentarse durante el mecanizado de la pieza o de la herramienta de mecanizado distribuyendo nitrógeno líquido a nivel de la citada zona de mecanizado o de la herramienta, caracterizado por que se distribuyen además partículas de CO2 en forma sólida en la zona de mecanizado, siendo mezcladas las partículas de CO2 en forma sólida con el nitrógeno líquido.
En otras palabras, de acuerdo con la invención, se propone realizar un enfriamiento de la zona de mecanizado y/o de la herramienta de mecanizado, es decir de los elementos que se calientan durante el mecanizado propiamente dicho, gracias al envío en contacto con la zona de mecanizado y eventualmente de la propia herramienta, de partículas sólidas mezcladas con un fluido criogénico en estado líquido, es decir el nitrógeno líquido, que típicamente está a una temperatura del orden de -196 º C, de manera que se rompa toda o parte de la capa de calefacción susceptible de formarse por vaporización del nitrógeno líquido en nitrógeno gaseoso en contacto con los elementos calientes, y así mejorar notablemente el enfriamiento y/o la lubricación de la zona de mecanizado con respecto a una utilización de nitrógeno líquido solo.
Hay que observar que en el marco de la invención:
- el término " distribuir " es considerado como totalmente equivalente a los términos " inyectar ", " enviar " o " facilitar ".
- los términos " zona de mecanizado " y de " zona de calentamiento "son utilizados indiferentemente uno de otro para designar la región de la pieza que hay que mecanizar que es susceptible de ser calentada debido al mecanizado propiamente dicho.
- el nitrógeno líquido es nitrógeno (designación química : N2) en estado licuado, es decir a una temperatura típicamente del orden de -190 º C a â?" 200 º C, en particular a -196 º C a la presión atmosférica (1 atm) . La pureza del nitrógeno líquido es típicamente... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de mecanizado de una pieza (2) que hay que mecanizar con una herramienta de mecanizado (1) , en el cual se enfría al menos una parte de la zona de mecanizado (5) susceptible de calentarse durante el mecanizado de la pieza (2) o de la herramienta de mecanizado (1) distribuyendo nitrógeno líquido a nivel de la citada zona de mecanizado (5) y/o de la herramienta (1) , caracterizado por que se distribuyen además partículas de CO2 en forma sólida, al menos en la zona de mecanizado (5) , siendo mezcladas las partículas de CO2 en forma sólida con el nitrógeno líquido.
2. Procedimiento de acuerdo con la reivindicación precedente, caracterizado por que se distribuye un choro de enfriamiento formado de nitrógeno líquido y el 10% al 70% en masa de partículas de CO2 en forma sólida.
4. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que se realiza la mezcla de nitrógeno líquido y de partículas sólidas en el lugar, simultáneamente o justo antes de su distribución. 6. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el mecanizado es una perforación, un recorte, un fresado o un torneado. 7. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que la pieza (2) que 20 hay que mecanizar está formada de un material metálico, plástico, compuesto o cerámico. 8. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que la pieza que hay que mecanizar (2) está formada de un material metálico elegido entre el acero al carbono, el aluminio y sus aleaciones, el acero inoxidable, las aleaciones de níquel y/o de cromo, y el titanio y las aleaciones de titanio. 3. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el chorro de enfriamiento formado de nitrógeno líquido y de partículas sólidas está a una presión comprendida entre 1 bar y 400 bares.
5. Procedimiento de acuerdo con una de las reivindicaciones precedentes, caracterizado por que el nitrógeno líquido y las partículas sólidas son distribuidos por una o varias boquillas (3, 4) de distribución.
Patentes similares o relacionadas:
Dispositivo de roscado en un torno controlado numéricamente, del 10 de Junio de 2020, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Un dispositivo de roscado de pieza que comprende: - un ensamblaje de soporte que tiene un cuerpo interno accionado rotativamente […]
Método para suministrar aceite de corte, del 13 de Mayo de 2020, de MATSUURA MACHINERY CORPORATION: Un método para suministrar aceite de corte que adopta los siguientes procesos en una máquina herramienta de corte de piezas de trabajo: 1: retención […]
 Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Sistema de estanqueidad para portaherramientas, del 23 de Octubre de 2019, de Mitis: Sistema de estanqueidad para un portaherramientas de máquina de mecanizado axial o de fresado asistido por un fluido, que comprende: - al menos […]
 Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
 Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Máquina limpiadora de telas de filtros de taladrina de automoción, del 29 de Marzo de 2019, de VIDAL PEDROS, Juan Bautista: Máquina limpiadora de telas de filtros de taladrina de automoción, compuesta por un conjunto de cepillos y espátulas metálicas, dispuestos tal y como se muestra en […]
Herramienta de corte con sistema de suministro de fluido interno, del 2 de Mayo de 2018, de ISCAR LTD.: Herramienta de corte que tiene un sistema de suministro de fluido, que comprende un cuerpo de herramienta y un cabezal de […]