Herramienta de soldadura por fricción-agitación.
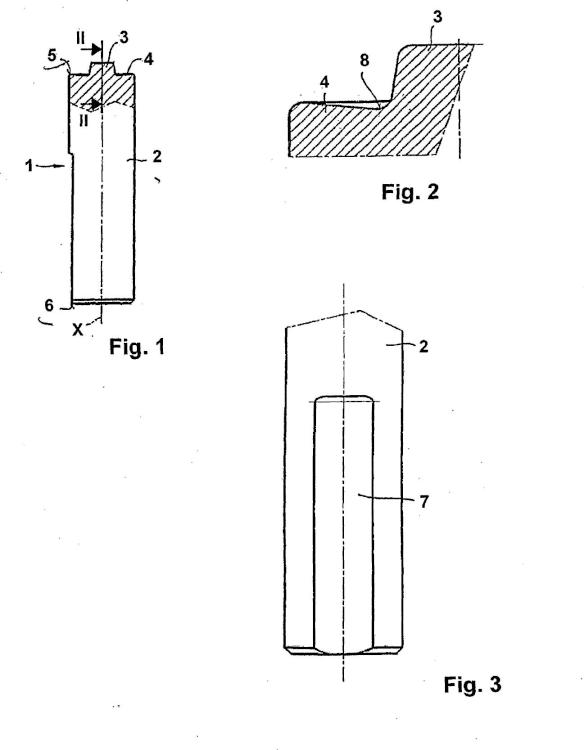
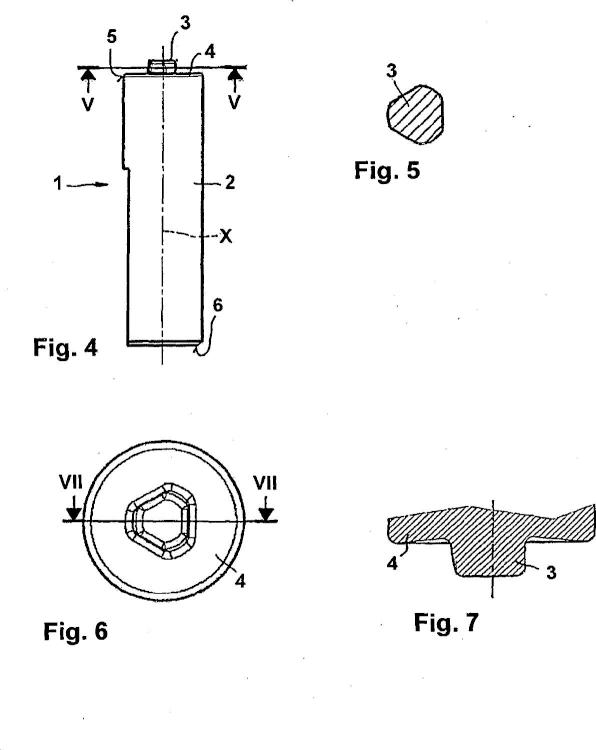
Herramienta de soldadura por fricción-agitación (1) con un árbol esencialmente cilíndrico (2),
que en un extremo (5) partiendo de una región de reborde (4) del árbol (2) presenta un resalte sobresaliente (3) de diámetro reducido, en la que la herramienta de soldadura por fricción-agitación (1) presenta al menos en la región del resalte (3) y en la región de reborde (4) de un metal duro que contiene del 80 por ciento en peso al 98 por ciento en peso de carburo de wolframio, caracterizada por que el carburo de wolframio está formado de un tamaño de grano promedio de más de 2 μm y hasta el 20 por ciento en peso de cobalto así como opcionalmente en total hasta el 18 por ciento en peso de carburo de titanio, carburo de tantalio, carburo de niobio y/o carburos mixtos de los mismos, y la herramienta de soldadura por fricción-agitación (1) presenta al menos en una de dichas regiones un recubrimiento de una o varias capas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2008/000395.
Solicitante: BOEHLERIT GMBH & CO. KG.
Nacionalidad solicitante: Austria.
Dirección: DEUCHENDORF - WERK VI 8605 KAPFENBERG AUSTRIA.
Inventor/es: KOLBECK, CHRISTIAN, DR., PITONAK, REINHARD, WEISSENBACHER,Ronald.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K20/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
PDF original: ES-2532121_T3.pdf
Fragmento de la descripción:
Herramienta de soldadura por fricción-agitación La invención se refiere a una herramienta de soldadura por fricción-agitación según el preámbulo de la reivindicación 1.
El documento WO 2005/113173 A1 describe una herramienta de soldadura por fricción-agitación con un árbol cilíndrico y un resalte sobresaliente de diámetro reducido.
La soldadura por fricción-agitación es un procedimiento de soldadura conocido desde hace aproximadamente dos décadas, en el que una herramienta del tipo mencionado al principio que se apoya con el extremo de lado de resalte en piezas de trabajo que deben unirse y se hace rotar. Mediante la rotación del resalte y de la región de reborde adyacente o el calor de fricción generado por ello se calientan los materiales de las piezas de trabajo que deben unirse y se convierten en pastosos. En cuanto los materiales de las piezas de trabajo que deben unirse son suficientemente pastosos, el resalte se encarga de producir un mezclado íntimo de los materiales de las piezas de trabajo que deben unirse en la región de unión. Luego, cuando se deja que las piezas de trabajo se enfríen en la región de la zona de acción del resalte, se genera un punto de soldadura mejorado en comparación con los procedimientos de soldadura convencionales, que puede estar en particular libre de poros y/o texturas no deseadas.
Aunque es todavía un desarrollo tecnológico reciente, la soldadura por fricción-agitación ya se utiliza en muchos campos de aplicación, sobre todo para soldar piezas de trabajo hechas a partir de materiales de bajo punto de fusión, por ejemplo aleaciones de aluminio.
Recientemente también se está intentando extrapolar las ventajas obtenidas con una soldadura por fricción-agitación a la soldadura de materiales de mayor punto de fusión, por ejemplo acero. Sin embargo, hasta el momento existe un problema que consiste en que las herramientas de soldadura por fricción-agitación utilizadas a menudo se deforman a las elevadas temperaturas de soldadura. Por lo demás, en el proceso de soldadura también puede producirse un desprendimiento o una rotura del resalte o saliente del árbol o romperse el propio árbol.
El objetivo de la invención es indicar una herramienta de soldadura por fricción-agitación mejorada para soldar acero.
Este objetivo se soluciona en una herramienta de soldadura por fricción-agitación del tipo mencionado al principio, cuando la herramienta de soldadura por fricción-agitación está formada al menos en la región del resalte y en la región de reborde de un metal duro que contiene del 80 por ciento en peso al 98 por ciento en peso de carburo de wolframio con un tamaño de grano promedio de más de 1 ï?m y hasta el 20 por ciento en peso de cobalto, así como opcionalmente en total hasta el 18 por ciento en peso de carburo de titanio, carburo de tantalio, carburo de niobio y/o carburos mixtos de los mismos, y presenta al menos en una de dichas regiones un recubrimiento de una o varias capas, estando formada en particular al menos una capa preferiblemente en su mayoría de nitruro de aluminio y titanio o nitruro de aluminio y cromo.
Puede considerarse que las ventajas obtenidas con la invención son en particular que, debido a los porcentajes en peso previstos de carburo de wolframio o cobalto, la herramienta de soldadura por fricción-agitación presenta un sustrato, que por un lado es menos propenso a roturas, pero por otro lado tampoco es tan blando como para que durante su utilización o uso se produzcan deformaciones de la herramienta. En relación con esto, parece que también es esencial un tamaño de grano promedio previsto del carburo de wolframio en la pieza en bruto de herramienta sinterizada de más de 2 ï?m. Tal como han mostrado estudios, de manera interesante, tamaños de grano promedio menores no conducen al resultado deseado. Se cree que en caso de un grano más fino, la conductividad térmica necesaria del árbol es demasiado reducida. En comparación con las soluciones conocidas a base de wolframio/renio, puede considerarse que una ventaja adicional es que en una herramienta de soldadura por fricción-agitación según la invención no se observó, o sólo en un grado reducido, una tendencia a la adhesión de los materiales que van a soldarse, por ejemplo acero.
En relación con el sustrato duro, pero no obstante tenaz, el recubrimiento previsto proporciona una larga vida útil de la herramienta de soldadura por fricción-agitación en el caso de la soldadura de acero. A este respecto se cree que las capas previstas, por ejemplo de nitruro de aluminio y titanio o nitruro de aluminio y cromo, sobre todo en la región del canto de reborde sirven como barreras térmicas y en particular en la región de reborde posterior como protección frente al desgaste y por consiguiente contrarrestan tanto un calentamiento y una deformación no deseados de la herramienta de soldadura por fricción-agitación como un desgaste. Para, en caso de una dureza elevada, mantener reducida una propensión a la rotura y al mismo tiempo evitar en la medida de lo posible una deformación de la herramienta de soldadura por fricción-agitación durante su uso, puede estar previsto convenientemente que el metal duro contenga del 2 por ciento en peso al 15 por ciento en peso de cobalto.
Por lo demás, es favorable que el metal duro esté compuesto por carburo de wolframio y del 2 por ciento en peso al 12 por ciento en peso, preferiblemente del 3 por ciento en peso al 9 por ciento en peso, de cobalto, y concretamente por los motivos mencionados anteriormente. Es especialmente favorable limitar el contenido en cobalto a como máximo el 9 por ciento en peso, dado que el cobalto a temperaturas de más de 1000º C puede contribuir mediante
difusión al interior del recubrimiento a su destrucción, lo que se promueve mediante contenidos en cobalto mayores. Un contenido mínimo en cobalto es necesario para una tenacidad deseada, recomendándose en relación con esto excluir carburos adicionales (aparte de las impurezas condicionadas por la producción) tales como carburo de titanio y/o carburo de tantalio y/o carburo de niobio así como carburos mixtos, dado que éstos pueden tener un efecto de fragilización.
Con respecto a una vida útil de la herramienta, se prefiere especialmente que el tamaño de grano promedio del carburo de wolframio sea lo más grande posible y ascienda a más de 2, 5 ï?m, en particular de 2, 5 ï?m a 8, 5 ï?m.
Para la producción del recubrimiento previsto pueden usarse tanto procedimientos de CVD como procedimientos de PVD. Ha dado buen resultado producir el recubrimiento mediante un procedimiento de PVD. El motivo de esto radica en que con los aparatos de recubrimiento habituales, en un procedimiento de CVD no es posible un recubrimiento parcial de la herramienta de soldadura por fricción-agitación. Por el contrario, con un procedimiento de PVD puede tener lugar un recubrimiento parcial, en particular sólo en la región del resalte, en la región de reborde así como en todo caso a lo largo de una longitud de aproximadamente 10 mm en aquella región del árbol que sigue a la región de reborde. Este recubrimiento parcial es deseado en el sentido de que el árbol debe emitir calor de una manera fundamentalmente buena y que únicamente en aquella región en la que está expuesto a las máximas temperaturas, es decir en la región del resalte, del reborde y la región que sigue a la misma del árbol, debe estar dotada de un recubrimiento o capa de recubrimiento que sirve como barrera térmica y protección frente al desgaste.
Como recubrimientos se utilizan preferiblemente aquéllos de o con al menos una capa, que contiene en su mayoría nitruro de aluminio y titanio o nitruro de aluminio y cromo. En una capa de este tipo, el porcentaje de nitruro de aluminio es mayor que el porcentaje de nitruro de titanio o nitruro de cromo. Según el tipo de la capa, ésta puede presentar fases adicionales.
Para garantiza la resistencia térmica y resistencia al desgaste necesarias, el recubrimiento se realiza con un grosor de capa de la capa que contiene en su mayoría nitruro de aluminio y titanio o nitruro de aluminio y cromo de desde 0, 5 ï?m hasta 8 ï?m.
Bajo los recubrimientos han demostrado ser especialmente preferibles recubrimientos nanoestructurados con al menos una capa de nitruro de aluminio y titanio y nitruro de silicio o nitruro de aluminio y cromo y nitruro de silicio. Tales recubrimientos son en sí conocidos y pueden presentar una red porosa de ï?¡-Si3N4 con un grosor de pared de la red de menos de 2 nanómetros. En los poros está distribuido nitruro de aluminio y titanio y/o nitruro de aluminio y cromo con un tamaño de grano de menos de 20 nanómetros.
Se prefiere especialmente,... [Seguir leyendo]
Reivindicaciones:
1. Herramienta de soldadura por fricción-agitación (1) con un árbol esencialmente cilíndrico (2) , que en un extremo (5) partiendo de una región de reborde (4) del árbol (2) presenta un resalte sobresaliente (3) de diámetro reducido, en la que la herramienta de soldadura por fricción-agitación (1) presenta al menos en la región del resalte (3) y en la región de reborde (4) de un metal duro que contiene del 80 por ciento en peso al 98 por ciento en peso de carburo de wolframio, caracterizada por que el carburo de wolframio está formado de un tamaño de grano promedio de más de 2 ï?m y hasta el 20 por ciento en peso de cobalto así como opcionalmente en total hasta el 18 por ciento en peso de carburo de titanio, carburo de tantalio, carburo de niobio y/o carburos mixtos de los mismos, y la herramienta de soldadura por fricción-agitación (1) presenta al menos en una de dichas regiones un recubrimiento de una o varias capas.
2. Herramienta de soldadura por fricción-agitación (1) según la reivindicación 1, caracterizada por que el metal duro contiene del 2 por ciento en peso al 15 por ciento en peso de cobalto.
3. Herramienta de soldadura por fricción-agitación (1) según la reivindicación 1 o 2, caracterizada por que el
metal duro está compuesto por carburo de wolframio y del 2 por ciento en peso al 12 por ciento en peso, 15 preferiblemente del 3 por ciento en peso al 9 por ciento en peso, de cobalto.
4. Herramienta de soldadura por fricción-agitación (1) según una de las reivindicaciones 1 a 3, caracterizada por que el tamaño de grano promedio del carburo de wolframio asciende a más de 2, 5 ï?m, en particular de 2, 5 ï?m a 8, 5 ï?m.
5. Herramienta de soldadura por fricción-agitación (1) según una de las reivindicaciones 1 a 4, caracterizada 20 por que el recubrimiento es un recubrimiento de PVD.
6. Herramienta de soldadura por fricción-agitación (1) según una de las reivindicaciones 1 a 5, caracterizada por que el recubrimiento presenta al menos una capa, que contiene en su mayoría nitruro de aluminio y titanio o nitruro de aluminio y cromo.
7. Herramienta de soldadura por fricción-agitación (1) según la reivindicación 6, caracterizada por que el
grosor de capa de la capa que contiene en su mayoría nitruro de aluminio y titanio o nitruro de aluminio y cromo asciende a de 0, 5 ï?m a 8 ï?m.
8. Herramienta de soldadura por fricción-agitación (1) según la reivindicación 6 o 7, caracterizada por que la capa es una capa nanoestructurada de nitruro de aluminio y titanio y nitruro de silicio o nitruro de aluminio y cromo y nitruro de silicio.
9. Herramienta de soldadura por fricción-agitación (1) según una de las reivindicaciones 1 a 8, caracterizada por que la capa más externa del recubrimiento es una capa, que contiene en su mayoría nitruro de aluminio y titanio o nitruro de aluminio y cromo.
10. Herramienta de soldadura por fricción-agitación (1) según una de las reivindicaciones 1 a 9, caracterizada por que el resalte (3) está formado de manera esencialmente cilíndrica.
11. Herramienta de soldadura por fricción-agitación (1) según una de las reivindicaciones 1 a 10, caracterizada por que el resalte (3) está dispuesto sobre un eje (X) del árbol (2) .
Patentes similares o relacionadas:
Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, del 8 de Julio de 2020, de EJOT GMBH & CO. KG: Procedimiento para la producción de una unión de soldadura por fricción para la unión de, como mínimo, dos componentes de tipo placa, […]
Cabezal de soldadura por fricción agitación con unos órganos de acoplamiento y por lo menos un elemento elástico, del 8 de Abril de 2020, de Ecole Normale Superieure De Rennes: Cabezal de soldadura por fricción agitación, destinado a ser fijado sobre una máquina para realizar una soldadura por fricción agitación […]
Aleación resistente al calor y método de fabricación de la misma, del 26 de Febrero de 2020, de A.L.M.T. CORP: Una aleación resistente al calor caracterizada por consistir en una primera fase que es una fase de metal de W, una segunda fase de Mo5SiB2, y una tercera fase de carbonitruro […]
Aparato y método de soldadura por fricción, del 5 de Febrero de 2020, de THE BOEING COMPANY: Un aparato de soldadura por fricción que comprende: un alojamiento de husillo ; una herramienta de pasador concéntrica con un eje […]
Dispositivo de soldadura por presión y procedimiento de soldadura por presión, del 1 de Enero de 2020, de KUKA Deutschland GmbH: Dispositivo de soldadura por presión con un dispositivo de plastificación y un dispositivo de recalcado así como también alojamientos para componentes […]
Método para unir dos piezas mediante soldadura por fricción-agitación, del 20 de Noviembre de 2019, de RUAG Aerospace Structures GmbH: Un método para unir dos piezas mediante soldadura por fricción-agitación, comprendiendo el método las etapas de: proporcionar una primera […]
Procedimiento para fabricar un elemento de conexión eléctrico, del 13 de Noviembre de 2019, de AUTO-KABEL MANAGEMENT GMBH: Procedimiento para fabricar un elemento de conexión eléctrico , que comnprende - proporcionar una primera pieza plana de un sustrato […]
Dispositivo para la unión de componentes, especialmente mediante perforación directa, en especial perforación de agujeros de flujo o mediante soldadura por fricción, así como procedimiento para la unión de componentes, especialmente mediante atornillado directo o soldadura por fricción, del 30 de Octubre de 2019, de DEPRAG Schulz GmbH u. Co: Dispositivo para la unión de componentes , especialmente mediante perforación directa, en especial perforación de agujeros de flujo, o también mediante soldadura […]