Procedimiento para establecer una unión con clavos, así como clavo para ello.
Procedimiento para establecer una unión entre dos piezas constructivas (2,
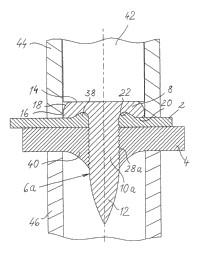
4) en una región de ensamblaje mediante un clavo (6a-i), que presenta una cabeza de clavo (8; 8f; 8g; 8h) con una ranura anular (22, 22h) prevista en el lado inferior de cabeza, un vástago de clavo (10a-i) y una punta de clavo (12; 12i), en cuyo procedimiento el clavo se introduce a la fuerza axialmente mediante un aparato de inserción a alta velocidad en las piezas constructivas, fundamentalmente sin giro, de tal modo que la punta de clavo atraviesa la pieza constructiva (2) en el lado de la cabeza de clavo y penetra en la pieza constructiva (4) no preperforada en la región de ensamblaje alejada de la cabeza de clavo (4) y aquí se produce en la pieza constructiva (2) en el lado de la cabeza de clavo una deformación de material, que sobresale en la ranura anular de la cabeza de clavo, caracterizado porque el proceso de introducción a la fuerza se produce de tal modo que en la pieza constructiva (2), en el lado de la cabeza de clavo, no preperforada en la región de ensamblaje se produce un abocinamiento de material (38, 38h) en forma de reborde, que forma la deformación de material que sobresale de la ranura anular de la cabeza de clavo, y la punta de clavo sale hacia fuera de la pieza constructiva (4) alejada de la cabeza de clavo, atravesando por completo ambas piezas constructivas, y en la pieza constructiva (4) alejada de la cabeza de clavo se produce un abocinamiento de material (40) en forma de cráter, que sobresale en la dirección alejada de la cabeza de clavo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/000339.
Solicitante: BOLLHOFF VERBINDUNGSTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Archimedesstr. 1-4 33649 Bielefeld ALEMANIA.
Inventor/es: DRAHT,TORSTEN, MESCHUT,GERSON.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16B19/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 19/00 Bulones sin rosca; Pasadores incluyendo aquellos que se deforman (en ensambladuras atornilladas F16B 29/00 ); Remaches (medios para impedir que se salgan F16B 21/00). › Bulones, clavijas o piezas similares que se clavan por disparo en construcciones de hormigón, paredes metálicas o análogas por medio de herramientas de clavar que funcionan por detonación (herramientas para este uso B25C, B27F).
- F16B5/06 F16B […] › F16B 5/00 Unión de hojas o placas bien sea entre ellas, o bien a bandas o barras paralelas a ellas (por pegado F16B 11/00; uniones por clavijas F16B 13/00; pasadores incluyendo elementos deformables F16B 19/00; revestimientos de las paredes E04F 13/00; fijación de las placas, carteles, tableros o paneles a estructuras de soporte, fijación de elementos fácilmente separables p. ej. letras a las placas, carteles, tableros o paneles, G09F 7/00). › por gatos mecánicos o clips (sujeciones de presión por fricción que se pueden soltar F16B 2/00).
PDF original: ES-2329631_T3.pdf
Fragmento de la descripción:
Procedimiento para establecer una unión con clavos, así como clavo para ello.
La presente invención se refiere a un procedimiento para establecer una unión con clavos entre dos piezas constructivas, por medio de un clavo que es introducido a la fuerza en las piezas constructivas a elevada velocidad mediante un aparato de inserción, así como a un clavo para ello.
Este procedimiento, conocido también bajo el término "inserción de pernos", es un procedimiento de ensamblaje mediante técnica de embutición, en el que el clavo (perno) se introduce a la fuerza a alta velocidad en las piezas constructivas a ensamblar. Tiene la ventaja de que en general es suficiente una accesibilidad unilateral de la región de ensamblaje y con frecuencia pueden evitarse operaciones de preperforado. La inserción de pernos se aplica ya en muchos campos como procedimiento de ensamblaje fiable como construcción de acero, construcción de fachadas, construcción metálica, construcción naval y la industria de la construcción.
De los documentos DE 1 575 152, 1 940 447 y 1 500 770 se conocen por ejemplo clavos (pernos de inserción) , que se introducen a la fuerza mediante aparatos de inserción en forma de cartuchos que funcionan mediante la fuerza de la pólvora en acero, hierro de construcción, chapa y materiales metálicos similares. Un clavo de este tipo se compone normalmente de una cabeza de clavo, vástago de clavo y una punta de clavo ogival, en donde el vástago puede estar dotado de un perfilado superficial en forma de rebordeados en cruz o flecha, acanaladuras que discurren helicoidalmente, etc.
Del documento DE-GM 72 26 710 se conocen un procedimiento según el preámbulo de la reivindicación 1 y un clavo (perno) con una cabeza plana, un vástago cilíndrico y una punta de clavo ogival, que sirve para fijar chapas a una pieza metálica con un grosor mayor que el de la chapa. El clavo se fija por impacto en la pieza metálica atravesando la chapa. En la cabeza y/o en el vástago del clavo está previsto un rebajo para alojar el material que brota hacia fuera de la pieza metálica durante la fijación por impacto en la misma. Conforme a una forma de ejecución de este documento, el rebajo está previsto en el lado inferior de la cabeza de clavo, de tal modo que el borde de la chapa que circunda el orificio pre-practicado se dobla hacia arriba desde el material desplazado hasta el rebajo. La pieza metálica, cuyo grosor es claramente mayor que la longitud del clavo, abraza por completo la punta del clavo. El procedimiento hecho patente en este documento sirve sobre todo para fijar placas de características a máquinas. Para fijar chapas a perfiles extruidos con sección transversal cerrada o a piezas constructivas conformadas interiormente bajo alta presión, como se requiere por ejemplo en la construcción de automóviles, no es apropiado este procedimiento de ensam-blaje.
Un procedimiento de ensamblaje apropiado para esta finalidad aplicativa es por ejemplo el llamado atornillado directo, llamado también "Flow Drilling Screw (FDS". En el caso de este procedimiento (véanse p.ej. los documentos DE 102 48 427 A1, DE 39 22 684 A1, DE 39 09 725 C1 y DE 196 37 969 C2) se utiliza un tornillo que presenta una cabeza de tornillo plana, un vástago de tornillo dotado de rosca y una punta de tornillo. El tornillo se coloca primero con un elevado número de revoluciones y una fuerza de apriete correspondiente sobre las piezas constructivas a ensamblar. El calor de fricción que se produce aquí plastifica el material de la pieza de ensamblaje a embutir. Aquí se forman suplementos en forma de cráter o reborde en contra de y en la dirección de avance, en los que la rosca de tornillo extrae asurcando una contra-rosca. Una vez que el tornillo ha atravesado las piezas constructivas y la cabeza de tornillo se ha asentado sobre la pieza constructiva superior, se da por finalizado el proceso de atorni-llado.
La presente invención se ha impuesto la misión de crear un procedimiento para establecer una unión entre dos piezas constructivas mediante un clavo introducido a la fuerza a velocidad elevada, así como crear un clavo para ello que pueda insertarse sólo con una accesibilidad unilateral de las piezas constructivas, no exija un preperforado de las piezas constructivas, haga posible un proceso de ensamblaje extremadamente sencillo y sobre todo corto sin movimiento giratorio del clavo y, a pesar de ello, conduzca a una elevada calidad de unión.
El procedimiento conforme a la invención para resolver esta misión se define en la reivindicación 1. Un clavo utilizable para este procedimiento se define en la reivindicación 32.
En el caso del procedimiento conforme a la invención se utiliza un clavo que presenta una cabeza de clavo con una ranura anular prevista en el lado inferior de la cabeza, un vástago de clavo y una punta de clavo. El clavo se introduce axialmente a la fuerza mediante un aparato de inserción a alta velocidad en las piezas constructivas, no preperforadas en la región de ensamblaje, fundamentalmente sin giro, de tal modo que la punta de clavo sale más allá de la pieza constructiva alejada de la cabeza de clavo, atravesando por completo ambas piezas constructivas, y en la pieza constructiva en el lado de la cabeza de clavo se forma un abocinamiento de material en forma de reborde, que sobresale en la ranura anular de la cabeza de clavo, así como se forma en la pieza constructiva alejada de la cabeza de clavo un abocinamiento de material en forma de cráter, que sobresale en la dirección alejada de la cabeza de clavo.
El volumen de la ranura anular se corresponde de forma preferida fundamentalmente con el volumen del abocinamiento de material de la pieza constructiva en el lado de la cabeza de clavo, de tal modo que la ranura anular queda rellenada por completo por el abocinamiento de material.
El vástago de clavo, que puede estar configurado cilíndricamente o también convergente o divergente en dirección a la cabeza de clavo, está dotado de forma preferida de un perfilado superficial que se rellena con material desplazado durante el proceso de ensamblaje.
Las piezas constructivas pueden estar compuestas de acero, aluminio, magnesio o material sintético con o sin porcentaje de fibras. El clavo se fabrica de forma preferida con acero, en especial con acero enriquecido, pero también puede estar fabricado con aluminio, magnesio, latón, cerámica o material sintético reforzado con fibras.
El procedimiento conforme a la invención destaca por una gran sencillez y un tiempo de ensamblaje extremadamente reducido, ya que no es necesario un preperforado de las piezas constructivas y el clave se introduce a la fuerza sin movimiento giratorio en un único proceso de ensamblaje, a alta velocidad, en y a través de ambas piezas constructivas. Como ha quedado demostrado mediante ensayos, la unión establecida de este modo entre las dos piezas constructivas destaca por una elevada calidad de unión. Otra ventaja del procedimiento conforme a la invención consiste en que no es necesaria una accesibilidad por ambos lados de la región de ensamblaje, en el caso de una ejecución suficientemente rígida de la pieza constructiva alejada de la cabeza de clavo.
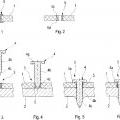
En el caso de otra forma de ejecución del procedimiento conforme a la invención se utiliza un clavo en forma de un perno de grapado, que presenta una cabeza de clavo con una ranura anular prevista en el lado inferior de cabeza, un vástago de clavo con un perfilado en diente de sierra y una punta de clavo. El clavo se introduce a la fuerza axialmente con un aparato de inserción en las piezas constructivas no preperforadas en la región de ensamblaje, fundamentalmente sin giro, de tal modo que la punta de clavo atraviesa la pieza constructiva en el lado de la cabeza de clavo y penetra en la pieza constructiva alejada de la cabeza de clavo y que en la pieza constructiva en el lado de la cabeza de clavo se forma un abocinamiento de material en forma de reborde, que sobresale en la dirección alejada de la cabeza de clavo. El perfilado en diente de sierra está dirigido de forma preferida de tal modo, que cada diente de sierra se estrecha hacia la punta de clavo.
Con esta forma de ejecución de la invención puede "graparse" una pieza constructiva relativamente estrecha sobre una pieza constructiva relativamente gruesa mediante un perno de grapado de dimensiones mínimas, para por ejemplo dejar revenir una capa de material sintético existente entre las dos piezas constructivas. Aquí es posible una penetración completa o también solo parcial de la pieza constructiva alejada de la cabeza de clavo.
De las reivindicaciones subordinadas se deducen configuraciones y perfeccionamientos ventajosos de la invención.
Con base en los dibujos se... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para establecer una unión entre dos piezas constructivas (2, 4) en una región de ensamblaje mediante un clavo (6a-i) , que presenta una cabeza de clavo (8; 8f; 8g; 8h) con una ranura anular (22, 22h) prevista en el lado inferior de cabeza, un vástago de clavo (10a-i) y una punta de clavo (12; 12i) , en cuyo procedimiento el clavo se introduce a la fuerza axialmente mediante un aparato de inserción a alta velocidad en las piezas constructivas, fundamentalmente sin giro, de tal modo que la punta de clavo atraviesa la pieza constructiva (2) en el lado de la cabeza de clavo y penetra en la pieza constructiva (4) no preperforada en la región de ensamblaje alejada de la cabeza de clavo (4) y aquí se produce en la pieza constructiva (2) en el lado de la cabeza de clavo una deformación de material, que sobresale en la ranura anular de la cabeza de clavo, caracterizado porque el proceso de introducción a la fuerza se produce de tal modo que en la pieza constructiva (2) , en el lado de la cabeza de clavo, no preperforada en la región de ensamblaje se produce un abocinamiento de material (38, 38h) en forma de reborde, que forma la deformación de material que sobresale de la ranura anular de la cabeza de clavo, y la punta de clavo sale hacia fuera de la pieza constructiva (4) alejada de la cabeza de clavo, atravesando por completo ambas piezas constructivas, y en la pieza constructiva (4) alejada de la cabeza de clavo se produce un abocinamiento de material (40) en forma de cráter, que sobresale en la dirección alejada de la cabeza de clavo.
2. Procedimiento según la reivindicación 1, caracterizado porque el volumen de la ranura anular (22) se corresponde fundamentalmente con el volumen del abocinamiento de material (38) de la pieza constructiva (2) en el lado de la cabeza de clavo.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la ranura anular (22) tiene una superficie (24) redondeada, de forma adyacente al vástago de clavo (10a-f) , que se transforma en una superficie cónica (26) .
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el vástago de clavo (10a, b, e, f) está configurado fundamentalmente de forma cilíndrica.
5. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el vástago de clavo (10c) está configurado convergente en dirección a la cabeza de clavo (8) .
6. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el vástago de clavo (10d) está configurado divergente en dirección a la cabeza de clavo (8) .
7. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el vástago de clavo (10a-f) está dotada de un perfilado superficial (28a-f) , que se llena de material desplazado al establecer la unión.
8. Procedimiento según la reivindicación 7, caracterizado porque el perfilado superficial (28a-f) está dispuesto en una región del vástago de clavo (10a-f) , que está situada en la unión terminada dentro de la pieza constructiva (4) alejada de la cabeza de clavo.
9. Procedimiento según la reivindicación 7 u 8, caracterizado porque la relación entre la profundidad máxima (T) del perfilado superficial (28a-f) y el diámetro medio (D) del vástago de clavo (10a-f) es inferior a 0, 1, de forma preferida inferior a 0, 05, y en especial inferior a 0, 03.
10. Procedimiento según una de las reivindicaciones 7 a 9, caracterizado porque el perfilado superficial (28a -d) se compone en cortes axiales de un perfil ondulado redondeado.
11. Procedimiento según una de las reivindicaciones 7 a 9, caracterizado porque el perfilado superficial (28e) se compone en cortes axiales de un perfil en diente de sierra.
12. Procedimiento según la reivindicación 11, caracterizado porque el perfil en diente de sierra está dirigido de tal modo, que cada diente de sierra se estrecha hacia la punta de clavo.
13. Procedimiento según la reivindicación 11 ó 12, caracterizado porque la envolvente del perfilo en diente de sierra y el contorno de la punta de clavo tienen en conjunto, en cortes axiales, un recorrido aproximadamente en forma de parábola.
14. Procedimiento según una de las reivindicaciones 7 a 13, caracterizado porque el perfilado superficial (28a-e) está formado por una serie de depresiones (30) y elevaciones (32) circulares.
15. Procedimiento según una de las reivindicaciones 7 a 13, caracterizado porque el perfilado superficial (28) está formado por una rosca que, durante la introducción axial a la fuerza del clavo en las dos piezas constructivas (2, 4) , forma una contra-rosca correspondiente.
16. Procedimiento según la reivindicación 15, caracterizado porque el paso de la rosca formada por el perfilado superficial (28f) es inferior a 0, 35 y de forma preferida está situado en un orden de magnitudes de 0, 25.
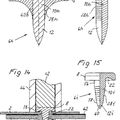
17. Procedimiento según la reivindicación 15 ó 16, caracterizado porque la cabeza de clavo (8f) tiene una marca de accionamiento (46) para la aplicación de una herramienta, para poder desprender de nuevo el clavo (6f) de las dos piezas constructivas (2, 4) .
18. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque entre la parte del vástago de clavo (10d; 10g) dotada de un perfilado superficial (28d; 28g) y la punta de clavo (12) está previsto un segmento (48; 50) no perfilado.
19. Procedimiento según la reivindicación 18, caracterizado porque entre la parte del vástago de clavo (10g) dotada de un perfilado superficial (28g) y la punta de clavo (12) está previsto un segmento (50) con diámetro reducido.
20. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el lado superior (14) de la cabeza de clavo (8) es fundamentalmente liso hasta su borde exterior, para en la posición extrema del clavo transmitir en gran medida las fuerzas de inserción que actúan sobre la cabeza de clavo (8) a la pieza constructiva (2) en el lado de la cabeza de clavo y, por medio de esto, evitar un punzonado del clavo a través de las dos piezas constructivas.
21. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la punta de clavo (12) tiene una forma ogival con un factor de ogivalidad de 3 a 5, en especial 4.
22. Procedimiento según una de las reivindicaciones 1 a 21, caracterizado porque el clavo (6a-f) está fabricado de forma enteriza con acero, aluminio, magnesio, latón, cerámica o un material sintético reforzado con fibras.
23. Procedimiento según una de las reivindicaciones 1 a 21, caracterizado porque el vástago y la cabeza del clavo están fabricados con materiales de diferente dureza y a continuación se unen entre sí.
24. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la pieza constructiva (2) en el lado de la cabeza de clavo es una chapa relativamente estrecha y la pieza constructiva (4) alejada de la cabeza de clavo es una pieza constructiva perfilada de mayor grosor.
25. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las piezas constructivas (2, 4) están compuestas por acero y/o aluminio y/o magnesio y/o material sintético.
26. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las dos piezas constructivas (2, 4) se unen entre sí adicionalmente mediante pegado.
27. Procedimiento para establecer varias uniones entre dos piezas constructivas en puntos de ensamblaje separados entre sí, en el que se mueve un aparato de inserción para insertar clavos mediante un robot consecutivamente hasta los puntos de ensamblaje, caracterizado porque el movimiento del aparato de inserción provocado por el robot hasta los puntos de ensamblaje se realiza continuamente y, durante este movimiento continuo, los clavos se introducen a la fuerza en las dos piezas constructivas con el procedimiento según una de las reivindicaciones anteriores.
28. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la cabeza de clavo (8h) está configurada como cabeza avellanada, cuyo lado inferior presenta un segmento (52) que discurre oblicuamente y una ranura anular (22h) pequeña con relación al mismo, de tal modo que la cabeza avellanada penetra al menos parcialmente en el material de la pieza constructiva (2) en el lado de la cabeza de clavo.
29. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las piezas constructivas (2, 4) durante el proceso de inserción son comprimidas una contra la otra mediante un pisón (44) previsto sobre el aparato de inserción o un mecanismo tensor independiente del aparato de inserción.
30. Procedimiento según una de las reivindicaciones 1 a 29, caracterizado porque el clavo (6, 6a-i) se introduce a la fuerza con un único golpe del aparato de inserción en las dos piezas constructivas (2, 4) .
31. Procedimiento según una de las reivindicaciones 1 a 29, caracterizado porque el clavo (6, 6a-i) se introduce a la fuerza con un único golpe del aparato de inserción en gran medida en las dos piezas constructivas (2, 4) y con uno o varios golpes adicionales, que se ejecutan manual o mecánicamente, se introduce a la fuerza por completo en las dos piezas constructivas.
32. Clavo para establecer una unión entre dos piezas constructivas (2, 4) según una de las reivindicaciones anteriores, que presenta: una cabeza de clavo (8; 8f) , un vástago de clavo (10a-f) y una punta de clavo (12) ogival, de los que la cabeza de clavo (8; 8f) presenta en su lado inferior una ranura anular (22) para alojar una deformación de material de la pieza constructiva (2) en el lado de la cabeza de clavo, caracterizado porque la ranura anular (22) sirve para alojar un abocinamiento de material (38) en forma de reborde de la pieza constructiva (2) en el lado de la cabeza de clavo, el vástago de clavo (10a-f) está dotado de un perfilado superficial (28a-f) para alojar material de la pieza constructiva (4) alejada de la cabeza de clavo y la punta de clavo (12) tiene una forma ogival con un factor de ogivalidad de 3 a 5.
Patentes similares o relacionadas:
Placa de base para embridado de conducciones, del 26 de Junio de 2019, de UNEX APARELLAJE ELECTRICO S.L.: Placa de base para embridado de conducciones, dicha placa de base siendo de material plástico sintético y apta para ser fijada a un paramento mediante […]
Bulones roscados, del 3 de Octubre de 2018, de HILTI AKTIENGESELLSCHAFT: Bulón roscado con una sección de fijación , con una sección de ataque de la carga , en la que está dispuesta una rosca , y con una cabeza […]
Sistema de fijación, del 21 de Diciembre de 2016, de HILTI AKTIENGESELLSCHAFT: Combinación de una pieza añadida y de un sistema de fijación para la fijación de una pieza añadida a un objeto de ajuste por […]
Elemento de conexión, aplicación y método, del 22 de Junio de 2016, de ARNOLD UMFORMTECHNIK GMBH & CO. KG: Elemento de conexión para la conexión al menos de dos piezas de trabajo entre sí, con - un vástago , - un cabezal de elemento de conexión que sobresale […]
 Procedimiento para crear una unión con clavo entre al menos dos piezas a unir, del 2 de Julio de 2014, de AUDI AG: Procedimiento para establecer una unión con clavo entre al menos dos piezas a unir en una zona de unión por medio de un clavo , que posee una cabeza […]
Procedimiento para crear una unión con clavo entre al menos dos piezas a unir, del 2 de Julio de 2014, de AUDI AG: Procedimiento para establecer una unión con clavo entre al menos dos piezas a unir en una zona de unión por medio de un clavo , que posee una cabeza […]
 CONJUNTO FORMADO POR UNA PLACA DE BASE Y UNA CLAVIJA DE SUJECION, del 16 de Febrero de 2010, de SOCIETE DE PROSPECTION ET D'INVENTIONS TECHNIQUES SPIT: Conjunto formado, por un lado, por una placa de base para sujetar un componente a un sustrato, que incluye medios para recibir una clavija de sujeción y medios […]
CONJUNTO FORMADO POR UNA PLACA DE BASE Y UNA CLAVIJA DE SUJECION, del 16 de Febrero de 2010, de SOCIETE DE PROSPECTION ET D'INVENTIONS TECHNIQUES SPIT: Conjunto formado, por un lado, por una placa de base para sujetar un componente a un sustrato, que incluye medios para recibir una clavija de sujeción y medios […]
 PROCEDIMIENTO PARA ESTABLECER UNA UNION CON CLAVOS, ASI COMO CLAVO PARA ELLO, del 27 de Noviembre de 2009, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Procedimiento para establecer una unión entre dos piezas constructivas en una región de ensamblaje mediante un clavo (6a-i), que presenta una […]
PROCEDIMIENTO PARA ESTABLECER UNA UNION CON CLAVOS, ASI COMO CLAVO PARA ELLO, del 27 de Noviembre de 2009, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Procedimiento para establecer una unión entre dos piezas constructivas en una región de ensamblaje mediante un clavo (6a-i), que presenta una […]
 DISPOSITIVO DE FIJACION MURAL, del 21 de Julio de 2010, de ISOFIX, S.L.: 1. Dispositivo de fijación mural, para fijar tubos a paredes mediante abrazaderas, caracterizado porque está constituido por un solo cuerpo hueco de configuración […]
DISPOSITIVO DE FIJACION MURAL, del 21 de Julio de 2010, de ISOFIX, S.L.: 1. Dispositivo de fijación mural, para fijar tubos a paredes mediante abrazaderas, caracterizado porque está constituido por un solo cuerpo hueco de configuración […]