Proceso de prensado isostático de polvo acabado o casi acabado.
Un método para producir un componente acabado o casi acabado suministrado con un orificio helicoidal de polvo de metal que comprende producir un inserto de dimensiones precisas que corresponda a las dimensiones del orificio helicoidal para ser creado en el componente terminado,
el orificio tiene una longitud de al menos 750mm, que soporta el inserto dentro de la cavidad del molde, llenando la cavidad del molde con polvo de metal, sometiendo el polvo a prensado isostático, y posteriormente retirando el material del inserto, en donde el inserto es un inserto metálico de cobre, que es posteriormente removible mediante grabado químico y el inserto es recubierto con un material que suministra una barrera de difusión para evitar que el cobre del inserto se difunda mediante difusión atómica en el polvo que es consolidado durante el "HIPing".
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2009/000757.
Solicitante: Advanced Interactive Materials Science Limited.
Nacionalidad solicitante: Reino Unido.
Dirección: 19 Highfield Road Edgbaston, Birmingham B15 3BH REINO UNIDO.
Inventor/es: ARCHER,GEOFFREY FREDERICK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22F5/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de artículos con cavidades o agujeros, no previstos en los subgrupos precedentes.
PDF original: ES-2530092_T3.pdf
Descripción:
Proceso de prensado isostático de polvo acabado o casi acabado
La invención se relaciona con procesos de prensado isostáticos de polvo acabados o casi acabados, tal como se aplican a polvo metálico y/o cermet/MMC (compuestos de matriz metálica).
La invención está relacionada de manera particular, pero no exclusivamente, con la producción de un orificio de una longitud sustancial, típicamente mayor de 75 mm, en un componente de material duro resistente al desgaste.
Tales componentes se pueden hacer mediante prensado isostático en caliente ("HIPing") pero es extremadamente difícil producir orificios en los componentes formados mediante maquinado. Con dificultad, los orificios rectos de longitud pequeña tal como 1 mm se pueden maquinar. La técnica anterior en relación con los procesos para prensado isostático en caliente incluyen los documentos US 399222, WO 941114, US 25/214156, FR 2796322 y EP 16571, pero la técnica anterior no describe el método para la elaboración de componentes acabados con orificios helicoidales que utilizan insertos que son posteriormente removidos.
Consideramos que sería una ventaja en ciertas circunstancias suministrar un orificio de dimensiones precisas que se extiendan longitudinalmente a través de un componente de longitud de aproximadamente 2 m, el componente deseablemente es producido de un polvo mediante un proceso de prensado isostático en caliente con el fin de suministrar propiedades de resistencia.
De acuerdo con un aspecto de la invención un método para producir un componente acabado o casi acabado de polvo metálico comprende producir un inserto de dimensiones precisas que corresponda a las dimensiones de un orificio para ser creado en el componente terminado, el orificio tiene una longitud de al menos 75 mm, que soporta el inserto dentro de una calidad de molde, llenando la cantidad de molde con polvo metálico, sometiendo el polvo a prensado isostático, y posteriormente retirar el material del inserto.
Como es bien conocido, el molde puede ser un molde independiente que se retira después de la etapa inicial para pegar el polvo en una preforma, y la preforma es entonces encapsulada en una contención adecuada que puede ser un depósito o un recubrimiento rociado, o un depósito de forma interna adecuada se puede utilizar como el molde, y el depósito en sí mismo es evacuado antes del "HIPing".
Preferiblemente el inserto es soportado en posición en la cavidad del molde mediante una pluralidad de formadores de un material que es compatible con el polvo finalmente consolidado.
El inserto puede ser un inserto metálico de un material que es posteriormente removible mediante grabado químico, preferiblemente cobre. El grabado químico puede ser ayudado por una reacción electrolítica.
En casos adecuados el inserto solo necesita ser recubierto con un material que puede ser posteriormente removido mediante grabado, con el fin de liberar el inserto, que puede ser entonces extraído.
Preferiblemente el inserto metálico es recubierto con un material adecuado que suministra una barrera de difusión para evitar que el material del inserto se difunda mediante difusión atómica en el polvo que es consolidado durante el "HIPing"
La invención puede posibilitar que se suministre un orificio helicoidal en un componente.
Tal orificio helicoidal se puede utilizar para varios propósitos, tal como transportar un fluido y/o acomodar un cable eléctrico o de fibra óptica para suministrar por ejemplo comunicaciones con un sistema detector o de control.
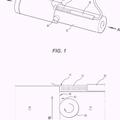
En una realización preferida una barra de cobre, de un diámetro en el rango de 6 a 1 mm por ejemplo y una longitud mayor de 2 m, es doblada primero en una hélice de las dimensiones requeridas y ésta es luego puesta en posición en una contención de polvo antes de llenar la contención con polvo. La contención que incluye el polvo, la varilla y el formador es luego consolidado mediante una difusión en estado sólido utilizando el método "HIPing".
La barrera de difusión puede ser AI2O3 aplicada mediante deposición de fase de vapor o mediante un rociado de alta velocidad. Alternativamente, la barrera de difusión se puede crear al aplicar nitruro de boro, una solución acuosa mediante rociado.
En una segunda realización un tubo de metal preformado de 6 mm a 1 mm de diámetro, por ejemplo, es llenado con partículas de cerámica y es doblado en forma helicoidal y colocado dentro de la contención de polvo antes de llenar la
contención con el polvo. El tubo es mantenido en posición con los formadores compatibles con el polvo finalmente consolidado. La contención completa que comprende el polvo metálico y/o el cermet/MMC es luego consolidada mediante difusión de estado sólido utilizando el método "HIPing".
Durante la consolidación el tubo de metal puede ser totalmente de difusión unido en el componente consolidado pero las partículas cerámicas permanecerán en la forma de partícula de proceso y de esta manera se pueden retirar mecánicamente por vía de técnicas de vibración para dejar un hueco limpio a través del componente.
Ejemplo
La invención se puede utilizar para suministrar uno o más huecos en uno o más lóbulos helicoidales suministrados internamente en el cuerpo del estator de una bomba de desplazamiento positivo helicoidal, el cuerpo del estator tiene una longitud de 2 m o más. Tales cuerpos de estator se pueden utilizar para formar la parte radialmente externa de un motor lineal y/o una bomba de lodo utilizada en una perforación hueco abajo. El hueco o los huecos se pueden ubicar para seguir 15 el núcleo de una flauta helicoidal, que puede tener un paso de aproximadamente 1 m y un radio de 5mm alrededor del eje del cuerpo. Los lóbulos helicoidales se definen mediante las ranuras helicoidales en un mandril que se ubica en el molde durante el prensado del cuerpo del estator.
Reivindicaciones:
1. Un método para producir un componente acabado o casi acabado suministrado con un orificio helicoidal de polvo de metal que comprende producir un inserto de dimensiones precisas que corresponda a las dimensiones del orificio helicoidal para ser creado en el componente terminado, el orificio tiene una longitud de al menos 75mm, que soporta el inserto dentro de la cavidad del molde, llenando la cavidad del molde con polvo de metal, sometiendo el polvo a prensado isostático, y posteriormente retirando el material del inserto, en donde el inserto es un inserto metálico de cobre, que es posteriormente removible mediante grabado químico y el inserto es recubierto con un material que suministra una barrera de difusión para evitar que el cobre del inserto se difunda mediante difusión atómica en el polvo que es consolidado durante el "HIPing".
2. El método de la reivindicación 1 en el cual el molde es un molde independiente que es retirado después de la etapa inicial de unir el polvo en una preforma, y la preforma es luego encapsulada en una contención adecuada.
3. El método de la reivindicación 2 en el cual la contención es un depósito.
4. El método de la reivindicación 2 en el cual la contención es un recubrimiento rociado.
5. El método de la reivindicación 1 o reivindicación 2 en el cual el inserto es soportado en posición en la cavidad del molde mediante una pluralidad de formadores de un material que es compatible con el polvo finalmente consolidado.
6. El método de la reivindicación 1 en el cual el grabado químico es ayudado por una reacción electrolítica.
7. El método de una cualquiera de las reivindicaciones precedentes en el cual el inserto es recubierto con un material que es
susceptible de remover mediante grabado, y que comprende las etapas de liberar el inserto al gravar el recubrimiento, y luego extraer el inserto.
8. El método de la reivindicación 1 en el cual la barrera de difusión comprende Al23 aplicado mediante deposición de fase de vapor o rociado de alta velocidad.
9. El método de la reivindicación 1 en el cual se crea la barrera de difusión al aplicar nitruro de boro como una solución acuosa mediante rociado.
1. El método de la reivindicación 1 en el cual el inserto se produce al tomar una varilla de cobre, y un diámetro en el rango de 6 a 1 mm y de longitud mayor de 2 m, doblar la varilla de cobre en una hélice de las dimensiones requeridas, y luego mantener la varilla helicoidal en posición en la contención de polvo antes de llenar la contención que incluye el polvo, la varilla y el formador, y luego consolidar el polvo mediante difusión de estado sólido utilizando el método "HIPing".
11. El método de la reivindicación 1 en el cual el inserto se produce al tomar un tubo de metal preformado, de 6 mm a 1 mm de diámetro, llenar el tubo con partículas de cerámica, y doblar el tubo llenado con una forma helicoidal, colocar el tubo llenado helicoidal dentro de la contención de polvo antes de llenar la contención con el polvo, mantener el tubo en posición con los formadores compatibles con el polvo finalmente consolidado, suministrar una contención que comprende el polvo metálico y/o cermet/MMC, consolidar el material contenido mediante difusión de estado sólido utilizando el método "HIPing" y luego remover las partículas de cerámica mecánicamente mediante una técnica de vibración para dejar un hueco limpio a través del componente terminado.
Patentes similares o relacionadas:
Procedimiento de fabricación de un cuerpo moldeado y cuerpo moldeado que se obtiene con él, del 15 de Abril de 2020, de PLANSEE SE: Procedimiento de fabricación de un cuerpo moldeado de un material compuesto de penetración metálico a base de wolframio-cobre o a base de molibdeno-cobre, […]
Grupo de lubricación para turbomáquina, turbomáquina y procedimiento de fabricación de un grupo de lubricación, del 25 de Marzo de 2020, de Safran Aero Boosters SA: Grupo de lubricación de turbomáquina especialmente de turborreactor de aeronave, comprendiendo el grupo de lubricación : - al menos dos bombas […]
 Anillo de elevación pivotante para la elevación de cargas, del 25 de Diciembre de 2019, de Intelprop S.A: Punto de elevación para la elevación de cargas que comprende:
un cuerpo pivotante al cual se asocia un medio (16; 16'; 116; 316; […]
Anillo de elevación pivotante para la elevación de cargas, del 25 de Diciembre de 2019, de Intelprop S.A: Punto de elevación para la elevación de cargas que comprende:
un cuerpo pivotante al cual se asocia un medio (16; 16'; 116; 316; […]
Procedimiento de producción de colectores de servoválvulas y colector con galería de flujo curvilíneo de construcción de una sola pieza, del 9 de Octubre de 2019, de Domin Fluid Power Limited: Un procedimiento de producción de un colector de servoválvula, en el que el colector incluye una cavidad cilíndrica dentro del colector […]
Método para adaptar e integrar una unidad de célula de combustible en un vehículo, del 11 de Septiembre de 2019, de Airbus Operations GmbH: Método para integrar una unidad de célula de combustible para integración en un componente estructural de un vehículo, que comprende las etapas […]
Carcasa para una transmisión y uso de un procedimiento de fabricación aditiva, del 21 de Agosto de 2019, de Diehl Defence GmbH & Co. KG: Carcasa de un mecanismo de timón para la cola de una aeronave con una transmisión alojada en la misma, en la que a) al menos un segmento […]
Procedimiento de fabricación de un sistema de conductos, del 19 de Junio de 2019, de BAE SYSTEMS PLC: Un procedimiento de producción de un sistema de conductos para su uso a bordo de una aeronave, comprendiendo el procedimiento: identificar […]
 Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio, del 2 de Enero de 2019, de Future Titanium Technology Pty Ltd: Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
[…]
Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio, del 2 de Enero de 2019, de Future Titanium Technology Pty Ltd: Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
[…]