Lente de potencia negativa innovadora y métodos de procesamiento de la misma.
Lente (1) oftálmica para la miopía, que tiene una superficie posterior en el lado del ojo que comprende una zona (2) central esférica y una zona (3,
4) paracentral asférica, rodeando al menos parcialmente la zona (3, 4) paracentral asférica la zona (2) central cuando la lente (1) se corta para montarse en una montura de gafas y/o rodeando la zona (2) central cuando la lente (1) no se corta, en la que dicha zona (2) central es circular y dicha zona (3, 4) paracentral asférica es una superficie anular que rodea dicha zona (2) central cuando la lente no se corta, caracterizada porque dicha zona (2) central se desarrolla como una superficie esférica con potencia constante y dicha zona (3, 4) paracentral se desarrolla como una superficie asférica con potencia decreciente con respecto a la zona (2) central, teniendo tanto dicha zona (2) esférica como dicha zona (3, 4) asférica una disposición asimétrica con respecto a un centro (C) geométrico de la lente, coincidiendo dicho centro (C) geométrico con el centro óptico de la lente.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2003/001242.
Solicitante: Roscini, Giuseppe.
Nacionalidad solicitante: Italia.
Dirección: Via Imbriani n. 24 70054 Giovinazzo ITALIA.
Inventor/es: ROSCINI,GIUSEPPE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- G02C7/02 FISICA. › G02 OPTICA. › G02C GAFAS; GAFAS DE SOL O GAFAS PROTECTORAS EN LA MEDIDA EN QUE SUS CARACTERISTICAS SON LAS MISMAS QUE LAS DE LAS GAFAS; LENTES DE CONTACTO. › G02C 7/00 Piezas ópticas (caracterizadas por el material de que están hechas G02B 1/00). › Cristales; Sistemas de cristales.
PDF original: ES-2509465_T3.pdf



Fragmento de la descripción:
Lente de potencia negativa innovadora y métodos de procesamiento de la misma Campo técnico
El objeto de esta invención es una lente para la corrección de la miopía para prescripciones de medias a altas a particularmente altas. En particular, la invención se refiere a una lente acabada o semiacabada y los métodos de procesamiento de la misma. "Lente acabada" significa una lente con ambas superficies acabadas, mientras que una lente "semiacabada" se refiere a una lente con una superficie acabada.
Continuamente están desarrollándose nuevos materiales de plástico o minerales con un alto índice. Las lentes acabadas, aunque son de calidad estética indiscutible, sólo se producen de manera industrial para una corrección de media a baja. Las personas con una alta miopía requieren lentes de alta corrección con un radio de curvatura corto y bordes gruesos, que son difíciles o imposibles de encajar en algunas monturas de gafas, restringiendo así la selección de monturas entre las que pueden elegir las personas con miopía. Además, las gafas pesadas son menos cómodas y atractivas.
La estética se ve afectada además por el efecto de "culo de vaso" que es visible en la periferia de las gafas. El efecto se debe a las reflexiones de los bordes que la lente acabada y encajada hace que converjan en su interior, dependiendo del grosor del borde.
Con el fin de reducir el peso y grosor en los bordes de la lente, el único método adoptado ha sido el de reducir el tamaño de la lente real, es decir, la parte "lenticular" en la que se proporciona la potencia prescrita. El resto de la lente, la parte portadora, no proporciona corrección refractiva pero da una dimensión a la lente para su montaje. Éstas son las denominadas "lentes lenticulares. La reducción conseguida en el peso y el grosor del borde es inversamente proporcional al tamaño de la parte lenticular de la lente. Sin embargo, aunque son más ligeras y delgadas, las lentes lenticulares siguen siendo poco atractivas desde el punto de vista estético porque la parte central, que hace que los ojos parezcan bastante más pequeños, es claramente discernible dentro de cada aro de las gafas como lo es la parte que la une a la parte portadora. Este dilema respecto a la estética no se ha solucionado ni siquiera mediante las denominadas "lentes lenticulares unidas" que presentan una parte portadora neutra o convexa y una unión de forma redonda entre la parte lenticular y la parte portadora. Se describen ejemplos de estas lentes en el documento US 4.561.736, que da a conocer una lente dotada de una superficie trasera en el lado del ojo que consiste en una reglón central, una región externa circundante y una región de transición entre dicha región central y dicha reglón externa. La región central se desarrolla como una superficie asférica. Esta lente tiene un grosor reducido en los bordes, sin embargo el uso de una región asférica en correspondencia con el campo de visión principal no proporciona una visión óptima, porque pueden producirse fenómenos de aberración. Además, como resultado de la unión de forma redonda, la superficie ancha de la parte portadora asume una alta potencia positiva en gran contraste con la alta potencia negativa del centro. Por tanto, se produce un "efecto túnel" que distorsiona gravemente la parte de la cara cubierta con la lente. Finalmente, el diámetro de la zona óptica real es insuficiente para garantizar la visión en todas las direcciones naturales en las que se mira y obliga al usuario a adoptar posturas poco naturales de la cabeza con el fin de compensar la limitación en la libertad de movimiento de sus ojos.
Además, la fabricación de este tipo de lente es bastante compleja, puesto que es necesario trabajar la lente según una superficie bastante compleja en su parte central. En particular, los métodos conocidos, por ejemplo el descrito en los documentos US 4.77.949, GB 55644 o US 4.8.31, no pueden aplicarse fácilmente en todas las técnicas de fabricación, tanto de tipo industrial como de tipo artesanal.
Descripción de la invención
Los problemas técnicos mencionados anteriormente se solucionan mediante la lente oftálmica según la reivindicación 1 y mediante el método de fabricación según la reivindicación 9. En particular, la lente es una lente para gafas monofocal o multifocal, para miopía de media a alta a muy alta, de material de plástico, mineral u otro material adecuado, más ligera y delgada en los bordes y que garantiza un amplio campo de visión. Es atractiva desde el punto de vista estético, se fabrica como una lente acabada o semiacabada, presentando un centro esférico y una periferia asférica, ambos asimétricos con respecto al centro óptico de la lente (que coincide con el centro geométrico) y con una variación en anchura según la potencia (curvatura central de la lente) y el diámetro (anchura delantera según se ve por un observador que mira al usuario de las gafas) de la propia lente.
La Invención también cubre los procedimientos Implicados en la fabricación de la lente, basándose en técnicas de procesamiento no industrial y CNC y de moldeo y/o moldeo por inyección.
Éstos son algunos de los beneficios que resultarán evidentes en la descripción detallada del diseño de lente propuesto. Las gráficas de referencia 1/5, 2/5, 3/5, 4/5 y 5/5 proporcionan un plan de fabricación de lentes que debe considerarse como ejemplo y que de ningún modo es limitativo.
Modo de llevar a cabo la invención
Con referencia a las gráficas mencionadas anteriormente:
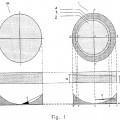
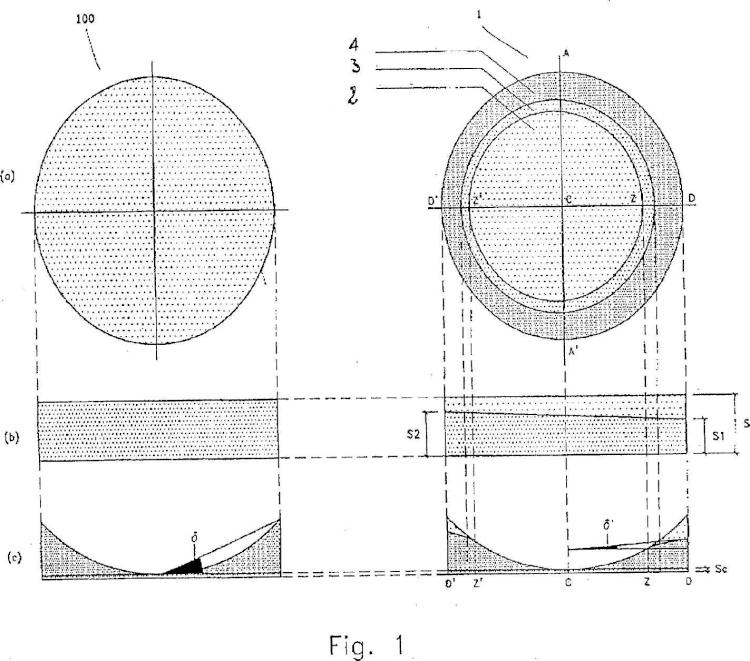
la figura 1 compara el prototipo de un diseño (1) de lente acabada (derecha) con una lente (1) plana-cóncava convencional (izquierda);
la figura 2 ¡lustra brevemente los beneficios de la superficie de lente asimétrica durante el montaje;
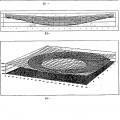
la figura 3 presenta algunas proyecciones espaciales de un caso de cálculo de superficie;
la figura 4 y la figura 5 ilustran las etapas del procedimiento de fabricación no industrial en la sección de la lente a lo largo del diámetro de referencia.
Los siguientes son los símbolos que se usan en las figuras (a lo largo de toda la descripción se añadirán algunos símbolos más):
C: centro óptico y geométrico de la lente
DD: diámetro de referencia. Es el eje de simetría, horizontal para un observador desde delante.
AA: eje de la lente. Es el eje perpendicular al diámetro de referencia que pasa a través del centro (C). La lente es asimétrica con respecto a AA que, a su vez, es vertical para un observador desde delante.
S: grosor inicial de la lente. Es el de una lente 1 plana-cóncava habitual (con una curvatura constante), que tiene el mismo DD, la misma potencia cp (curvatura central) y el mismo índice de refracción (IOR) n.
Se: grosor del centro de la lente acabada
La figura 1 compara tres proyecciones del diseño (1) de lente con las proyecciones de una lente (1) plana- cóncava habitual con una curva constante.
En el lado derecho de la figura 1, la lente negativa se subdivide en dos zonas (figura 1a). Una zona (2) centralmente esférica está englobada dentro del diámetro ZZ, que define la corrección refractiva de la lente, y es igual al 7% de DD en anchura. Esta zona es más grande en lentes de diámetro grande y de potencia para miopía de media a baja y más pequeña en lentes de diámetro pequeño y de potencia para miopía de media a alta a muy alta (pequeños radios de curvatura). Tangencial a la misma hay una zona asférica, que consiste en una zona (3) paracentral que engloba la zona (2) esférica, con un diámetro igual al 1% de DD. Una zona (4) periférica encierra la zona paracentral; es tangencial a la zona central esférica y se estrecha hacia el borde de la lente. Ésta es la zona más plana que permite la reducción de la masa y el grosor de la lente.
Las tres zonas se conectan de manera adecuada en el espacio, siendo la intersección entre un plano perpendicular al formado por los diámetros DD y AA y la superficie posterior de la lente una curva polinómica que interpola un conjunto de puntos calculados con precisión.
El perfil de superficie de extremo de la lente (1) (figura 1c) resulta de la suma de una serie de partes de superficies esféricas. En primer lugar, se fijan el diámetro y la corrección refractiva de la lente: cp = (n-1 )/R, donde n es el índice de refracción del material del que está hecho la lente y R es el radio de curvatura.
La primera superficie, aquélla que corresponde a la curvatura central, lista para proporcionar la corrección refractiva prescrita, resulta de la intersección entre el material semiacabado plano inicial y una esfera con un radio R, cuyo centro se sitúa en la línea recta que pasa a través de C y es perpendicular... [Seguir leyendo]
Reivindicaciones:
1. Lente (1) oftálmica para la miopía, que tiene una superficie posterior en el lado del ojo que comprende una zona (2) central esférica y una zona (3, 4) paracentral asférica, rodeando al menos parcialmente la zona (3, 4) paracentral asférica la zona (2) central cuando la lente (1) se corta para montarse en una montura de 5 gafas y/o rodeando la zona (2) central cuando la lente (1) no se corta, en la que dicha zona (2) central es circular y dicha zona (3, 4) paracentral asférica es una superficie anular que rodea dicha zona (2) central cuando la lente no se corta, caracterizada porque dicha zona (2) central se desarrolla como una superficie esférica con potencia constante y dicha zona (3, 4) paracentral se desarrolla como una superficie asférica con potencia decreciente con respecto a la zona (2) central, teniendo tanto dicha zona (2) esférica como 10 dicha zona (3, 4) asférica una disposición asimétrica con respecto a un centro (C) geométrico de la lente, coincidiendo dicho centro (C) geométrico con el centro óptico de la lente.
2. Lente (1) oftálmica según la reivindicación 1, en la que tanto dicha zona (2) esférica como dicha zona (3, 4) asférica son asimétricas respecto a un eje (AAâ?) de simetría de la lente, siendo dicho eje (AAâ?) perpendicular 15 a un diámetro (DDâ?) de referencia de la lente que pasa a través de dicho centro (C) geométrico de la lente y que es horizontal para un observador desde delante.
3. Lente (1) oftálmica según cualquiera de las reivindicaciones 1 a 2, en la que dicha zona (2) esférica central, que define la corrección refractiva de la lente, tiene una anchura igual al 70% del diámetro (DDâ?) de 20 referencia.
4. Lente (1) oftálmica según la reivindicación 3, en la que dicha zona (2) central y dicha zona (3, 4) paracentral están conectadas en el espacio de modo que se obtiene una transición gradual.
5. Lente (1) oftálmica según cualquiera de las reivindicaciones anteriores, en la que dicha zona asférica se define por una pluralidad de partes de superficies (B1, B2, B3, ..., Bs) esféricas.
6. Lente (1) oftálmica según la reivindicación 5, en la que dichas superficies (B1, B2, B3, ..., Bs) esféricas tienen una corrección refractiva decreciente desde el centro hasta la periferia. 30
7. Lente (1) oftálmica según la reivindicación 5 ó 6, en la que dichas partes de las superficies (B1, B2, B3, ..., Bs) esféricas están diseñadas de modo que sus respectivos ejes (A1, A2, A3, ..., As) están inclinados con respecto al eje (Ap) de la zona (2) esférica central.
8. Lente (1) oftálmica según cualquiera de las reivindicaciones anteriores, en la que la lente (1) se produce mediante moldeo.
9. Procedimiento de fabricación de una lente (1) oftálmica según cualquiera de las reivindicaciones anteriores, que comprende una primera etapa de rectificación basta, que consiste en retirar material del lado posterior 40 de una lente semiacabada, generando así una superficie (Bp) esférica principal, correspondiente a dicha superficie (2) esférica central, y una segunda etapa de rectificación basta, que consiste en generar una superficie (Bs) esférica secundaria, caracterizado porque la potencia dióptrica correspondiente definida por dicha superficie (Bs) esférica secundaria es una fracción predeterminada de la superficie (Bp) esférica principal y el eje (As) de dicha superficie (Bs) esférica secundaria está inclinado con respecto al eje (Ap) de 45 la superficie (Bp) esférica principal.
10. Procedimiento de fabricación según la reivindicación 9, que comprende una etapa adicional de lapeado que consiste en la realización de una pluralidad de cortes a través de una pluralidad de superficies (B1, B2, B3, ..., Bn) esféricas, estando inclinado el eje (A1, A2, A3, ..., An) de las superficies (B1, B2, B3, ..., Bn) 50 esféricas con respecto al eje (Ap) de la superficie (2) esférica central, siendo la potencia de las superficies (B1, B2, B3, ..., Bs) esféricas una fracción predeterminada de la potencia de la superficie (2) esférica central, eliminando así las puntas entre las diversas partes de las superficies esféricas que se forman con cada carrera de modo que se obtiene una transición gradual desde el borde de lente hasta el centro.
11. Procedimiento de fabricación según la reivindicación 10, en el que en dicha etapa de lapeado una varilla, a través de una articulación de rótula, transmite oscilaciones a la lente que se mantiene a nivel con la herramienta esférica y se centra automáticamente sobre el chaflán temporal producido por la intersección entre la superficie (B1, B2, B3, ..., Bs) usada anteriormente, adoptando así una inclinación diferente.
12. Procedimiento de fabricación según cualquiera de las reivindicaciones 10 a 11, que comprende una etapa adicional de pulido después de dichas etapas de lapeado.
Patentes similares o relacionadas:
Ajuste de una lente de gafas dependiente de la luminosidad, del 22 de Julio de 2020, de RODENSTOCK GMBH: Procedimiento para ajustar una lente individual para como mínimo un ojo de un usuario de gafas, que comprende: - Establecimiento de una situación […]
Un método para optimizar la geometría de una lente oftálmica semi-acabada en un conjunto de lentes oftálmicas semi-acabadas, del 15 de Julio de 2020, de Carl Zeiss Vision, Inc: Un método para optimizar la geometría de al menos una lente oftálmica semi-acabada en un conjunto de lentes oftálmicas semi-acabadas que […]
Lente polarizante de policarbonato aromático, del 15 de Julio de 2020, de MITSUBISHI GAS CHEMICAL COMPANY, INC.: Lente polarizante, que se forma estirando una película de poli(alcohol vinílico) y tiñendo la película con un tinte dicroico, uniendo una lámina de policarbonato […]
Lente de gafas y procedimiento para su fabricación, del 8 de Julio de 2020, de Carl Zeiss Vision International GmbH: Lente de gafas (60, 70, 80, 90, 102, 110a, 110b) que comprende - un primer grupo de elementos de volumen, comprendiendo el primer grupo de elementos […]
Lente de gafas y procedimiento para su fabricación, del 1 de Julio de 2020, de Carl Zeiss Vision International GmbH: Lente de gafas (60, 70, 80, 90, 102, 110a, 110b) que comprende - un primer grupo de elementos de volumen, comprendiendo el primer grupo de elementos de volumen una pluralidad […]
Lente difractiva multifocal oftálmica, del 1 de Abril de 2020, de VSY Biyoteknoloji Ve Ilac Sanayi Anonim Sirketi: Lente multifocal oftálmica , que comprende, como mínimo, puntos focales para la visión de cerca, intermedia y de lejos, que tiene un cuerpo de lente […]
LENTE OFTÁLMICA PARA CONVERSIÓN ESPECTRAL DE LA LUZ Y MÉTODO PARA FABRICARLA, del 26 de Marzo de 2020, de FUNDACIÓN IDONIAL: Lente oftálmica para conversión espectral de la luz y método para fabricarla. La lente para conversión espectral de la luz que incluye una lámina de vidrio […]
Producto óptico, lente para gafas y gafas, del 11 de Marzo de 2020, de TOKAI OPTICAL CO., LTD: Un producto óptico que consiste en una base y una película óptica multicapa en una o ambas superficies de la base, satisfaciendo la película de multicapa […]