Método para crear contenedores con múltiples paredes.
Un método para la creación de un precursor de contenedor de pared múltiple (22,
122) a partir de una sola pieza en bruto de material que define una dirección longitudinal desde un primer extremo hasta un segundo extremo, comprendiendo el método:
definir un panel interior (40) que forma las paredes laterales internas del contenedor cuando está montado, comprendiendo el panel interior una pluralidad de porciones internas del panel (42, 44, 46, 48), lindando cada porción de panel interior con cualquier porción de panel interior adyacente y comprendiendo cada porción de panel interior una pared lateral interior del contenedor cuando está montado;
definiendo por lo menos un par de aletas intermedias opuestas (50) que se extienden desde el panel interior (40) a un borde distal (53 a/b, 55 a/b, 57 a/b, 59 a/b) y donde cada aleta central (50) comprende una pluralidad de porciones de aleta (52 a/b, 54 a/b, 56 a/b, 58 a/b), lindando cada porción de aleta con cualquier parte de aleta adyacente y comprendiendo cada par opuesto de porciones de aleta una pared lateral intermedia del contenedor cuando está montado;
definir un panel exterior (60) que se extiende desde el panel interior (40) y forma las paredes laterales exteriores del contenedor cuando está montado, comprendiendo el panel exterior una pluralidad de porciones exteriores del panel (62, 64, 66, 68), lindando cada porción de panel exterior con cualquier porción de panel exterior adyacente y comprendiendo cada porción de panel exterior una pared lateral exterior del contenedor cuando está montado; y
retroceder al menos un par de aletas intermedias opuestas (50) para aproximar sus respectivos bordes distales (53 a/b, 55 a/b, 57 a/b, 59 a/b) entre sí y adjuntarlos al panel interior (40), formando de ese modo paredes laterales intermedias cuando el troquel se ensambla en el contenedor, caracterizado por que la suma de la longitud lateral del par de aletas intermedias desde su intersección (43 a/b, 45 a/b, 47 a/b, 49 a/b) con el panel interior (40) hasta el borde distal es igual o menor que la longitud lateral del panel interior desde la intersección de una primera aleta intermedia opuesta (53a, 55a, 57a, 59a) hasta la intersección de una segunda aleta intermedia opuesta (53b, 55b, 57b, 59b).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/019202.
Solicitante: GREENFIELD BIN LLC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1100 SW 27TH STREET RENTON WA 98055 ESTADOS UNIDOS DE AMERICA.
Inventor/es: GREENFIELD,GILES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65D5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 5/00 Recipientes rígidos o semirrígidos de sección transversal poligonal, p. ej. cajas, envases de cartón o bandejas, formados plegando o montando una o más cintas de papel (palés rígidos con paredes laterales B65D 19/02). › plegando o montando una sola cinta para formar un cuerpo tubular con o sin plegado subsiguiente, o por adición de elementos separados, para formar los extremos del cuerpo (B65D 5/36 tiene prioridad).
PDF original: ES-2507556_T3.pdf


Fragmento de la descripción:
Método para crear contenedores con múltiples paredes Antecedentes de la invención Los contenedores de gran formato, a los que generalmente se hace referencia como ~recipientes", se utilizan para mantener una variedad de materiales, por lo general para el transporte, pero también para la exhibición al por menor. Debido a que más del 95% de todos los productos en los EE.UU. se envían en cajas de cartón corrugado, y
debido a las ventajas de costos asociados a esta forma de envasado, la mayoría de los contenedores se construyen a partir de cartón corrugado. Pero mientras que alrededor del 90% de todo el cartón corrugado es de una sola pared, las dimensiones relativamente grandes de contenedores en conjunción con la naturaleza de los productos que se colocan en los contenedores requieren la fuerza adicional proporcionada por la construcción de múltiples paredes.
La técnica anterior está repleta de varios métodos para establecer un nivel deseado de resistencia al estallido de la pared lateral, resistencia de la parte inferior al aplastamiento y capacidad de carga vertical para contenedores. Algunas soluciones emplean el uso de doble o triple pared de cartón corrugado como material inicial, mientras que otros se basan en las paredes en capas o cajas nido. Cada uno de estos enfoques, sin embargo, incluye ventajas así como desventajas. Desventajas ejemplares incluyen altos costes de fabricación debido a los requisitos de manejo de materiales durante la fabricación, el uso significativo de adhesivos o equipo de fabricación, dificultades de manipulación previa y posterior a la fabricación (previos a la transformación de la caja, tales como cuando se manipulan grandes piezas en bruto o posteriores a la transformación, como cuando se intentan preparar los contenedores fabricados para enviar) , y generación de material de desecho, todos los cuales son bien conocidos por el experto en la materia.
En vista de estas desventajas, un contenedor mejorado y un proceso de fabricación relacionado usarian material corrugado de pared única fácil de crearfde fácil recurso, utilizaria cantidades mínimas de adhesivo durante el proceso de transformación, requeriria esfuerzo humano mínimo antes, durante y después del proceso de transformación, generaría un minimo de desperdicio, y requeriría una minima manipulación, entre otros requisitos. Si bien existen tales necesidades, hasta ahora, no se han cumplido esas necesidades.
El documento FR-A-1 289322, en el que se basa el preámbulo de la reivindicación 1, divulga un método para crear un contenedor de múltiples paredes.
Sumario de la invención El método de acuerdo con la invención se define en la reivíndicación independiente 1, que se dírige a la creación de contenedores de múltiples paredes con desperdicio intencional mínimo.
Otras realizaciones son el objeto de las reivindicaciones dependientes.
Aunque la descripción anterior de las realizaciones del método de la invención hace hincapié en las ventajas de utilizar un enfoque de proceso continuo para fabricar contenedores de acuerdo con la invención, la invención no se limita a tales enfoques. Además, incluso en un proceso continuo, se formarán piezas en bruto antes de la 45 transformación del material en un contenedor discreto. Por lo tanto, el término "pieza en bruto" como se utiliza aquí incluye tanto las piezas en bruto de contenedores convencionales no derivados de un proceso continuo, asi como aquellos que se derivan del mismo. En el caso de que se deba hacer una distinción, y que no sea claro a partir del contexto de uso, el término "piezas en bruto convencionales" o una frase similar se referirá a las piezas en bruto no derivadas de un proceso continuo.
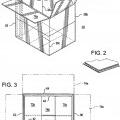
Breve descripción de los dibujos La figura 1 es una vista en perspectiva de una primera forma de realización de la invención mostrada en un estado generalmente montado;
La figura 2 es una vista en perspectiva detallada de una porción del material corrugado de doble revestimiento utilizado en la construcción de la primera realización;
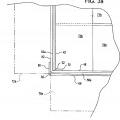
La figura 3 es una vista en planta de la primera forma de realización con las alelas superiores que se muestran 60 en lineas de trazos para ilustrar mejor la estratificación del material corrugado;
La figura 3a es una vista en planta detallada de una esquina de la forma de realización mostrada en la figura 3;
La figura 4 es una vista en planta de una "pieza en bruto" que se utiliza para formar la primera forma de 65 realización de la invención;
la figura 5 es una vista en planta detallada de una función de alivio de la tensión y la función de la geometria de resistencia al aplastamiento vertical de la primera forma de realización de la invención;
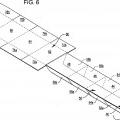
la figura 6 es una vista en perspectiva de una primera etapa en la formación de un contenedor de múltiples 5 paredes usando la ~pieza en bruto~ de la figura 4 donde las aletas intermedias se pliegan en estrecha proximidad para formar una pared lateral intermedia de material corrugado;
la figura 7 es una vista en perspectiva de una segunda etapa en la formación de un contenedor de múltiples paredes usando la ~pieza en bruto" de la figura 4;
La figura 8 es una vista en perspectiva de una tercera etapa en la formación de un contenedor de múltiples paredes usando la "pieza en bruto" de la figura 4 donde el panel interior combinado y aletas intermedias son involucionados;
la figura 9 es una vista en perspectiva de una cuarta etapa en la formación de un contenedor de múltiples paredes usando la "pieza en bruto" de la figura 4 donde una lengüeta de pegamento interior está unida a un panel interior, formando de este modo una forma básica contenedor;
la figura 10 es una vista en perspectiva de una quinta etapa en la formación de un contenedor de múltiples paredes usando la "pieza en bruto" de la figura 4, donde los paneles exteriores están envueltos alrededor del contenedor de base de la figura 9;
La figura 11 es una vista en perspectiva de una sexta etapa en la formación de un contenedor de múltiples paredes usando la "pieza en bruto" de la figura 4 donde una lengüeta de pegamento exterior está unida a un 25 panel exterior, completando la formación de la primera realización;
la figura 12 es una vista en perspectiva detallada de una caracteristica de alivio de tensión se muestra en la figura 5 cuando la "pieza en bruto~ de la figura 4 se convierte en el contenedor de la figura 11 , y las aletas superiores e inferiores se pliegan hacia adentro;
la figura 13 es una vista en planta de un sistema para recibir piezas en bruto convertidos y crear contenedores ensamblados a partir de los mismos;
la figura 14 es una vista isométrica de una estación de plegado y pegamento, que es parte del sistema mostrado 35 en la figura 13;
la figura 15 es una vista en perspectiva de una máquina para enrollar hacia arriba, que forma parte del sistema mostrado en la figura 13; y
la figura 16 es una vista esquemática en alzado de la parte de rotador de la máquina para enrollar hacia arriba que se muestra en la figura 15 donde se muestra que el movimiento relativo de las cuatro barras de mandril.
Descripción de las realizaciones de la invención 45 la siguiente discusión se presenta para permitir a una persona experta en la técnica hacer y utilizar la invención. Diversas modificaciones a las realizaciones mostradas en el presente documento serán fácilmente evidentes para los expertos en la técnica sin apartarse del alcance de la presente invención, como se define por las reivindicaciones adjuntas.
Volviendo a continuación a las diversas figuras, en donde números iguales indican partes similares, y más particularmente a las figuras 1-4, se describirá ahora una realización de la invención que emplea muchas de las caracteristicas y elementos de la invención. Un contenedor 20 comprende una "pieza en bruto" 22, que se construye preferentemente de un material corrugado revestido, de pared simple doble tal como cartón corrugado 7, 9 mm (5/16") l que se muestra en la figura 2. En la realización ilustrada, el contenedor 20 tiene unas dimensiones de 55 aproximadamente 1041 mm H x 1219 W x 1016 mm D (42" H x 48" W x 40" O) , mientras que pieza en bruto 22 tiene unas dimensiones máximas de alrededor de 9017 mm l x 2108 mm W (355" L x 83~ W) . En la realización ilustrada, el contenedor 20 tiene paredes laterales triples y aletas únicas superpuestas inferior y superior.
Para formar el contenedor 20, es necesario crear una pieza en bruto de contenedor 22 ya sea antes del montaje o en linea con el proceso de montaje. Como se muestra mejor en la figura 4, la pieza en bruto de contenedor 22 es una pieza unitaria... [Seguir leyendo]
Reivindicaciones:
1. Un método para la creación de un precursor de contenedor de pared múltiple (22 , 122) a partir de una sola pieza en bruto de material que define una dirección longitudinal desde un primer extremo hasta un segundo extremo, 5 comprendiendo el método:
definir un panel interior (40) que forma las paredes laterales internas del oontenedor cuando está montado, comprendiendo el panel interior una pluralidad de porciones internas del panel (42, 44, 46, 48) , lindalldo cada porción de panel interior con cualquier porción de panel interior adyacente y comprendiendo cada porción de panel interior una pared lateral interior del contenedor cuando está montado; definiendo por lo menos un par de aletas intermedias opuestas (50) que se extienden desde el panel interior (40) a un borde distal (53 alb, 55 alb, 57 alb, 59 alb) y donde cada aleta central (50) comprende una pluralidad de porciones de aleta (52 aib, 54 aib, 56 alb, 58 alb) , lindando cada porción de aleta con cualquier parte de aleta adyacente y comprendiendo cada par opuesto de porciones de aleta una pared lateral intermedia del contenedor
cuando está montado; definir un panel exterior (60) que se extiende desde el panel interior (40) y forma las paredes laterales exteriores del contenedor cuando está montado, comprendiendo el panel exterior una pluralidad de porciones exteriores del panel (62, 64, 66, 68) , lindando cada porCión de panel exterior con cualquier porCión de panel exterior adyacente y comprendiendo cada porción de panel exterior una pared lateral exterior del contenedor cuando está montado; y retroceder al menos un par de aletas intermedias opuestas (50) para aproximar sus respectivos bordes distales (53 alb, 55 alb, 57 alb, 59 alb) entre sí y adjuntarlos al panel interior (40) , formando de ese modo paredes laterales intermedias cuando el troquel se ensambla en el contenedor, caracterizado por que la suma de la longitud lateral del par de aletas intermedias desde su intersección (43 alb, 45 alb, 47 alb, 49 alb) con el panel
interior (40) hasta el borde distal es igualo menor que la longitud lateral del panel interior desde la intersección de una primera aleta intermedia opuesta (53a, 55a, 57a, 59a) hasta la intersección de una segunda aleta intermedia opuesta (53b, 55b, 57b, 59b) .
2. El método de la reivindicación 1, que comprende además el establecimiento de una lengüeta de pegamento (80) en el primer extremo de la pieza en bruto y una lengüeta de pegamento (80) en el segundo extremo de la pieza en bruto donde la primera lengüeta de pegamento (BO) se adhiere al panel interior (40) cuando el contenedor está montado y la segunda lengüeta de pegamento (80) se adhiere al panel exterior (60) cuando se monta el contenedor.
3. El método de la reivindicación 1, que comprende además la formación de bordes distales no lineales de las aletas 35 intermedias (50) .
4. El método de la reivindicación 3, donde los bordes distales de las aletas intermedias (SO) son uno de una repetición rectilinea , curvilinea, o una combinación rectilinea y diseño curvilineo.
5. El método de la reivindicación 1, donde los bordes distales de las aletas intermedias (SO) son complementarios de manera que tras el retroceso, el borde distal de una aleta intermedia (50) sustancialmente hará tope con el borde distal de la aleta intermedia opuesta (SO) .
6. El método de la reivindicación 1, que comprellde además el establecimiento de una marca (34a, 34b, 34c) entre 45 las porciones de aleta intermedia (50) .
7. El método de la reivindicación 1, que comprende además el establecimiento de una marca (34a, 34b, 34c) entre las porciones del panel interior (40) .
8. El método de la reivindicación 1, donde el material comprende un material corrugado de doble revestimiento. *"
9. El método de la reivindicación 1, que comprende la formación de la porCión de la dimensión lateral de cualquier panel interior (40) que sea menor que la dimensión lateral de cualquier porción del panel exterior (60) .
10. El método de la reivindicación 1, que oomprende además formar al menos un par de aletas de extremo opuestas (70) que se extienden desde al menos algunas porciones del panel exterior (60) donde cada aleta de extremo (70) se separa de cualquier aleta de extremo adyacente (70) por una ranura (73, 75, 77, 79) , una hendidura o un hueco.
11. El método de la reivindicación 10, donde pares de aletas de extremo opuestas (70) se extienden lateralmente desde cada porción del panel exterior (60) .
12. El método de la reivindicación 10, donde la longitud longitudinal de cada aleta de extremo (70) es una mayor o menor que la longitud longitudinal de una porción del panel exterior correspondiente (60) desde la que se extiende.
13. El método de la reivindicación 1, donde una porción del panel interior (40) tiene una longitud longitudinal más larga que cualquier otra porción de panel interior (40) .
Patentes similares o relacionadas:
Caja de cartón con asa y procedimiento de formación de la misma, del 8 de Julio de 2020, de Graphic Packaging International, LLC: Un envase que comprende una caja de cartón y una pluralidad de artículos (C), comprendiendo la caja de cartón una pluralidad de paneles […]
Envase reforzado, del 1 de Julio de 2020, de Graphic Packaging International, LLC: Un envase reforzado , que comprende: una caja de cartón que comprende una pluralidad de paneles que se extienden, al menos parcialmente, alrededor de un interior […]
Recipiente inviolable y proceso para fabricarlo, del 3 de Junio de 2020, de I.G.B. S.r.l: Recipiente inviolable , que comprende: al menos un almacén hecho de un material laminado que define un volumen interno y configurado para alojar productos, presentando […]
Recipiente con bordes no cuadrados, del 27 de Mayo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Un recipiente para artículos de consumo, el recipiente que se forma al menos parcialmente a partir de una pieza de partida laminar , la pieza de partida […]
Recipiente con mecanismo de apertura y cierre personalizable del embalaje interno, del 6 de Mayo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Un recipiente para bienes de consumo que comprende: un alojamiento exterior que comprende: una caja; y una tapa articulada a la caja a lo largo de una línea […]
Manga de envasado, envase y procedimiento para la fabricación de un envase, del 29 de Abril de 2020, de SIG TECHNOLOGY AG: Manga de envasado (10') hecha de un material compuesto para la fabricación de un envase (15'), que comprende: - una superficie de manga formada por una superficie […]
MÁQUINA PARA ENVASAR Y CERRAR CAJAS, PROCESO DE AUTOMATIZACIÓN DE ENVASADO Y CIERRE Y CAJA PARA ENVASAR PRODUCTOS, del 15 de Abril de 2020, de CARTONAJES BERNABEU, S.A.U: La presente invención se encuentra dentro de la industria dedicada al envasado de cajas y de máquinas, mecanismos, aparatos y dispositivos de envasado automático ya que […]
Envase para patatas fritas y elemento plano para el montaje de dicho envase, del 18 de Septiembre de 2019, de LAMBWESTON/MEIJER VOF: Envase para patatas fritas que comprende una parte inferior , paredes laterales, una pared frontal y una pared posterior y una tapa que se puede cerrar, cuyo […]