Unidad para laminar una primera banda sobre una segunda banda en una maquina laminadora y método para fabricar un compuesto multi-capa.
Unidad laminadora para fabricar un compuesto multi-capa (2) en una máquina laminadora (1),
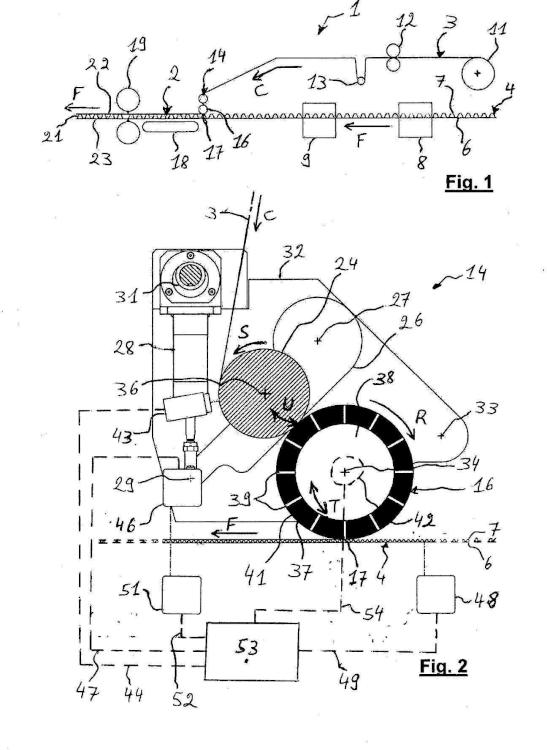
que comprende un rodillo rotatorio de laminación (16), que lamina una primera banda (3) sobre una segunda banda (4), en donde comprende además:
- unos medios impulsores (42), que hacen rotar (R) el rodillo (16);
- unos medios de agarre (39, 41), que mantienen la primera banda (3) en contacto con el rodillo (16);
- unos primeros medios de detección (43, 46) que emiten unas primeras señales de detección (44, 47) según las posiciones longitudinales detectadas de la primera banda (3);
- unos segundos medios de detección (48, 51) que emiten unas segundas señales de detección (49, 52) según las posiciones longitudinales detectadas de la segunda banda (4); y
- unos medios de control (53), que regulan la velocidad de rotación de los medios impulsores (42) y del rodillo (16) como función de las primeras y las segundas señales (44, 47, 49, 52), para transportar, corregir las posiciones longitudinales de la primera banda (3), y laminar la primera banda (3) en alineación con la segunda banda (4).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12006619.
Solicitante: BOBST GRENCHEN AG.
Nacionalidad solicitante: Suiza.
Dirección: Niklaus-Wengi-Strasse 109 2540 Grenchen SUIZA.
Inventor/es: ZIMMERMANN, MARKUS, Mann,Alex, JONGMANS,ADRIANUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B31F1/28 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B31 FABRICACION DE ARTICULOS DE PAPEL, DE CARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL; TRABAJO DEL PAPEL, DELCARTON O DE MATERIAL TRABAJADO DE FORMA ANÁLOGA AL PAPEL. › B31F TRABAJO O DEFORMACION MECANICA DEL PAPEL, DEL CARTONO DE MATERIAL TRABAJADO DE MANERA ANÁLOGA AL PAPEL (fabricación de productos estratificados incluyendo otras materias además del papel o del cartón B32B). › B31F 1/00 Deformación mecánica sin eliminación de materia, p. ej. en combinación con laminación o estratificación. › combinados con el ensamblado de bandas onduladas y de bandas planas.
- B32B38/18 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Manipulación de las hojas o del estratificado.
PDF original: ES-2487793_T3.pdf
Fragmento de la descripción:
Unidad para laminar una primera banda sobre una segunda banda en una maquina laminadora y método para fabricar un compuesto multi-capa
La presente invención está relacionada con una unidad laminadora para laminar una primera banda sobre una segunda banda en una máquina laminadora. La invención concierne a una máquina laminadora que comprende una unidad para laminar una primera banda sobre una segunda banda. La invención también está relacionada con un método para fabricar un compuesto multi-capa mediante la laminación de una primera banda sobre una segunda banda.
Los materiales compuestos multi-capa se utilizan en el campo del empaquetado, después de que hayan sido cortados, doblados y pegados. Uno de estos compuestos comúnmente utilizado es el cartón corrugado (cartón ondulado). Se utiliza principalmente como paquete protector que es particularmente fuerte al tiempo que es fácilmente reciclable.
La placa o lámina de cartón corrugado se compone por ejemplo de una lámina interior provista de unas ondas (ranuras), adherida sobre una primera placa plana de cubierta en un lado de las ondas. Esta lámina interior con la primera lámina plana de cubierta constituye un cartón corrugado en una sola cara. El cartón corrugado en una sola cara que se obtiene también se ensambla mediante adhesión, es decir laminación, con una segunda lámina plana en el otro lado de las ondas.
Para hacer más atractivo el paquete, el cartón corrugado a menudo se modifica, por ejemplo se imprime. Esta operación se realizada mediante flexografía con el fin de obtener impresiones de calidad en múltiples colores. Sin embargo, el cartón corrugado impreso puede exhibir defectos, por ejemplo en el caso de un cartón corrugado relativamente delgado. Los defectos no son aceptables para el empaquetado de productos caros.
Algunos defectos de impresión son, entre otros, las líneas correspondientes a cada punta de las ondas porque, durante la impresión, el cartón corrugado se aplastará ligeramente. La diferencia de fortaleza entre las puntas de las ondas y las regiones que separan dos puntas consecutivas de onda es la principal razón por la que aparecen estas líneas durante la operación de impresión.
Para evitar estos defectos, una técnica es utilizar la laminación para ensamblar un elemento similar a una hoja en forma de una hoja de lámina pre-modificada, por ejemplo pre-impresa, sobre un apoyo en forma de un cartón corrugado en una sola cara o una banda corrugada en una sola cara. Otra segunda técnica es utilizar la laminación para ensamblar una primera banda en forma de una primera banda de lámina sólida pre-impresa, sobre una segunda banda en forma de una segunda banda de cartón corrugado en una sola cara.
Técnica anterior
La fabricación de un cartón corrugado según la segunda técnica se lleva a cabo por medio de una máquina laminadora que incluye, de aguas arriba a aguas abajo:
una primera unidad de alimentación para la primera banda, la primera banda proviene de un primer carrete,
una segunda unidad de alimentación para la segunda banda, la segunda banda proviene de un segundo carrete,
una unidad de pegado para el revestimiento con pegamento, en el que un dispositivo deposita una capa de pegamento por ejemplo en la punta de las ondas de la segunda banda,
una unidad laminadora para la unión y para el pegado de la primera banda sobre la segunda banda, es decir en las puntas de la banda corrugada en una sola cara,
unos dispositivos para el corte longitudinal y transversal del compuesto obtenido, por ejemplo de la banda corrugada obtenida, y
una unidad de entrega para hojas de cartón cortadas con el formato solicitado.
Si la segunda banda es un cartón corrugado en una sola cara, también podría producirse en línea con una máquina de corrugado (corrugator), que se coloca aguas arriba de la máquina laminadora.
En la producción usual de cartón corrugado, el pegamento es pegamento con base de almidón. Este pegamento requiere un dispositivo de calentamiento insertado en la unidad laminadora en la línea de producción. El pegamento es económico y se utiliza ampliamente para obtener una fuerte sujeción de las capas juntas superior, intermedia ondulada e inferior. Sin embargo este pegamento no se adapta para la producción de hojas de empaquetado de calidad, ya que penetra en las capas de papel. El alto contenido de pegamento lleva a unas impresiones que incluyen defectos, tal como puntos o líneas.
Para obtener una mejor calidad, los fabricantes utilizan pegamento frío, por ejemplo un pegamento vinílico. Se observa una menor penetración de este pegamento frío en la capa del sustrato de papel en el que se coloca porque no es necesario Introducir calor adicional. Esto evita defectos en la superficie o superficies Impresas del producto final. En la unidad laminadora, el pegado de las hojas de cobertura en la punta de las ondas también requiere un significativo suministro de pegamento. El pegamento vinílico es costoso.
En la unidad laminadora conocida, la laminación se realiza en una línea de convergencia situada entre un rodillo superior de laminación y un rodillo inferior de mantenimiento o una mesa inferior de vacío. Un segundo rodillo superior impulsado está pensado para tirar de la primera banda apretándola contra el rodillo de laminación. La primera banda y el rodillo de laminación son impulsados por la segunda banda que ella misma es impulsada longitudinalmente por un dispositivo de transporte como una cinta de vacío.
Un deslizamiento de la primera banda influye de forma negativa en la alineación de la primera banda impresa con la segunda banda impresa. Por ejemplo la impresión en la superficie de la primera banda no corresponde con la impresión en la superficie opuesta de la segunda banda. Por defectos se malgastará y de desechará un lote de producción.
Además para obtener el movimiento impulsor sin deslizar, deslaminar o salirse de la primera banda con respecto a la segunda banda, el operario aumenta la cantidad de pegamento. Los precios del paquete aumentan con la mayor cantidad de pegamento. En el lado opuesto, si la cantidad de pegamento no es suficiente, puede ocurrir un pequeño deslizamiento, con el resultado de que disminuye la fortaleza del compuesto obtenido por la laminación.
Los documentos WO 96/27494 y EP 0 825 016 A1 describen unas unidades de laminación según la técnica anterior.
Compendio de la invención
Un objetivo principal de la presente invención es producir una unidad para fabricar un compuesto multi-capa mediante la laminación de una primera banda sobre una segunda banda en una máquina laminadora que tiene una productividad alta. Un segundo objetivo es mejorar la alineación de una banda con respecto a la otra banda, que se laminan juntas. Un tercer objetivo es desarrollar un método para fabricar un compuesto multi-capa mediante la laminación de las dos bandas juntas con una alta precisión. Un cuarto objetivo es proporcionar un método de laminación en el que las posiciones de la primera banda se ajustan con precisión y rápidamente. Un quinto objetivo es obtener una unidad laminadora que permita reducir el consumo de pegamento. Incluso otro objetivo es crear una máquina laminadora que incluye una unidad laminadora que funcione a alta velocidad y produzca un bajo nivel de láminas rechazadas. En la presente invención una unidad laminadora según la reivindicación 1 lamina una primera banda sobre una segunda banda para fabricar un compuesto multi-capa en una máquina laminadora. La unidad laminadora comprende un rodillo rotatorio de laminación, que lamina la primera banda sobre la segunda banda para fabricar el compuesto laminado multi-capa.
Según un aspecto de la invención, la unidad se caracteriza porque comprende además: unos medios impulsores, que hacen rotar el rodillo rotatorio de laminación;
unos medios de agarre, que mantienen la primera banda en contacto con el rodillo rotatorio de laminación;
unos primeros medios de detección que emiten unas primeras señales de detección según las posiciones longitudinales detectadas de la primera banda;
unos segundos medios de detección que emiten unas segundas señales de detección según las posiciones longitudinales detectadas de la segunda banda; y
unos medios de control, que regulan una velocidad de rotación de los medios impulsores y del rodillo rotatorio de laminación como una función de las primeras señales de detección y segundas señales de detección, para transportar longitudinalmente la primera banda, corregir longitudinalmente las posiciones de la primera banda, y laminar la primera banda alineada con la segunda banda.
Es decir, el rodillo... [Seguir leyendo]
Reivindicaciones:
1. Unidad laminadora para fabricar un compuesto multi-capa (2) en una máquina laminadora (1), que comprende un rodillo rotatorio de laminación (16), que lamina una primera banda (3) sobre una segunda banda (4), en donde comprende además:
unos medios impulsores (42), que hacen rotar (R) el rodillo (16);
unos medios de agarre (39, 41), que mantienen la primera banda (3) en contacto con el rodillo (16);
unos primeros medios de detección (43, 46) que emiten unas primeras señales de detección (44, 47) según las posiciones longitudinales detectadas de la primera banda (3);
unos segundos medios de detección (48, 51) que emiten unas segundas señales de detección (49, 52) según las posiciones longitudinales detectadas de la segunda banda (4); y
unos medios de control (53), que regulan la velocidad de rotación de los medios impulsores (42) y del rodillo (16) como función de las primeras y las segundas señales (44, 47, 49, 52), para transportar, corregir las posiciones longitudinales de la primera banda (3), y laminar la primera banda (3) en alineación con la segunda banda (4).
2. La unidad según la reivindicación 1, caracterizada porque los primeros medios de detección comprenden:
un primer detector (43) colocado aguas arriba del rodillo (16) que detecta las posiciones longitudinales de la primera banda (3) antes de ser laminada sobre la segunda banda (4), y
un segundo detector (46) colocado aguas abajo del rodillo (16) que detecta las posiciones longitudinales de la primera banda (3) después de ser laminada sobre la segunda banda (4).
3. La unidad según la reivindicación 1 o 2, caracterizada porque los segundos medios de detección comprenden por lo menos uno de los dos detectores siguientes:
un tercer detector (48) colocado aguas arriba del rodillo que detecta las posiciones longitudinales de la segunda banda (4) antes de ser laminada con la primera banda (3), y
un cuarto detector (51) colocado aguas abajo del rodillo (16) que detecta las posiciones longitudinales de la segunda banda (4) después de ser laminada con la primera banda (3).
4. La unidad según cualquiera de las reivindicaciones precedentes, caracterizada porque los medios de mantenimiento tienen forma de por lo menos una abertura de aspiración (39), taladrada a través de una pared exterior (37) del rodillo (16) y que está en conexión con una fuente de vacío.
5. La unidad según cualquiera de las reivindicaciones precedentes, caracterizada porque los medios de mantenimiento tienen forma de un revestimiento hecho de un material de agarre, que cubre una superficie externa (41) del rodillo (16).
6. La unidad según cualquiera de las reivindicaciones precedentes, caracterizada porque un dispositivo de corte en una unidad de corte (19) se controla para cortar el compuesto (2) en elementos de placa (21) como función de una o más de las señales (44, 47, 49, 52) emitidas por los primeros y segundos medios de detección (43, 46, 48,
51).
7. La unidad según cualquiera de las reivindicaciones 2 a 6, caracterizada porque los detectores (43, 46, 48, 51) son unos detectores capaces de leer las modificaciones en la primera y la segunda banda (3, 4), preferiblemente unos detectores ópticos que leen impresiones en la primera y la segunda banda (3, 4).
8. La unidad según cualquiera de las reivindicaciones precedentes, caracterizada porque comprende unos medios móviles (32, 33) para elevar y bajar (T) el rodillo de laminación (16), sobre la base del grosor del compuesto multi-capa (2).
9. La unidad según cualquiera de las reivindicaciones precedentes, caracterizada porque comprende un segundo rodillo rotatorio (24) para apretar la primera banda (3) contra el rodillo de laminación (16).
10. La unidad según la reivindicación 9, caracterizada porque comprende unos medios de ajuste (26, 27, 28, 29, 31) para alejar y acercar (U) el segundo rodillo (24) del rodillo de laminación (16), sobre la base del grosor de la primera banda (3).
11. Máquina laminadora, que comprende una primera y una segunda unidad de alimentación para alimentar la primera y la segunda banda (3, 4), caracterizada porque comprende la unidad laminadora (14) según cualquiera de las reivindicaciones precedentes, colocada aguas abajo de la primera y la segunda unidad de alimentación.
12. Máquina según la reivindicación 11, caracterizada porque comprende además una unidad (9) para revestir con pegamento sobre una superficie (7) de la segunda banda (4), colocada entre la segunda unidad alimentación y la unidad laminadora (14).
13. Método para fabricar un compuesto multi-capa (2) mediante laminación de una primera banda (3) sobre una segunda banda (4) en una máquina laminadora (1), que comprende un rodillo rotatorio de laminación (16) que le hacen rotar unos medios impulsores (42), que comprende las etapas de:
transportar la primera banda (3) en una dirección longitudinal;
transportar la segunda banda (4) en la dirección longitudinal;
adherir la primera banda (3) sobre la segunda banda (4);
detectar unas posiciones longitudinales de la primera banda (3);
detectar unas posiciones longitudinales de la segunda banda (4); y
corregir longitudinalmente las posiciones de la primera banda (3), según las posiciones detectadas de la primera y la segunda banda (3, 4), colocadas entre la etapa de detectar y adherir
caracterizado porque la etapa de corregir longitudinalmente las posiciones de la primera banda (3) se implementa mediante la regulación de la velocidad de rotación de los medios impulsores (42) y del rodillo (16).
14. El método según la reivindicación 13, caracterizado porque la etapa para detectar unas posiciones longitudinales de la primera banda (3) comprende:
una primera sub-etapa para detectar unas posiciones longitudinales de la primera banda (3) antes de la etapa de adherir la primera banda (3) sobre la segunda banda (4); y
una segunda sub-etapa para detectar unas posiciones longitudinales de la primera banda (3) después de la etapa de adherir la primera banda (3) sobre la segunda banda (4).
15. El método según la reivindicación 14, caracterizado porque la etapa para detectar unas posiciones longitudinales de la segunda banda (4) comprende por lo menos una de las dos siguientes sub-etapas:
una primera sub-etapa para detectar unas posiciones longitudinales de la segunda banda (4) antes de la etapa de adherir la primera banda (3) sobre la segunda banda (4); y
una segunda sub-etapa para detectar unas posiciones longitudinales de la segunda banda (4) después de la etapa de adherir la primera banda (3) sobre la segunda banda (4).
Patentes similares o relacionadas:
 Instalación de cartón ondulado, del 29 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de cartón ondulado, que comprende
a) al menos un dispositivo para la fabricación de una respectiva banda […]
Instalación de cartón ondulado, del 29 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de cartón ondulado, que comprende
a) al menos un dispositivo para la fabricación de una respectiva banda […]
Dispositivo calefactor que comprende dos placas calientes, en forma de arco antepuestas, de una máquina bilateral, del 1 de Julio de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Dispositivo calefactor, que comprende dos placas calientes , en forma de arco antepuestas de una máquina bilateral (9; 9a), con un bastidor , - presentando […]
Revestimiento de tambor de sujeción automática para un tambor de accionamiento en una máquina de cartón ondulado, del 10 de Junio de 2020, de Mühlen Sohn GmbH & Co. KG: Revestimiento de tambor para un tambor de accionamiento en una máquina de cartón ondulado que presenta un material […]
Instalación de cartón ondulado, del 22 de Abril de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado que comprende a) al menos un dispositivo de fabricación de cartón ondulado para fabricar al menos una banda de cartón ondulado […]
Disposición de sellado de dique de cola, del 29 de Enero de 2020, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Disposición de sellado de dique de cola para un equipo de encolado de una instalación de cartón corrugado , que comprende: a) un equipo de soporte , […]
Instalación de cartón ondulado, del 18 de Diciembre de 2019, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Instalación de cartón ondulado para la fabricación de hojas de cartón ondulado , que comprende a. un primer dispositivo de alimentación de material […]
Procedimiento y equipo para el control y la fabricación de cartón corrugado, del 4 de Diciembre de 2019, de Valmet Automation Oy: Equipo para el control de la fabricación de cartón corrugado en un equipo de fabricación que comprende una parte de desenrollado , en el que el equipo de control comprende […]
Dispositivo para fabricar una banda de cartón corrugado sin fin laminada en al menos un lado, del 6 de Noviembre de 2019, de BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH: Dispositivo para fabricar una banda de cartón corrugado sin fin laminada en al menos un lado a) con un primer cilindro estriado y un segundo […]