Laminador para artículos largos.
Laminador (20) continuo para laminar un artículo (44) que define un eje X de laminación,
que comprende al menos dos estaciones (22) de laminación dispuestas en serie a lo largo del eje X de laminación, en el que al menos una estación (22) de laminación comprende:
- una estructura (40) fija;
- un carrete (24) portarrodillos conectado de manera separable a la estructura (40) fija y que comprende tres rodillos (26.a, 26.b, 26.c) de laminación montados en el carrete (24) portarrodillos para poder moverse radialmente con respecto al eje X de laminación, pudiendo girar los tres rodillos alrededor de tres ejes (r.a, r.b, r.c) respectivos dispuestos a 120º entre sí;
- tres actuadores (32.a, 32.b, 32.c) montados en la estructura (40) fija y que comprenden pistones (50.a, 50.b, 50.c) que pueden moverse a lo largo de tres ejes (t.a, t.b, t.c) radiales respectivos dispuestos a 120º entre sí, pudiendo actuar cada uno de dichos actuadores (32.a, 32.b, 32.c), durante su uso, sobre uno de dichos rodillos (26.a, 26.b, 26.c) para impartir una fuerza radial adecuada para la laminación del artículo (44);
caracterizado porque
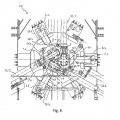
los tres actuadores (32.a, 32.b, 32.c) son de tipo de una sola carrera y están dispuestos de modo que, cuando los pistones (50.a, 50.b) de dos actuadores (32.a, 32.b) están completamente retraídos hasta el tope de final de carrera de la carrera de trabajo, se crea una trayectoria P libre de obstáculos y paralela al eje (t.c) del tercer actuador (32.c), permitiendo dicha trayectoria P al carrete (24) portarrodillos pasar hacia fuera lateralmente por el lado opuesto a aquél en el que está situado el tercer actuador (32.c).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2011/051222.
Solicitante: SMS INNSE S.p.A.
Nacionalidad solicitante: Italia.
Dirección: Via Milano 4 20097 San Donato Milanese (MI) ITALIA.
Inventor/es: MARIN,PAOLO, PACHER,MARCELLO, PAVESI,CLAUDIO, ZANELLA,GUIDO EMILIO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B13/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 13/00 Cajas de laminadores, es decir, conjuntos compuestos de un chasis, de cilindros y de accesorios (B21B 17/00 - B21B 23/00 tienen prioridad; detalles, partes constitutivas, accesorios, dispositivos auxiliares, procedimientos de laminado, ver los grupos apropiados). › todos los ejes están situados en el mismo plano.
- B21B31/10 B21B […] › B21B 31/00 Estructura de las cajas de laminadores; Montaje, regulación o cambio de cilindros, de los soportes de cilindros o de los chasis. › por desplazamiento horizontal.
- B21B35/04 B21B […] › B21B 35/00 Propulsión de los laminadores. › cada caja tiene su o sus propios motores.
PDF original: ES-2496772_T3.pdf
Fragmento de la descripción:
Laminador para artículos largos
La presente invención se refiere a un laminador continuo para laminar artículos largos huecos y sólidos, tales como varillas, barras y tubos sin soldaduras. En particular se refiere a un laminador que comprende una pluralidad de estaciones con tres rodillos ajustables.
El área de aplicación preferida de la Invención es la laminación de tubos sin soldaduras, a los que se hará particular referencia en la siguiente descripción, sin excluir por ello otras aplicaciones de laminación similares.
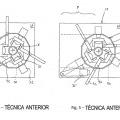
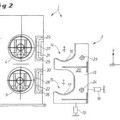
Laminadores continuos con tres rodillos ajustables se usan ampliamente en la laminación de tubos sin soldaduras, describiéndose a continuación algunas de las principales características de dichos laminadores con referencia a las figuras 2 a 6. Un laminador continuo con tres rodillos ajustables, indicado en su totalidad por 2, comprende normalmente una pluralidad de estaciones 22 de laminación. Habitualmente, en este tipo de laminador, al que se hará referencia principalmente a continuación, las estaciones 22 están en un número de cinco o seis, comprendiendo cada una de las mismas a su vez un carrete 24 portarrodillos tal como el que se muestra esquemáticamente en las figuras 2 y 3. En otros tipos de laminador, el número de estaciones de laminación puede variar desde las dos estaciones usadas en algunos laminadores acabadores hasta los 24 a 26 puestos de determinados laminadores estiradores/reductores. Los tres rodillos 26 de laminación están montados en cada carrete 24. En una única estación 22 los tres rodillos 26 están montados en el respectivo carrete 24 a 12° entre sí alrededor del eje X de laminación. Los rodillos 26 también están montados para poder moverse radialmente según los requisitos de laminación.
Según la solución, conocida en sí misma, mostrada esquemáticamente en la figura 2, la movilidad radial de los rodillos 26 se consigue por medio de palancas 28 unidas mediante bisagra al carrete 24. Por tanto, cada palanca 28 con su rodillo 26 asociado puede girar alrededor del eje Y de rotación respectivo, paralelo al eje X de laminación. La rotación de la palanca 28 y el rodillo 26 se indica esquemáticamente mediante la flecha en la figura 2.
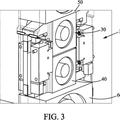
Según la solución, conocida en sí misma, mostrada esquemáticamente en la figura 3, la movilidad radial de los rodillos 26 se consigue por medio de guías 3 fijadas al carrete 24. Cada rodillo 26 puede por tanto desplazarse a lo largo de la respectiva guía 3. El desplazamiento del rodillo 26 se indica esquemáticamente mediante la flecha en la figura 3.
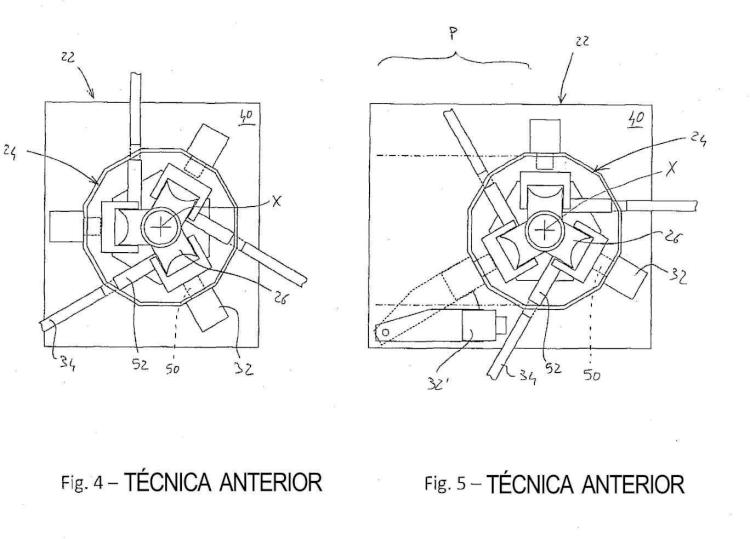
En los diagramas de las posteriores figuras 4 a 6, los carretes 24 se muestran de forma genérica, sin indicación alguna de la presencia de las palancas 28 o las guías 3.
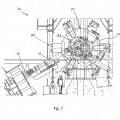
En cada estación 22 individual, tal como las mostradas esquemáticamente en las figuras 4 a 6, el carrete 24 y los respectivos rodillos 26 actúan conjuntamente con los actuadores 32 y con los husillos 34. Los actuadores 32 son actuadores lineales que pueden actuar radialmente contra los rodillos 26 para impartir la fuerza necesaria para la deformación plástica del material del artículo que está laminándose. A continuación se considera que, por motivos de sencillez, los actuadores 32 son cápsulas hidráulicas de tipo cilindro/pistón. Sin embargo, el experto en la técnica puede comprender que, con el fin de satisfacer requisitos específicos, estos actuadores también pueden ser actuadores mecánicos, por ejemplo de tipo tornillo o cremallera. En cambio, los husillos 34 son árboles de transmisión que pueden impartir a los rodillos 26 el par motor necesario para provocar la alimentación del artículo a lo largo del eje X de laminación.
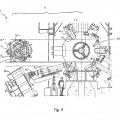
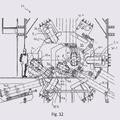
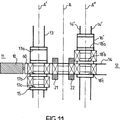
Las figuras 4 a 6 muestran tres tipos conocidos diferentes de estaciones 22 de laminación, mientras que las posteriores figuras 7 a 12 muestran estaciones de laminación según la invención. Los rasgos característicos descritos anteriormente pueden identificarse fácilmente en cada una de las figuras 4 a 12.
Los laminadores de tipo conocido, aunque muy populares debido a la calidad del artículo terminado, no carecen, sin embargo, de inconvenientes.
Una primera categoría de inconvenientes consiste en aquéllos asociados con la sustitución de rodillos desgastados o dañados. De hecho, los rodillos 26, debido a las condiciones bastante intensas a las que están expuestos durante la laminación, se someten a un grado de desgaste significativo y a un riesgo de daño considerable. En ambos casos, con el fin de devolver el laminador 2 a su condición de funcionamiento, los rodillos dañados deben sustituirse por un número correspondiente de rodillos sin daños que son nuevos o reparados.
En un primer tipo de laminador 2, la necesidad de sustituir los rodillos 26 se ha tratado proporcionando un denominado sistema de cambio axial. En la figura 4 se muestra esquemáticamente una estación 22 de un laminador de este tipo. Según esta solución, todo el tren de carretes 24 portarrodillos puede desplazarse a lo largo del eje X de laminación. Sin embargo, evidentemente, con el fin de poder desplazar el tren de carretes 24, en primer lugar se
requiere liberar la trayectoria axial de obstáculos. Los principales obstáculos consisten en los actuadores 32 y los husillos 34 cuando éstos están ubicados en las respectivas posiciones de funcionamiento. Como se muestra esquemáticamente en la figura 4, el obstáculo que consiste en los actuadores 32 puede retirarse fácilmente retrayendo los pistones 5 hasta el respectivo tope de final de carrera de la carrera de trabajo. De manera similar, el 5 obstáculo representado por los husillos 34 puede retirarse fácilmente retrayendo telescópicamente los extremos de dichos husillos. Una vez retirados los obstáculos, es posible extraer axialmente el tren de carretes 24 y sustituir entonces los rodillos 26.
El tren de carretes 24, junto con los nuevos rodillos 26 sin daños, puede desplazarse entonces a lo largo del eje X de laminación de modo que cada carrete 24 vuelve a la correcta posición dentro de la respectiva estación 22.
En la patente EP 565 772 se describe una planta similar a la mostrada esquemáticamente en la figura 4.
Esta solución, aunque sin duda es eficaz, tiene varios inconvenientes significativos. En primer lugar, es necesario proporcionar, inmediatamente aguas abajo del laminador 2, un espacio vacío con una longitud sustancialmente igual a la del propio laminador. Este espacio vacío, que está destinado a recibir el tren de carretes 24 durante el mantenimiento, no tiene sustancialmente ningún uso durante la vida de funcionamiento normal del laminador 2. 15 Además, el espacio vacío da como resultado la necesidad de medios para transportar el artículo 44 que sale del laminador 2 hacia los aparatos destinados a realizar las etapas de procesamiento posteriores. Además, el sistema de cambio axial requiere necesariamente de la retirada de todo el tren de carretes 24, que consiste por ejemplo en cinco o seis carretes, cada uno con sus tres rodillos 26 asociados, incluso cuando sólo se necesita sustituir un rodillo. Puede ocurrir de hecho que, de entre los 15^-18 rodillos en el laminador, sólo uno de ellos presente un daño 2 accidental y deba sustituirse, mientras que los rodillos restantes están en perfecto estado de funcionamiento.
Una solución posterior, que soluciona parcialmente los problemas asociados con el cambio axial, es la solución basada en un sistema de cambio lateral. De hecho, según esta solución, el carrete 24 individual puede extraerse lateralmente de su estación 22. También en este caso es necesario obviamente proporcionar una trayectoria lateral P que esté completamente libre de obstáculos y a lo largo de la cual puede desplazarse el carrete 24.
Un primer tipo de laminador 2 con sistema de cambio lateral se muestra esquemáticamente en la figura 5. En este laminador 2, uno de los tres actuadores 32 actúa a lo largo de un eje vertical, mientras que los otros dos actuadores actúan a lo largo de ejes que están dispuestos a +12° con respecto a la vertical. La trayectoria de salida lateral P del carrete 24 se indica mediante la línea de trazo y punto. En esta configuración, como puede observarse, el mayor obstáculo consiste en uno de los actuadores 32 (Indicado mediante 32 en el ejemplo de la figura 5 y 3 dispuesto a -12° con respecto a la vertical) y los husillos 34. Según la solución mostrada esquemáticamente en la figura 5, el actuador 32 está montado en la estructura 4 fija de la estación 22 para poder girar, si es necesario, alrededor de un pasador. Por tanto, el obstáculo se retira girando todo el actuador 32 (en el ejemplo en la figura 5 hacia abajo) para liberar la trayectoria de extracción lateral P para el carrete 24.... [Seguir leyendo]
Reivindicaciones:
1. Laminador (2) continuo para laminar un artículo (44) que define un eje X de laminación, que comprende al menos dos estaciones (22) de laminación dispuestas en serie a lo largo del eje X de laminación, en el que al menos una estación (22) de laminación comprende:
- una estructura (4) fija;
- un carrete (24) portarrodillos conectado de manera separable a la estructura (4) fija y que comprende tres rodillos (26.a, 26.b, 26.c) de laminación montados en el carrete (24) portarrodillos para poder moverse radialmente con respecto al eje X de laminación, pudiendo girar los tres rodillos alrededor de tres ejes (r.a, r.b, r.c) respectivos dispuestos a 12° entre sí;
- tres actuadores (32.a, 32.b, 32.c) montados en la estructura (4) fija y que comprenden pistones (5.a, 5.b, 5.c) que pueden moverse a lo largo de tres ejes (t.a, t.b, t.c) radiales respectivos dispuestos a 12° entre sí, pudiendo actuar cada uno de dichos actuadores (32.a, 32.b, 32.c), durante su uso, sobre uno de dichos rodillos (26.a, 26.b, 26.c) para impartir una fuerza radial adecuada para la laminación del artículo (44);
caracterizado porque
los tres actuadores (32.a, 32.b, 32.c) son de tipo de una sola carrera y están dispuestos de modo que, cuando los pistones (5.a, 5.b) de dos actuadores (32.a, 32.b) están completamente retraídos hasta el tope de final de carrera de la carrera de trabajo, se crea una trayectoria P libre de obstáculos y paralela al eje (t.c) del tercer actuador (32.c), permitiendo dicha trayectoria P al carrete (24) portarrodillos pasar hacia fuera lateralmente por el lado opuesto a aquél en el que está situado el tercer actuador (32.c).
2. Laminador (2) continuo para laminar un artículo (44) que define un eje X de laminación, que comprende al menos dos estaciones (22) de laminación dispuestas en serie a lo largo del eje X de laminación, en el que al menos una estación (22) de laminación comprende:
- una estructura (4) fija;
- un carrete (24) portarrodillos conectado de manera separable a la estructura (4) fija y que comprende tres rodillos (26.a, 26.b, 26.c) de laminación montados en el carrete (24) portarrodillos para poder moverse radialmente con respecto al eje X de laminación, pudiendo girar los tres rodillos alrededor de tres ejes (r.a, r.b, r.c) respectivos dispuestos a 12° entre sí;
- tres motores (36.a, 36.b, 36.c) de engranajes conectados a los rodillos (26.a, 26.b, 26.c) por medio de husillos (34.a, 34.b, 34.c) para dotar a los rodillos (26.a, 26.b, 26.c) del par motor necesario para provocar la alimentación del artículo (44) a lo largo del eje X de laminación;
caracterizado porque
al menos un husillo (34.a) puede someterse a un movimiento de rotación-traslación para retirarse de una trayectoria P lo que permite al carrete (24) portarrodillos pasar hacia fuera lateralmente, estando montado el motor (36.a) de engranajes respectivo de manera fija sobre su base.
3. Laminador (2) según la reivindicación 1, que también comprende tres motores (36.a, 36.b, 36.c) de engranajes conectados a los rodillos (26.a, 26.b, 26.c) por medio de husillos (34.a, 34.b, 34.c) para dotar a los rodillos (25.a, 26.b, 26.c) del par motor necesario para provocar la alimentación del artículo (44) a lo largo del eje X de laminación;
en el que al menos un husillo (34.a) puede someterse a un movimiento de rotación-traslación para retirarse de una trayectoria P lo que permite al carrete (24) portarrodillos pasar hacia fuera lateralmente, estando montado el motor (36.a) de engranajes respectivo de manera fija sobre su base.
4. Laminador (2) según la reivindicación 2, que también comprende tres actuadores (32.a. 32.b, 32.c) montados en la estructura (4) fija y que comprende pistones (5.a, 5.b, 5.c) que pueden moverse a lo largo de tres ejes (t.a, t.b, t.c) radiales respectivos dispuestos a 12° entre sí, pudiendo actuar cada uno de dichos actuadores (32.a, 32,b, 32.c), durante su uso, sobre uno de dichos rodillos (26.a, 26.b, 26.c) para impartir una fuerza radial adecuada para la laminación del artículo (44);
en el que los tres actuadores (32.a, 32.b, 32.c) son de tipo de una sola carrera y están dispuestos de modo que, cuando los pistones (5.a, 5.b) de dos actuadores (32.a, 32.b) están completamente retraídos hasta el tope de final
de carrera de la carrera de trabajo, se crea una trayectoria P libre de obstáculos y paralela al eje (t.c) del tercer actuador (32.c), permitiendo dicha trayectoria P al carrete (24) portarrodillos pasar hada fuera lateralmente por el lado opuesto a aquél en el que está situado el tercer actuador (32.c).
5. Laminador (2) según una cualquiera de las reivindicaciones anteriores, en el que al menos una estación (22) de laminación está configurada de modo que, cuando dos pistones (5.a, 5.b) están completamente retraídos hasta el tope de final de carrera de la carrera de trabajo, la distancia mínima entre los dos pistones (5.a, 5.b) y/o entre los actuadores (32.a, 32.b) respectivos es mayor que la dimensión máxima del carrete (24) medida en la misma dirección.
6. Laminador (2) según una cualquiera de las reivindicaciones anteriores, en el que los actuadores (32) son cápsulas hidráulicas.
7. Laminador (2) según una cualquiera de las reivindicaciones anteriores, en el que el eje (t.c) del tercer actuador (32.c) y la trayectoria P son horizontales y los ejes (t.a, t.b) de los otros dos actuadores (32.a, 32.b) están dispuestos a +12° con respecto a la horizontal.
8. Laminador (2) según una cualquiera de las reivindicaciones anteriores, en el que la carrera de trabajo de los actuadores (32) es menor que 3 mm, preferiblemente menor que 22 mm, e Incluso más preferiblemente menor
que 18 mm.
9. Laminador (2) según una cualquiera de las reivindicaciones anteriores, en el que los tres actuadores (32.a, 32.b, 32.c) son idénticos entre sí.
1. Laminador (2) según una cualquiera de las reivindicaciones anteriores, en el que los tres rodillos de laminación (26) están montados en el carrete (24) portarrodillos por medio de guías (23) respectivas fijadas al carrete (24) para poder deslizarse en una dirección radial a lo largo de las guías (3).
11. Laminador (2) según una cualquiera de las reivindicaciones 1 a 9, en el que los tres rodillos (26.a, 26.b, 26.c) de laminación están montados en el carrete (24) portarrodillos por medio de palancas (28.a, 28.b, 28.c) respectivas que están unidas mediante bisagra en el carrete (24) portarrodillos para poder girar alrededor de tres ejes (Y.a, Y.b, Y.c) de rotación respectivos paralelos al eje (X) de laminación.
12. Laminador (2) según la reivindicación anterior, en el que para al menos una unidad rodillo-actuador de al menos una estación (22) de laminación:
- estando definida la circunferencia c como la circunferencia más pequeña centrada en el eje (Y.a) de rotación de la palanca (28.a) que comprende completamente el conjunto (286.a) palanca/rodillo, y
- estando definida la circunferencia C como la circunferencia más grande centrada en el eje (Y.a) de rotación de la palanca (28.a) que no comprende ninguna parte del conjunto (32.a) actuador/pistón cuando el pistón (5.a) está completamente retraído dentro del actuador (32.a);
la circunferencia c es menor que la circunferencia C de manera que el conjunto (286.a) palanca/rodillo puede rotar hacia fuera, abriendo un espacio para acceder al artículo (44).
13. Laminador (2) según una cualquiera de las reivindicaciones anteriores, en el que el extremo del husillo (34) puede retraerse telescópicamente para desengancharse del buje (52) del rodillo (26).
14. Laminador (2) según una cualquiera de las reivindicaciones anteriores, en el que el husillo (34) puede deslizarse a lo largo del árbol (56) del motor (36) de engranajes para desengancharse del buje (52) del rodillo (26).
15. Laminador (2) según una cualquiera de las reivindicaciones anteriores, en el que el husillo (34) puede plegarse hacia atrás alrededor de una junta (38) para retirarse de la trayectoria P.
16. Laminador (2) según la reivindicación anterior, en el que dicha junta (38) es una junta universal o Cardan.
Patentes similares o relacionadas:
 Laminador para banda metálica, del 29 de Abril de 2020, de FIVES DMS: Laminador para banda metálica que comprende:
- una caja de sujeción ,
- un conjunto de rodillos superpuestos de ejes sensiblemente […]
Laminador para banda metálica, del 29 de Abril de 2020, de FIVES DMS: Laminador para banda metálica que comprende:
- una caja de sujeción ,
- un conjunto de rodillos superpuestos de ejes sensiblemente […]
Instalación para y método de cambio de cilindros y/o de grupos de un cajón de laminación; cajón de laminación que comprende el sistema de bloqueo y de sujeción, del 4 de Noviembre de 2019, de Primetals Technologies France SAS: Instalación de desmontaje adaptada para el cambio de cilindros y de grupos de un cajón de laminación destinado a la laminación de una banda metálica, dicho grupo que está […]
Máquina para enderezar y procedimiento para cambiar elementos de rodillos de enderezado, del 8 de Mayo de 2019, de SMS group GmbH: Máquina para enderezar para enderezar un producto semiacabado con elementos de rodillos de enderezado , con una línea de camino de rodillos que forma una sección de […]
Sistema y procedimiento de cambio de útil, así como rodillo de forja, del 26 de Octubre de 2016, de SMS group GmbH: Sistema de cambio de útil para el cambio al menos de un útil dispuesto sobre un árbol de laminación en una posición de trabajo, que comprende un […]
Sistema y procedimiento de cambio de útil, del 8 de Junio de 2016, de SMS group GmbH: Sistema de cambio de útil para el cambio al menos de un útil dispuesto sobre un árbol de laminación en una posición de trabajo, que comprende […]
 Laminador para artículos largos, del 3 de Febrero de 2016, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación dispuestas en […]
Laminador para artículos largos, del 3 de Febrero de 2016, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación dispuestas en […]
 Sistema conformado por una caja de laminación y un dispositivo de cambio de cilindros, del 18 de Diciembre de 2013, de SMS MEER GMBH: Sistema conformado por, al menos, una caja de laminación y, al menos, un dispositivo de cambio decilindros , en donde en la caja de […]
Sistema conformado por una caja de laminación y un dispositivo de cambio de cilindros, del 18 de Diciembre de 2013, de SMS MEER GMBH: Sistema conformado por, al menos, una caja de laminación y, al menos, un dispositivo de cambio decilindros , en donde en la caja de […]
 PROCEDIMIENTO DE CAMBIO RAPIDO DE LOS CILINDROS DE UNA CAJA DE LAMINADOR E INSTALACION ASOCIADA, del 5 de Febrero de 2010, de SIEMENS VAI METALS TECHNOLOGIES SAS: Procedimiento de cambio rápido de por lo menos un cilindro de una caja de laminador , aplicando un dispositivo de desplazamiento de cilindros […]
PROCEDIMIENTO DE CAMBIO RAPIDO DE LOS CILINDROS DE UNA CAJA DE LAMINADOR E INSTALACION ASOCIADA, del 5 de Febrero de 2010, de SIEMENS VAI METALS TECHNOLOGIES SAS: Procedimiento de cambio rápido de por lo menos un cilindro de una caja de laminador , aplicando un dispositivo de desplazamiento de cilindros […]