Aparato para moldear partes compuestas por transferencia de resina.
Un aparato (1) de moldeado por transferencia de resina, que comprende:
un par de troqueles de torneado (3, 9; 28);
primeros y segundos susceptores (20, 21; 20a, 21a) montados respectivamente en los primeros y segundos troqueles (3, 9; 28), incluyendo los primeros y segundos susceptores (20, 21; 20a; 21a) superficies opuestas contorneadas que definen una cavidad del molde (38) para moldear una parte;
un sistema de control de temperatura (27; 65) que incluye bobinas de inducción (26) acopladas de manera inductiva a los primeros y segundos susceptores; y,
un sistema de transferencia de resina (55) para suministrar resina desde una fuente de resina a la cavidad del molde; caracterizado por que el par de troqueles de torneado (3, 9; 28) incluye una pluralidad de láminas de metal apiladas (28; 28a); comprendiendo además el aparato bobinas de inducción (26) que se extienden a través de la pluralidad de láminas de metal apiladas (28; 28a) en cada uno de los troqueles de torneado (3, 9; 28).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/077039.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 NORTH RIVERSIDE PLAZA CHICAGO, IL 60606-2016 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MATSEN, MARC R., PETERSON,KIM E.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/48 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › e impregnando los refuerzos en el molde cerrado, p. ej, moldeo por transferencia de resina [RTM].
PDF original: ES-2485904_T3.pdf
Fragmento de la descripción:
Aparato para moldear partes compuestas por transferencia de resina
Campo de la invención
La divulgación se refiere en general a aparatos y métodos para fabricación compuesta y, más en particular, trata de un aparato de moldeado por transferencia de resina que optimiza el rendimiento de una parte compuesta moldeada.
Antecedentes
Las técnicas e instalaciones de procesamiento que hacen posible el uso extendido de componentes compuestos moldeados por transferencia de resina con precios y costes que permiten escenarios con ahorros significativos en el peso son deseables en algunas aplicaciones. La capacidad para calentar, consolidar y enfriar rápidamente de una manera controlada puede requerirse para altos índices de producción de componentes compuestos. Las técnicas de procesamiento actuales incluyen el uso de troqueles calentados y, por tanto, pueden no permitir el óptimo enfriamiento controlado que puede requerirse para una fabricación optimizada. Además, las técnicas actuales de procesamiento pueden tener limitaciones al formar los componentes deseados ya que tales técnicas pueden tener limitaciones en la capacidad para establecer los ciclos térmicos óptimos para cumplir tanto los objetivos de producibilidad como de viabilidad mientras que se establecen las propiedades materiales óptimas.
El documento US 2005/0035116 divulga un aparato y método para consolidar una pieza de trabajo compuesta de acuerdo con la porción precaracterizadora de la reivindicación 1. El documento GB 2430117 divulga un método para fabricar un cuerpo pirolizado.
Sumario
La presente invención proporciona un aparato de moldeado por transferencia de resina de acuerdo con la reivindicación 1.
Las realizaciones divulgadas proporcionan un método y aparato para moldear por transferencia de resina partes compuestas que proporcionan un calentamiento y enfriamiento rápidos de la parte usando torneado que tiene una masa térmica relativamente pequeña que se acopla directamente a un sistema de control de temperatura. Los susceptores contorneados que forman una cavidad del molde se acoplan de manera inductiva a bobinas eléctricas que calientan rápidamente los susceptores, permitiendo una adaptación precisa de los perfiles térmicos y de presión. El sistema de control de temperatura también incluye medios para enfriar rápidamente los susceptores para mejorar el control del proceso. Los susceptores se configuran para permitir el flujo de resina dentro de la cavidad del molde usando un sistema de transferencia de resina.
De acuerdo con una realización divulgada, se proporciona un aparato para moldeado por transferencia de resina que comprende: un par de troqueles de torneado incluyendo cada uno una pluralidad de láminas de metal apiladas; primeros y segundos susceptores montados respectivamente en los primeros y segundos troqueles e incluyendo superficies contorneadas que definen una cavidad del molde para moldear una parte; un sistema de control de temperatura que incluye bobinas de inducción acopladas de manera inductiva a los primeros y segundos 45 susceptores; y un sistema de transferencia de resina para suministrar resina desde una fuente de resina a la cavidad del molde. Los troqueles de torneado pueden incluir caras contorneadas que coinciden respectivamente con las superficies contorneadas de los susceptores. Una cubierta dieléctrica puede estar dispuesta entre los susceptores y los troqueles de torneado correspondientes. Las láminas de metal apiladas pueden separarse para definir huecos de aire a través de los que puede fluir un refrigerante para proporcionar un rápido enfriamiento de los susceptores.
De acuerdo con otra realización divulgada, se proporciona un aparato para moldeado por transferencia de resina, comprendiendo un par de troqueles de torneado que incluyen respectivamente caras contorneadas que coinciden y una pluralidad de pasos que se extienden generalmente transversales a las caras contorneadas; primeros y segundos susceptores montados respectivamente en las caras contorneadas de los troqueles de torneado y que 55 incluyen superficies contorneadas que definen una cavidad del molde para moldear una parte; un sistema de control de temperatura; y un sistema de transferencia de resina acoplado a los troqueles de torneado para suministrar resina desde una fuente de resina a la cavidad del molde. El sistema de control de temperatura puede incluir bobinas de inducción acopladas de manera inductiva a los primeros y segundos susceptores para calentar los susceptores. El sistema de control de temperatura puede controlar además medios para suministrar refrigerante a 60 través de los pasos para enfriar los primeros y segundos susceptores. El aparato puede incluir además una cubierta dieléctrica dispuesta entre cada uno de los susceptores y un troquel de torneado correspondiente. Los troqueles de torneado incluyen una pluralidad de láminas de metal apiladas, donde los pasos se definen entre las láminas de metal. Los susceptores pueden incluir una o más aberturas que permiten la entrada de resina en la cavidad del molde y purgar el exceso de resina de la cavidad del molde.
De acuerdo con una realización del método divulgada que no es parte de la invención, moldear una parte compuesta comprende las etapas de: colocar susceptores en una cavidad del molde; introducir una preforma de fibra en la cavidad del molde, en contacto con los susceptores; calentar la cavidad del molde calentando de manera inductiva los susceptores; infundir resina en la preforma para formar una parte transfiriendo resina desde una fuente de resina a la cavidad del molde; enfriar la parte enfriando los susceptores; y retirar la parte después de que la parte se ha enfriado. La parte puede enfriarse haciendo fluir un medio de enfriamiento sobre los susceptores. El medio de enfriamiento puede suministrarse a los susceptores a través de pasos en un troquel. La resina puede transferirse desde la fuente de resina a través de una o más aberturas en uno de los susceptores.
Otros rasgos, beneficios y ventajas de las realizaciones divulgadas serán aparentes a partir de la siguiente descripción de realizaciones, cuando se vean de acuerdo con los dibujos adjuntos y reivindicaciones anexas.
Breve descripción de las ilustraciones
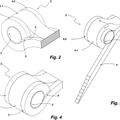
La Figura 1 es una vista en sección de un par de troqueles de torneado de un aparato apilado de torneado, con compuestos de moldeado situados entre los troqueles de torneado. La Figura 2 es una vista en sección de un par de troqueles de torneado, con los compuestos de moldeado encerrados entre un par de susceptores de troquel proporcionados en los troqueles de torneado. La Figura 3 es una vista en sección de los troqueles de torneado, con los troqueles de torneado aplicando presión para formar y consolidar una lámina compuesta. La Figura 4 es una vista en sección de los troqueles de torneado, con los troqueles de torneado cerrados contra los susceptores de troquel y lámina compuesta y un sistema de enfriamiento activado para enfriar los troqueles de torneado. La Figura 5 es una vista en sección de los troqueles de torneado, con los troqueles de torneado y susceptores de troquel liberados de la lámina compuesta después de formar y enfriar la lámina compuesta. La Figura 6 es una vista esquemática de un troquel de torneado, que ilustra más en particular un susceptor de troquel y un revestimiento de troquel proporcionado en la superficie de engranaje del troquel de torneado y múltiples bobinas de inducción que se extienden a través del troquel de torneado. La Figura 7 es una vista delantera en sección de un troquel de torneado, que ilustra más en particular múltiples bobinas de inducción y múltiples ranuras térmicas de expansión proporcionadas en la lámina de metal. La Figura 8 es un diagrama de bloque funcional de una realización alternativa de un aparato de moldeado por transferencia de resina. La Figura 9 es una vista en sección que ilustra el aparato de la Figura 8, habiéndose abierto los troqueles de torneado y habiéndose cargado una preforma en la cavidad del molde.
La Figura 10 es una vista en sección de los susceptores que forman parte de los troqueles de torneado mostrados en la Figura 9 y que representa mejor aberturas en los susceptores a través de las que la resina puede fluir dentro y fuera de la cavidad del molde. La Figura 11 es una vista en sección similar a la Figura 9, pero que muestra los troqueles habiéndose cerrado para aplicar presión para formar y consolidar la preforma infundida con resina. La Figura 12 es una vista en sección similar a la Figura 11, pero que muestra un sistema de enfriamiento que se ha activado para enfriar la parte. La Figura 13 es una vista en sección que muestra los troqueles habiéndose abierto y una parte... [Seguir leyendo]
Reivindicaciones:
1. Un aparato (1) de moldeado por transferencia de resina, que comprende:
un par de troqueles de torneado (3, 9; 28) ; primeros y segundos susceptores (20, 21; 20a, 21a) montados respectivamente en los primeros y segundos troqueles (3, 9; 28) , incluyendo los primeros y segundos susceptores (20, 21; 20a; 21a) superficies opuestas contorneadas que definen una cavidad del molde (38) para moldear una parte; un sistema de control de temperatura (27; 65) que incluye bobinas de inducción (26) acopladas de manera inductiva a los primeros y segundos susceptores; y, un sistema de transferencia de resina (55) para suministrar resina desde una fuente de resina a la cavidad del molde; caracterizado por que el par de troqueles de torneado (3, 9; 28) incluye una pluralidad de láminas de metal apiladas (28; 28a) ; comprendiendo además el aparato bobinas de inducción (26) que se extienden a través de la pluralidad de láminas de metal apiladas (28; 28a) en cada uno de los troqueles de torneado (3, 9; 28) .
2. El aparato de la reivindicación 1, donde los troqueles de torneado incluyen caras contorneadas que coinciden general y respectivamente con las superficies contorneadas de los primeros y segundos susceptores.
3. El aparato de la reivindicación 1, donde al menos uno de los susceptores incluye un tubo de purga en su interior 20 para permitir que el exceso de resina escape de la cavidad del molde.
4. El aparato de la reivindicación 1, donde al menos uno de los susceptores incluye una abertura acoplada al sistema de transferencia de resina para permitir que la resina entre en la cavidad del molde.
5. El aparato de la reivindicación 1, que comprende además un sistema de evacuación para evacuar la cavidad del molde antes de que la resina se transfiera a la cavidad del molde mediante el sistema de transferencia de resina.
Patentes similares o relacionadas:
Método y molde para la fabricación de piezas de material compuesto, del 15 de Abril de 2020, de AIRBUS OPERATIONS, S.L: Método para la fabricación de piezas de material compuesto, en el que al menos una primera pieza de material compuesto se une a una segunda […]
Proceso para la fabricación de productos de material compuesto empleando un molde con cojinetes, del 19 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Proceso para la fabricación de productos elaborados de materiales compuestos, caracterizado por comprender las siguientes fases operativas: - la disposición de uno […]
Método y dispositivo para la fabricación de plástico reforzado con fibra, del 19 de Febrero de 2020, de TORAY INDUSTRIES, INC.: Un método de producción para un plástico reforzado con fibra, en el que una preforma hecha de un sustrato de fibra de refuerzo y que tiene una forma tridimensional y […]
Molde elaborado de un material compuesto y proceso para su fabricación, del 12 de Febrero de 2020, de AUTOMOBILI LAMBORGHINI S.P.A.: Molde para la fabricación de productos elaborado de materiales compuestos, en donde el molde comprende al menos una porción funcional (24, […]
 Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Componente compuesto de fibra, del 29 de Enero de 2020, de Sogefi HD Suspensions Germany GmbH: Un componente compuesto de fibra con al menos una sección de resorte y al menos una estructura de transferencia de fuerza , en el que el material compuesto de fibra […]
Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, y cuaderna, del 1 de Enero de 2020, de AIRBUS OPERATIONS, S.L: Procedimiento de fabricación de una cuaderna circundante de abertura para un fuselaje de aeronave, comprendiendo el procedimiento las etapas de: […]
Procedimiento en molde abierto para un material compuesto de matriz de poliamida semicristalina reforzada con fibras, a partir de una composición precursora reactiva de prepolímero, del 1 de Enero de 2020, de ARKEMA FRANCE: Procedimiento de fabricación de un material compuesto termoplástico en molde abierto, comprendiendo dicho material fibras de refuerzo y una matriz […]
Método para la producción de un marco con forma de anillo, del 11 de Diciembre de 2019, de Conseil et Technique: Un método para fabricar un marco en forma de anillo hecho de material compuesto, que comprende al menos los siguientes pasos: - deslizar al menos […]