Procedimiento para fabricar una tubería aislada usando una bolsa.
Un procedimiento para fabricar una tuberia aislada (100) que comprende una tuberia interna (101),
al menos una capa de material aislante (103) y al menos una capa de revestimiento (102), dicho procedimiento de fabricaci6n comprende moldear dicho material aislante sobre dicha tuberia interna, en el que dicho moldeado comprende las etapas de:
- cubrir dicha tuberia interna (101) con una bolsa (106);
- insertar dicha tuberia interna (101) cubierta con dicha bolsa (106) en un molde (104,105); - inyecci6n de un material aislante (103) en un estado liquido en dicho molde (104,105) entre dicha tuberia interna (101) y dicha bolsa (106), por donde dicho material aislante (103) en dicho estado liquido comenzara a expandirse
despues de la inyección y, finalmente, solidificarse;
- retirar dicho molde de dicha tuberia interna con dicho material aislante (103) y dicha bolsa (106); y - cubrir dicho material aislante (103) cubierto con la balsa con dicha al menos una capa de revestimiento (102).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/060560.
Solicitante: Logstor A/S.
Inventor/es: JENSEN,KNUD HJORT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Incorporando o moldeando sobre partes preformadas, p. ej. inserciones o refuerzos.
- F16L59/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 59/00 Aislamiento térmico en general. › Dispositivos para el aislamiento de los tubos o de las tuberías (F16L 59/02 - F16L 59/12 tienen prioridad).
PDF original: ES-2487915_T3.pdf
Fragmento de la descripción:
Campo técnico
En la Industria de la calefacción/refrigeraclón urbana se conoce la fabricación de una tubería aislada que comprende una tubería interna, rodeada por una capa de material aislante, que de nuevo se cubre mediante un revestimiento. La tubería interna y el revestimiento pueden fabricarse de materiales basados en polímero y metales. Normalmente, las 1 tuberías aislantes incorporan sin embargo una tubería interna de metal, una capa aislante sólida térmica y/o de celda cerrada (material aislante) y un revestimiento basado en polímero.
Los ejemplos de procedimientos para fabricar tuberías aislantes que comprenden una tubería interna, rodeada por una capa de material aislante, que de nuevo se cubre mediante un revestimiento se encuentran en el documento US 15 27/74778, donde el material aislante se inyecta en la cavidad entre la tubería interna y externa y en el documento US 375221, que se refiere a tuberías aislantes en el campo.
Se conoce la fabricación del material aislante sobre la tubería interna usando un molde. Este procedimiento emplea un molde que se compone normalmente de dos medias partes. La tubería interna se coloca centralmente dentro del molde 2 formando una cavidad entre la superficie exterior de la tubería interna y el interior de las medias partes del molde. Cuando las dos medias partes se cierran alrededor de la tubería Interna, el material aislante líquido se inyecta dentro de la cavidad del molde. El material aislante líquido se expande hasta que alcanza la pared de la cavidad del molde y posteriormente se solidifica. Después de la solidificación, las medias partes del molde se abren y la tubería aislada está lista para cubrirse con el revestimiento. Tal como se ha mencionado, el revestimiento se basa normalmente en polímero 25 y se extrude sobre el material aislante.
Sin embargo, este conocido proceso de fabricación conlleva un número de inconvenientes. Uno es que el material aislante puede tener una tendencia a adherirse a la pared de la cavidad del molde. Por tanto, puede ser difícil abrir el molde sin dañar y arrancar partes del material aislante solidificado. Además, el material aislante solidificado restante 3 tendrá que retirarse de la pared de la cavidad del molde antes de que pueda iniciarse un nuevo proceso de moldeado.
Otro Inconveniente de este proceso de fabricación es que puede ser difícil conseguir que el revestimiento se adhiera de manera suficiente al material aislante. El problema ocurre como un resultado directo de la técnica de moldeado conocida y usada. Las medias partes del molde se necesitan básicamente para asegurar que la tubería aislada fabricada tendrá 35 las dimensiones y tolerancias requeridas. Para mantener estas dimensiones y tolerancias, el molde no puede abrirse antes de que el material aislante liquido Inyectado se expanda y solidifique. El material aislante de expansión es adherente aunque el material aislante solidificado no lo es. Intentar adherir el material de revestimiento al material aislante solidificado es, por tanto, muy difícil sino imposible. Por tanto, después de salir del molde, tendrá que añadirse un adhesivo al material aislante solidificado para asegurar una unión entre el material aislante solidificado y el 4 revestimiento.
Una alternativa a la técnica de moldeado cerrado descrita anteriormente es usar una técnica de molde abierto. Tradiclonalmente, las medias partes del molde se conectan de manera articulada entre sí en la parte inferior, de manera que el molde se abre en su parte superior de manera simétrica en relación a un eje vertical. Al usar está técnica de 45 molde abierto es posible Inspeccionar el proceso de espumado (expansión) del material aislante y, por tanto, controlar el proceso de espumado. Sin embargo, esta técnica de fabricación requiere una gran precisión al calcular el cierre del molde, principalmente para mantener el material aislante de expansión dentro del molde. Para evitar arrancar piezas del material aislante al abrir el molde, después de la expansión y solidificación del material aislante, se conoce que se Inserta una pieza de papel de aluminio dentro del molde junto con la tubería interna. La pieza de papel de aluminio se 5 pone en la pared interna del molde y se extiende fuera del molde en su abertura. Después, el material aislante líquido se Inyecta o se vierte sobre el papel de aluminio. Independientemente de si se usa o no papel de aluminio, esta técnica de fabricación se conoce por producir tuberías aisladas con calidad variable, lo que es básicamente indeseado.
Sumario de la invención
La presente Invención se refiere a un procedimiento para fabricar una tubería aislada que comprende una tubería Interna, un material aislante y un revestimiento de acuerdo con la reivindicación 1. El procedimiento de fabricación Implica el proceso de moldear un material aislante sobre la tubería interna, donde la tubería interna se cubre mediante una bolsa cerrada que tiene extremos abiertos y después se inserta en un molde. A continuación, el material aislante se 6 inyecta en un estado líquido dentro del molde entre la tubería interna y la bolsa. El material aislante en un estado líquido comenzará a expandirse después de la Inyección y, finalmente, se solidificará. Durante esos procesos, la bolsa presiona hacia la pared interna del molde. Por tanto, el material aislante expandido y solidificado que se orienta hacia la pared Interna del molde se cubrirá mediante la bolsa.
El procedimiento de fabricación de la presente invención es ventajoso ya que la tubería aislada puede sacarse del molde sin romper piezas del material aislante. Esto incrementa de manera significativa el rendimiento de producción. Además, el procedimiento de fabricación elimina de manera eficaz cualquier pérdida o desperdicio de material aislante. De esta manera, el procedimiento de fabricación de la presente invención es simple y fiable y asegura que se obtenga 5 una calidad uniforme del producto en todas las tuberías aisladas producidas.
Además, el material aislante cubierto con la bolsa aporta rasgos ventajosos adicionales al proceso de aplicar un revestimiento a la tubería aislada. Por tanto, la bolsa asegura una adhesión suficiente entre el material aislante y el revestimiento. La calidad de la tubería aislada final se mejora considerablemente de esta manera mediante la unión que 1 se obtiene entre el material aislante y el revestimiento. Los largos valores aislantes de la tubería aislada final pueden, por ejemplo, mejorarse además usando una bolsa con una barrera de difusión que evita la infusión de oxígeno en el material aislante.
Se conoce que el oxigeno combinado con altas temperaturas incrementa el proceso de envejecimiento del material 15 aislante, lo que reduce esencialmente la eficacia aislante.
Breve descripción de los dibujos
A continuación, la Invención se describirá en referencia a las figuras, donde
la figura 1 ilustra una tubería aislada de la técnica anterior;
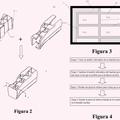
las figuras 2a y 2b ilustran un molde cerrado alrededor de una tubería interna y una sección transversal de la misma, donde una bolsa se coloca parcialmente alrededor de la tubería interna.
las figuras 3a y 3b ilustran un molde cerrado alrededor de una tubería interna después de que el material aislante inyectado se ha expandido y solidificado.
Descripción de las realizaciones
La figura 1 ilustra una tubería aislada 1 conocida en la técnica, que comprende una tubería interna 11, rodeada por una capa de material aislante 13, que de nuevo se cubre mediante un revestimiento 12. La tubería interna 11 y el revestimiento 12 pueden fabricarse de materiales basados en polímeros y metales. En el contexto de la presente invención, la tubería aislada 1 incorpora una tubería interna 11 de metal o polímero, una capa aislante sólida térmica 35 y de celda cerrada 13 y un revestimiento basado en polímero 12.
La figura 2a ¡lustra un corte longitudinal de un molde 14, 15 cerrado alrededor de una tubería interna 11, donde una bolsa 16 se coloca alrededor de la tubería interna 11. La bolsa 16 tiene una forma de tubo con extremos abiertos, Se acerca a la tubería interna antes de insertarse dentro del molde 14, 15. La figura 2b ilustra una sección transversal a- 4 a de la figura 2a. El molde comprende una media parte superior del molde 14 y una media parte inferior del molde 15. Las dos medias partes del molde tienen una superficie de cierre orientada horizontalmente. En los extremos de la tubería interna 11, se colocan herramientas extremas 18 alrededor de la tubería interna 11, y la bolsa 16 se guía alrededor de la circunferencia externa de la herramienta extrema 18. Cuando el molde 14, 15 envuelve las herramientas extremas... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para fabricar una tubería aislada (1) que comprende una tubería interna (11), al menos una capa de material aislante (13) y al menos una capa de revestimiento (12), dicho procedimiento de fabricación
comprende moldear dicho material aislante sobre dicha tubería interna, en el que dicho moldeado comprende las etapas de:
- cubrir dicha tubería interna (11) con una bolsa (16);
- insertar dicha tubería interna (11) cubierta con dicha bolsa (16) en un molde (14,15);
- inyección de un material aislante (13) en un estado liquido en dicho molde (14,15) entre dicha tubería interna
(11) y dicha bolsa (16), por donde dicho material aislante (13) en dicho estado líquido comenzará a expandirse después de la inyección y, finalmente, solidificarse;
- retirar dicho molde de dicha tubería interna con dicho material aislante (13) y dicha bolsa (16); y
- cubrir dicho material aislante (13) cubierto con la bolsa con dicha al menos una capa de revestimiento (12).
2. Un procedimiento para fabricar una tubería aislada (1) como se ha expuesto en la reivindicación 1, que comprende además la etapa de aplicar presión negativa y/o positiva entre dicha tubería interna (11) y dicha bolsa (16) antes de insertar dicha tubería interna (11) cubierta con la bolsa en dicho molde (14, 15).
3. Un procedimiento para fabricar una tubería aislada (1) como se ha expuesto en las reivindicaciones 1-2, que comprende además la etapa de suministrar aire presurizado y/o gas entre dicha tubería intema (11) y dicha bolsa (16) antes de inyectar dicho material aislante (13) en un estado líquido.
4. Un procedimiento para fabricar una tubería aislada (1) como se ha expuesto en las reivindicaciones 1-3, que 25 comprende además la etapa de colocar una herramienta extrema (18) con una geometría deseada en los extremos de
dicha tubería interna (11) antes de cubrir dicha tubería interna (11) con dicha bolsa (16).
5. Un procedimiento para fabricar una tubería aislada (1) como se ha expuesto en la reivindicación 4, que comprende además la etapa de cubrir toda la tubería interna (11) con dicha bolsa (16) antes de colocar dicha herramienta
extrema (18) en los extremos de dicha tubería interna (11).
6. Un procedimiento para fabricar una tubería aislada (1) como se ha expuesto en la reivindicación 5, que comprende la etapa de inyectar dicho material aislante en un estado líquido a través de un tubo conectado a dicha bolsa (16).
Patentes similares o relacionadas:
Almohada de espuma moldeada de doble densidad, del 27 de Mayo de 2020, de TEMPUR WORLD, LLC: Una almohada , incluyendo: una parte interior compuesta de una primera espuma flexible, definiendo la parte interior (220, […]
Pala de rotor para una turbina eólica y procedimiento de fabricación de un componente de pala de rotor, del 15 de Abril de 2020, de GENERAL ELECTRIC COMPANY: Una pala de rotor para una turbina eólica , comprendiendo la pala de rotor un componente de pala de rotor , en la que el componente […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]
Elemento de construcción translúcido y método de fabricación, del 11 de Diciembre de 2019, de Zospeum Holding B.V: Un método para fabricar un elemento central aislante para un elemento translúcido de construcción , que comprende: - Proporcionar dos paneles de separación […]
Modificaciones de recipientes para minimizar los defectos durante el flujo de poliuretano reactivo, del 13 de Noviembre de 2019, de Dow Global Technologies LLC: Un procedimiento para reducir el número o el tamaño de los huecos en un poliuretano formado in situ en un recipiente, que comprende formar un flujo de al menos dos componentes […]
Procedimiento para la fabricación de tuberías aisladas con propiedades mejoradas, del 9 de Octubre de 2019, de BASF SE: Procedimiento para la fabricación de tuberías aisladas, el cual comprende las etapas de: (A) proporcionar tubería de servicio y tubería […]
Producto de fijación táctil para incorporar en el moldeo, del 31 de Julio de 2019, de VELCRO BVBA: Una tira de fijador macho con una cara de fijación delantera y una cara trasera, comprendiendo la tira: una base alargada […]
 Bastidor auxiliar y método para reforzar el mismo, del 24 de Julio de 2019, de HENKEL AG & CO. KGAA: Un método para reforzar un bastidor auxiliar de vehículo que comprende una o más piezas de chapa metálica huecas, en el que el método comprende:
una etapa que consiste […]
Bastidor auxiliar y método para reforzar el mismo, del 24 de Julio de 2019, de HENKEL AG & CO. KGAA: Un método para reforzar un bastidor auxiliar de vehículo que comprende una o más piezas de chapa metálica huecas, en el que el método comprende:
una etapa que consiste […]