Procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con un chaflán distanciado de cantos longitudinales; tubo de metal fabricado de esta manera.
Un procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con las siguientes etapas:
- doblado de la chapa de metal (1) para formar un tubo, de modo que dos cantos longitudinales (2, 3) forman una junta soldada a tope (6) para el cordón de soldadura longitudinal,
- disposición de respectivamente una chapa de entrada o salida (7) a los dos lados de la junta soldada a tope (6), y
- realización del cordón de soldadura longitudinal partiendo de la chapa de entrada, a continuación a lo largo de la junta soldada a tope (6) y finalmente en la chapa de salida (7),
caracterizado por que,
antes del doblado para la preparación de un cordón de soldadura circular, la chapa de metal (1) es provista en al menos un canto transversal (4) de un chaflán (5), que comienza y termina a distancia de los cantos longitudinales.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12002977.
Solicitante: EEW Special Pipe Constructions GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Ost-West-Strasse 12 18147 Rostock ALEMANIA.
Inventor/es: MÜTZELBURG,UDO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C37/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular. › Fabricación de tubos a base de juntas soldadas.
- B23K26/26 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › de costuras rectilíneas.
- B23K26/28 B23K 26/00 […] › de costuras curvadas planas.
- B23K31/02 B23K […] › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- B23K33/00 B23K […] › Extremidades de piezas especialmente perfiladas para efectuar ensamblajes por soldadura sin fusión o por soldadura; Rellenado de las juntas continuas así formadas.
- B23K9/025 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › para juntas rectilíneas.
- B23K9/028 B23K 9/00 […] › para juntas curvilíneas situadas en un plano.
- F16L13/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › Empalmes soldados por autógena sin aporte de metal.
PDF original: ES-2467148_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con un chaflán distanciado de cantos longitudinales; tubo de metal fabricado de esta manera La invención se refiere a un procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con las siguientes etapas: doblado de la chapa de metal para formar un tubo, de modo que dos cantos longitudinales forman una junta soldada a tope para el cordón de soldadura longitudinal, disposición de respectivamente una chapa de entrada o salida a los dos lados de la junta soldada a tope, y realización del cordón de soldadura longitudinal partiendo de la chapa de entrada, a continuación a lo largo de la junta soldada a tope y finalmente en la chapa de salida. La invención se refiere además a un tubo de metal fabricado de esta manera según el preámbulo de la reivindicación 6 (véase p.ej. el documento JP 54/040 266 A) .
Los tubos de metal soldados longitudinalmente, en particular de chapas de acero, son sobradamente conocidos por el estado de la técnica. Los tubos de metal correspondientes con un diámetro considerable se usan por ejemplo en la industria petrolera o en la fabricación de grandes edificios de metal. Por ejemplo, también es posible un uso en la construcción de fundamentos para instalaciones off shore, en particular de instalaciones de energía eólica.
Para un resultado de soldadura óptimo es importante que deban montarse para la realización del cordón de soldadura longitudinal llamadas chapa de entrada y salida, para excluir el comienzo y el final de la soldadura, es decir, las posibles fuentes de errores en la zona activa del cordón. El cordón de soldadura se extiende por lo tanto en primer lugar por la chapa de entrada a la zona activa del cordón y en el extremo del cordón a la chapa de salida. Durante todo el proceso de soldadura, esta zona está en el ciclo de temperaturas predeterminado. Gracia a estas medidas se garantiza un cordón sin defectos, puesto que las chapas de entrada y salida se vuelven a retirar posteriormente.
En muchos casos se unen varios tubos soldados longitudinalmente entre sí mediante cordones de soldadura circulares. Para preparar los cordones de soldadura circulares, los cantos transversales en la chapa de metal, que tras el doblado para formar el tubo forman el canto del cilindro, son provistos de un chaflán adecuado. El chaflán se fabrica mediante una fresa correspondiente. Las chapas de entrada o salida necesarias para la soldadura longitudinal deben adaptarse al chaflán para la soldadura circular y están formadas habitualmente por varias capas. Gracias a la presencia de varias capas, en un caso poco favorable pueden generarse espacios huecos entre las chapas de entrada o salida y la preparación del cordón de soldadura circular, por lo que aumenta claramente el peligro de generarse defectos de soldadura en estas zonas. Además, para la fabricación de los distintos ángulos del chaflán debe cambiarse el cabezal de fresado, por lo que aumentan claramente el esfuerzo de producción y los costes de producción.
La invención tiene el objetivo de crear una posibilidad de preparar tubos de metal soldados longitudinalmente de forma económica y sencilla para una soldadura con cordón de soldadura circular. Además, la invención tiene el objetivo de proporcionar tubos de metal soldados longitudinalmente correspondientes, que estén preparados de forma sencilla para una soldadura circular.
El objetivo indicado en primer lugar se consigue según la invención con un procedimiento de acuerdo con las características de la reivindicación 1. En un procedimiento para la fabricación de tubos de metal soldados longitudinalmente del tipo anteriormente descrito está previsto según la invención que, antes del doblado para la preparación de un cordón de soldadura circular, la chapa de metal sea provista en al menos un canto transversal de un chaflán, que comienza y termina a distancia de los cantos longitudinales. Gracias a ello, en la zona en la que la chapa de entrada o salida quedan dispuestas en la chapa de metal doblada no existe ningún chaflán. En esta zona pueden disponerse ahora la chapa de entrada o salida, que ya no deben ser conformadas previamente ni preparadas para distintos chaflanes de la preparación de cordones de soldadura circulares. En la zona sin chaflán, en los cantos transversales está previsto un ángulo de sustancialmente 90º desde la superficie interior del tubo al canto exterior. En estos cantos de 90º pueden usarse ahora chapas de entrada o salida sin mecanizado de los cantos frontales. Esto reduce considerablemente el esfuerzo de producción y, por lo tanto, los costes.
Para conseguir la configuración diferente del canto de chapa con y sin chaflán, según la invención está previsto que un cabezal de fresado se haga avanzar en una primera posición vertical para fresar un ángulo de 90º y se haga avanzar en una segunda posición vertical en la dirección horizontal para fresar un perfil interior en V.
Para una fabricación óptima de los chaflanes en la zona del cambio de posición, según la invención está previsto que en la zona del cambio de la primera posición vertical se retroceda a la segunda posición vertical del cabezal de fresado para repasar el tramo del cambio de posición.
Para una adaptación ventajosa de las velocidades de avance, según la invención está previsto que la velocidad de avance del cabezal de fresado sea más lenta en la dirección vertical que la velocidad de avance en la dirección horizontal.
En la zona sin chaflán tras el doblado de la chapa de metal se coloca una chapa de entrada o salida en el tubo de metal. Puesto que aquí no está formado ningún chaflán, los cantos frontales de la chapa de entrada o salida no deben estar achaflanados.
El objetivo indicado en segundo lugar se consigue según la invención mediante un tubo de metal, que se ha fabricado mediante un procedimiento según la invención, presentando el tubo de metal en el exterior de la zona del cordón de soldadura longitudinal un chaflán en el canto interior del cilindro hueco formado; véase la reivindicación 6.
Los tubos de metal según la invención tienen preferiblemente medidas de un diámetro de 2 m a 7 m y tienen una anchura de 2 a 4 m, así como de 10 t a 45 t. Un peso de chapa medio es por ejemplo aproximadamente de 30 t, con un diámetro de 5 m y una anchura de 3 m. Un fundamento completo de varios tubos individuales soldados tiene p.ej. un peso medio de 600 t y puede pesar un máximo de 1000 t.
A continuación, se describirá a título de ejemplo más detalladamente una forma de realización del tubo de metal según la invención haciéndose referencia a los dibujos adjuntos. Muestran:
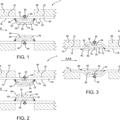
La Figura 1 una vista en perspectiva de una chapa de metal antes del doblado.
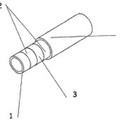
La Figura 2 una chapa de metal doblada con chapa de entrada colocada.
La Figura 1 muestra una chapa de metal 1 preparada para un procedimiento de fabricación según la invención. La chapa de metal 1 presenta dos cantos longitudinales 2 que están provistos de un chaflán 3. Después de un doblado de la chapa de metal 1, los cantos longitudinales 2 forman junto con los chaflanes 3 una junta soldada a tope en Y.
La chapa de metal 1 presenta en el canto transversal 4 también un chaflán 5, que no obstante no llega a lo largo de todo el lado transversal. Por lo contrario, el chaflán 5 comienza a distancia del canto longitudinal 2 y termina correspondientemente antes del otro canto longitudinal 3. De este modo, en la zona de la junta soldada a tope no está previsto ningún chaflán para la soldadura longitudinal en el canto transversal.
En la Figura 2, la chapa de metal 1 está doblada para formar un tubo y los dos cantos longitudinales forman la junta soldada a tope 6. En la Figura 2 puede verse claramente el chaflán 5 para el cordón de soldadura circular, que se extiende en el canto interior del cilindro hueco formado. En la zona de la junta soldada a tope del cordón de soldadura longitudinal está colocada una chapa de entrada 7.
Como puede verse en las Figuras, la preparación para el cordón de soldadura circular ya no se realiza a lo largo de toda la longitud de los cantos transversales. En los dos extremos queda un tramo fresado con un ángulo de 90º. Al tratarse de diámetros de tubos grandes, estos tramos pueden tener una longitud de tramo de hasta 80 mm. Estas zonas sirven para colocar más fácilmente las chapas de entrada o salida 7. Además, para el cordón de soldadura circular se elige en la zona del chaflán una forma de chaflán más simple. Ahora ya sólo se fresa una V interior en el canto transversal 4, de modo que con la preparación del cordón de soldadura... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para la fabricación de un tubo soldado longitudinalmente de una chapa de metal con las siguientes etapas:
- doblado de la chapa de metal (1) para formar un tubo, de modo que dos cantos longitudinales (2, 3) forman una junta soldada a tope (6) para el cordón de soldadura longitudinal, -disposición de respectivamente una chapa de entrada o salida (7) a los dos lados de la junta soldada a tope (6) , y
-realización del cordón de soldadura longitudinal partiendo de la chapa de entrada, a continuación a lo largo de la junta soldada a tope (6) y finalmente en la chapa de salida (7) , caracterizado por que, antes del doblado para la preparación de un cordón de soldadura circular, la chapa de metal (1) es provista en al menos un canto transversal (4) de un chaflán (5) , que comienza y termina a distancia de los cantos longitudinales.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado por que se hace avanzar un cabezal de fresado en una primera posición vertical para fresar un ángulo de 90º y se hace avanzar en una segunda posición vertical para fresar un perfil interior en V.
3. Procedimiento de acuerdo con las reivindicaciones 2, caracterizado por que en la zona del cambio de la primera posición vertical a la segunda posición vertical se hace retroceder el cabezal de fresado para repasar el tramo del cambio de posición.
4. Procedimiento de acuerdo con las reivindicaciones 2 o 3, caracterizado por que la velocidad de avance del cabezal de fresado es más lenta en la dirección vertical que la velocidad de avance en la dirección horizontal.
5. El procedimiento de acuerdo con al menos una de las reivindicaciones anteriores, caracterizado por que en la zona sin chaflán se coloca una chapa de entrada o salida tras el doblado de la chapa de metal. 30
6. Un tubo de metal fabricado mediante un procedimiento según una de las reivindicaciones anteriores, que comprende una chapa de metal (1) doblada con una junta soldada a tope (6) con un cordón de soldadura longitudinal y con chapa de entrada y salida (7) soldadas a los dos lados de la junta soldada a tope (6) , caracterizado por que el tubo de metal presenta en el exterior de la zona del cordón de soldadura longitudinal un chaflán en el canto interior del cilindro hueco formado, que comienza y termina a distancia del cordón de soldadura longitudinal.
Patentes similares o relacionadas:
 Protección contra la formación de polvo metálico para conjuntos de tubos soldados, del 29 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Un conjunto de tubos soldados comprendiendo:
un primer tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado […]
Protección contra la formación de polvo metálico para conjuntos de tubos soldados, del 29 de Abril de 2020, de AIR PRODUCTS AND CHEMICALS, INC.: Un conjunto de tubos soldados comprendiendo:
un primer tubo que tiene un lado exterior y un lado interior opuesto al lado exterior, teniendo el lado […]
Procedimiento para la fabricación de tuberías aisladas con propiedades mejoradas, del 9 de Octubre de 2019, de BASF SE: Procedimiento para la fabricación de tuberías aisladas, el cual comprende las etapas de: (A) proporcionar tubería de servicio y tubería […]
DISPOSITIVO PARA UNIONES SOLDADAS DE CAÑERÍAS, del 1 de Marzo de 2018, de SIDGMAN SAITUA, René Eduardo: La presente solicitud de patente corresponde a un dispositivo de fácil fabricación, que elimina toda posible corrosión interna en las zonas de uniones soldadas de cañerías […]
Ducto y método de fabricar el mismo, del 22 de Noviembre de 2017, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un ducto que comprende una pluralidad de zonas de soldadura en donde los extremos de una pluralidad de tubos de acero están unidos por soldeo, en el que la pluralidad […]
Dispositivo de conexión, e intercambiador térmico correspondiente, particularmente para un vehículo de motor, del 14 de Septiembre de 2016, de Valeo Vymeniky Tepla k.s: Dispositivo de conexión que tiene una parte hembra y una parte macho complementaria , en donde la parte hembra se realiza como un […]
Intercambiador de calor para refrigerar gas de craqueo, del 30 de Abril de 2014, de BORSIG GMBH: Intercambiador de calor para refrigerar gas de craqueo con un racor de tubería entre un tubo refrigerado y uno no refrigerado, estando conformado el […]
 Método de unión de tubos multicapa con accesorios y boquilla de calentamiento para su puesta en práctica, del 5 de Febrero de 2013, de DIZAYN TEKNIK PLASTIK BORU VE ELEMANLARI A.S: Una mejora en el tubo compuesto de capas múltiples.
La invención es un tubo compuesto de capas múltiples resistente a presión y corrosión, que se usa en los sistemas […]
Método de unión de tubos multicapa con accesorios y boquilla de calentamiento para su puesta en práctica, del 5 de Febrero de 2013, de DIZAYN TEKNIK PLASTIK BORU VE ELEMANLARI A.S: Una mejora en el tubo compuesto de capas múltiples.
La invención es un tubo compuesto de capas múltiples resistente a presión y corrosión, que se usa en los sistemas […]
 DISPOSICION PERFECCIONADA PARA LA UNION POR SALDURA TIG DE TUBOS DE ACERO INOXIDABLE EN INTERCAMBIADORES TERMICOS, del 23 de Abril de 2010, de INTERCAMBIADORES TERMICOS INTERSAM S: Disposición perfeccionada para la unión por soldadura tig de tubos de acero inoxidable en intercambiadores térmicos, con un cabezal automático en forma […]
DISPOSICION PERFECCIONADA PARA LA UNION POR SALDURA TIG DE TUBOS DE ACERO INOXIDABLE EN INTERCAMBIADORES TERMICOS, del 23 de Abril de 2010, de INTERCAMBIADORES TERMICOS INTERSAM S: Disposición perfeccionada para la unión por soldadura tig de tubos de acero inoxidable en intercambiadores térmicos, con un cabezal automático en forma […]