Procedimiento de extrusión de precisión de piezas metálicas huecas y dispositivo asociado.
Procedimiento de realización de una pieza metálica hueca mediante extrusión,
en el cual se obtiene ladeformación de una pieza bruta forjada (60a) alojada dentro de un asiento (10) y que se apoya sobre un fondo (50)mediante el hundimiento de un punzón (16) dentro de dicha pieza bruta forjada (60) en el sentido de extrusión (C) yel roscado del material metálico (60b) alrededor de este punzón (16), y en el cual de forma simultánea alhundimiento del punzón (16) dentro de la pieza bruta forjada (50) durante su recorrido de avance en el sentido deextrusión (C), se aplica una contra-presión de compensación (P) sobre este material (60b) en sentido opuesto (D),ajustándose esta contra-presión de compensación (P) a la vez para crear una contra-presión que permite que lamateria se estire alrededor del punzón (16) y para controlar los desplazamientos de material (60b) en el asiento (10)mediante la compensación de la fuerza de extrusión de la pieza metálica (60b) caracterizado porque la pieza brutaforjada presenta una brida anular (61) que se apoya durante la extrusión sobre una brida (13) del asiento (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2007/000609.
Solicitante: Manoir Bouzonville.
Nacionalidad solicitante: Francia.
Dirección: 37 rue de Liège 75008 Paris FRANCIA.
Inventor/es: LACOURT,JEAN-MICHEL, MATHIS,JOSEPH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21C23/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA. › B21C 23/00 Extrusión de metales; Extrusión por percusión. › por extrusión invertida.
PDF original: ES-2451654_T3.pdf
Fragmento de la descripción:
Procedimiento de extrusión de precisión de piezas metálicas huecas y dispositivo asociado La invención se refiere principalmente a un procedimiento de extrusión de precisión, según el preámbulo de la reivindicación 1, para realizar piezas metálicas huecas.
La invención también se refiere a un dispositivo según el preámbulo de la reivindicación 9 para aplicar dicho procedimiento.
Se conoce un ejemplo de dicho procedimiento y dispositivo por la patente US-A-2299105.
Se sabe que las piezas huecas en aleaciones metálicas se pueden realizar mediante una sucesión de operaciones, esto es una operación de estampación a 1.250 ºC de una pieza monobloque sobre un martillo pilón seguida de una operación de desbarbado en la cual se corta la rebaba formada en la operación de estampación y, a continuación, de una operación de forjado en la cual la deformación del material se obtiene mediante su extrusión.
De manera más precisa, la operación de estampación consiste en calentar a alta temperatura el semiproducto llamado bloque que se aplasta entre dos matrices.
Entre los procedimientos de extrusión que se utilizan habitualmente, la retro-extrusión (« back extrusion ») es un procedimiento en el cual, en referencia a las figuras 1 a 3 que representan respectivamente las etapas inicial, intermedia y final de una retro-extrusión, un punzón 1 se mueve en traslación en el sentido de extrusión A dentro de una camisa 3, o asiento 3, que comprende un fondo fijo 4 de recepción de la pieza bruta forjada 5a a deformar.
Esto da como resultado el hundimiento del punzón 1 dentro de la pieza bruta forjada 5a y el roscado simultáneo del material metálico caliente 5b entre el punzón 1 y el asiento 3 en el sentido inverso B al sentido de extrusión A.
Es el diámetro D de la cabeza del punzón 2 la que determina el diámetro interno de la pieza metálica hueca final 5c, siendo este diámetro D sustancialmente superior al diámetro d del cuerpo del punzón 6 que está destalonado para evitar los rozamientos durante el roscado del material metálico caliente.
En referencia a la figura 3, al final del recorrido del punzón 1, se termina el roscado del material metálico caliente alrededor del punzón.
Al no estar controlada la longitud de la pieza hueca en dicha operación de extrusión, esta pieza se retoma la mayoría de las veces en una operación adicional, por ejemplo una operación de mecanizado.
También, se debe aplicar otra operación adicional de perforación cuando se desea obtener un cuerpo hueco pasante.
Todas estas operaciones se llevan a cabo por lo general una detrás de otra en un mismo fuego de forja, realizándose cada una de las operaciones de desbarbado, de extrusión y de perforación sobre unas prensa específicas.
Como se ha descrito con anterioridad, la obtención de una pieza metálica hueca pasante o no precisa varias operaciones, lo que da como resultado que las tolerancias obtenidas no siempre son compatibles con las exigencias de los cuadernos de cargas, en particular debido a las deformaciones inducidas durante la extrusión al hundirse el punzón dentro del material metálico caliente.
El objetivo principal de la invención es resolver los inconvenientes mencionados con anterioridad proponiendo un procedimiento que permite realizar una pieza hueca pasante o no, mientras se controlan de forma simultánea las deformaciones de volumen que genera la operación de extrusión.
Otro objetivo de la invención consiste en reducir el número de operaciones y, de este modo, optimizar las herramientas necesarias para realizar la pieza metálica hueca y, por consiguiente, reducir los costes de producción y mejorar los rendimientos y los tiempos de producción.
Para ello, el procedimiento de la invención es conforme a la reivindicación 1.
De manera ventajosa, la contra-presión de compensación a aplicar corresponde, a una temperatura dada, a la diferencia entre la fuerza de extrusión de la pieza metálica y la resistencia de esta pieza a la estricción.
De preferencia, la contra-presión de compensación se calcula según la siguiente fórmula:
PT = [ (S1) x 0 (T, D2-D1) ] - [ (S2-S1) x 0estricción (T) ]
en la cual:
-D1 es el diámetro correspondiente a la sección media del punzón;
- D2 es el diámetro correspondiente a la sección media interna del asiento; -S1 es la superficie correspondiente a la sección de un punzón con un diámetro D1; -S2 es la superficie correspondiente a la sección de un asiento con un diámetro D2; -0 (T, D2-D1) es la tensión asociada al material metálico y determinada en función de la diferencia D2-D1 para una
temperatura dada; y -0estricción (T) es la resistencia a la estricción de la pieza metálica a una temperatura T dada.
Según un aspecto ventajoso de la invención, la contra-presión de compensación se aplica en el fondo sobre el cual se apoya el material metálico.
De manera aun más ventajosa, se realiza de forma simultánea a la operación de extrusión una operación de 10 desbarbado de la pieza metálica previamente estampada.
Por otra parte, se puede prever que durante su recorrido de avance, el punzón arrastre una herramienta de desbarbado a una posición que permite realizar la operación de desbarbado.
De manera preferente, la pieza metálica hueca obtenida se desprende del punzón mediante el recorrido de retorno de este punzón en el sentido opuesto al sentido de extrusión.
Por otra parte, el recorrido de avance del punzón se puede ajustar de tal modo que, al final del recorrido de avance,
o bien la cabeza del punzón está contenida en el material metálico lo que da como resultado la realización de una pieza hueca no pasante, o bien el punzón atraviesa el fondo de la pieza (60b) lo que da como resultado una pieza hueca pasante.
La invención también se refiere a un dispositivo para aplicar el procedimiento descrito anteriormente que se define 20 en la reivindicación 9.
De preferencia, el fondo móvil está montado en al menos un cilíndrico hidráulico al cual se aplica una presión correspondiente a la contra-presión de compensación.
De manera ventajosa, el dispositivo de la invención comprende una herramienta de desbarbado solidaria con el punzón durante si recorrido de avance hasta una posición de desbarbado de la pieza metálica estampada.
Además, el dispositivo puede comprender un extractor de pieza que es móvil con respecto a este punzón durante al menos una parte de su recorrido de retorno de tal modo que la pieza metálica obtenida en la cual se introduce el punzón, hace tope contra el extractor y de este modo se suelta del punzón en movimiento.
También se puede prever que, o bien el fondo móvil está cerrado de tal modo que se realiza una pieza hueca no pasante, o bien el fondo móvil presenta una cavidad dentro de la cual se introduce la cabeza de punzón al final del 30 recorrido de avance atravesando el fondo de esta pieza de tal modo que se realiza una pieza hueca pasante.
Se entenderá mejor la invención y se mostrarán de manera más clara otros objetivos, ventajas y características de esta con la lectura de la descripción que sigue y que se hace en relación a los dibujos adjuntos que representan unos ejemplos no limitativos de realización del procedimiento y del dispositivo de la invención, y en los que:
-la figura 1 es una representación esquemática en planta de un dispositivo de extrusión de la técnica anterior en
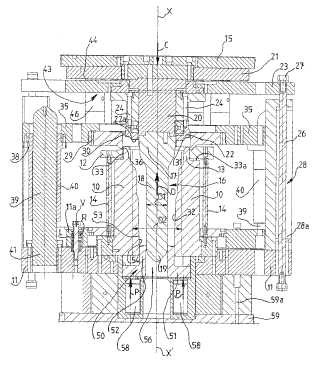
posición inicial; -la figura 2 representa el dispositivo de la figura 1 durante el recorrido de avance de este punzón; -la figura 3 representa el dispositivo de la figura 1 al final del recorrido de avance del punzón; -la figura 4 es una representación esquemática en planta del dispositivo de la invención según un primer modo de realización cuando el punzón está en una posición de final de recorrido de avance; 40 -la figura 5 es una vista esquemática en perspectiva con un recorte del dispositivo de la invención según un primer modo de realización cuando el punzón está en el trayecto de avance; -la figura 6 es una vista esquemática en perspectiva del dispositivo de la invención según el primer modo de realización durante el recorrido de avance; -la figura 7A es una representación esquemática en planta de la mitad izquierda del dispositivo de la invención 45 según el primer modo de realización (cuerpo hueco pasante) cuando el punzón está al final del recorrido de avance; -la figura 7B es una representación esquemática en planta de la mitad derecha del dispositivo de la invención de la figura 7A cuando el punzón está en posición... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de realización de una pieza metálica hueca mediante extrusión, en el cual se obtiene la deformación de una pieza bruta forjada (60a) alojada dentro de un asiento (10) y que se apoya sobre un fondo (50) mediante el hundimiento de un punzón (16) dentro de dicha pieza bruta forjada (60) en el sentido de extrusión (C) y el roscado del material metálico (60b) alrededor de este punzón (16) , y en el cual de forma simultánea al hundimiento del punzón (16) dentro de la pieza bruta forjada (50) durante su recorrido de avance en el sentido de extrusión (C) , se aplica una contra-presión de compensación (P) sobre este material (60b) en sentido opuesto (D) , ajustándose esta contra-presión de compensación (P) a la vez para crear una contra-presión que permite que la materia se estire alrededor del punzón (16) y para controlar los desplazamientos de material (60b) en el asiento (10) mediante la compensación de la fuerza de extrusión de la pieza metálica (60b) caracterizado porque la pieza bruta forjada presenta una brida anular (61) que se apoya durante la extrusión sobre una brida (13) del asiento (10) .
2. Procedimiento según la reivindicación 1, caracterizado porque la contra-presión de compensación (P) a aplicar corresponde, a una temperatura dada, a la diferencia entre la fuerza de extrusión de la pieza metálica (F extrusión) y la resistencia de esta pieza a la estricción (E estricción) .
3. Procedimiento según la reivindicación 2, caracterizado porque la contra-presión de compensación (P) se calcula según la siguiente fórmula:
PT = [ (S1) x 0 (T, D2-D1) ] -
Patentes similares o relacionadas:
Método de fabricación de bombonas de alta presión sin soldaduras de acero inoxidable, del 10 de Abril de 2019, de VÍTKOVICE CYLINDERS a.s: El método de fabricación de la bombona de alta presión sin soldaduras de acero inoxidable, durante el cual se calienta la pieza de acero de partida en un […]
Un método de fabricación de recipientes para fluidos a presión y aparato para el mismo, del 19 de Abril de 2017, de Luxfer Gas Cylinders Limited: Un método de conformación de un recipiente de presión cerrado por un extremo, comprendiendo el método: posicionar un lingote de un metal extrudible en un molde , […]
 APARATO Y METODO PARA LA FABRICACION DE TERMINALES PARA BATERIAS, del 12 de Junio de 2014, de KURT-MAYRL-Y-SANCHEZ-JUAREZ, Jose-Antonio: Un método y aparato para la producción de terminales para baterías automotrices el cual incluye medios de prensa, medios punzonadores y medios perforadores en el mismo aparato.
APARATO Y METODO PARA LA FABRICACION DE TERMINALES PARA BATERIAS, del 12 de Junio de 2014, de KURT-MAYRL-Y-SANCHEZ-JUAREZ, Jose-Antonio: Un método y aparato para la producción de terminales para baterías automotrices el cual incluye medios de prensa, medios punzonadores y medios perforadores en el mismo aparato.
PROCESO DE EXTRUSION RADIAL COMBINADO CON PLANCHADO DE TUBO INTERIOR., del 1 de Junio de 1997, de PIPAN, JANEZ: LA INVENCION SE REFIERE A UN PROCESO DE EXTRUSION RADIAL COMBINADO CON UNA DE HERRAJE DEL INTERIOR DEL TUBO, QUE ES UNA ESENCIA DE UN PROCESO DE EXTRUSION EN FRIO Y QUE SE […]
"PROCEDIMIENTO DE TRABAJO EN EL CASO DE EXTRUSION INDIRECTA DE METALES, DESPUES DEL PROCESO DE PRENSADO, ASI COMO DISPOSICION EN UNA PRENSA DE EXTRUSION INDIRECTA DE METAL PARA LA REALIZACION DEL PROCEDIMIENTO DE TRABAJO"., del 16 de Enero de 1983, de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: PROCEDIMIENTO DE TRABAJO EN LA EXTRUSION INDIRECTA DE METALES Y PRENSA DE EXTRUSION ADECUADA PARA ELLO. SE CONSIGUE, DESPUES DEL PROCESO DE PRENSADO (= EXTRUSION), […]
PRENSA DE EXTRUSION INDIRECTA DE METALES Y PROCEDIMIENTO DE TRABAJO PARA RETIRAR TOCHOS METALICOS CONGELADOS DE TAL PRENSA, del 1 de Abril de 1982, de SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT: PRENSA DE EXTRUSION INDIRECTA DE METALES Y PROCEDIMIENTOS DE TRABAJO PARA RETIRAR TOCHOS METALICOS "CONGELADOS" DE TAL PRENSA. CONSTA DE UN LARGUERO PORTADOR DEL CILINDRO DE […]
 PROCEDIMIENTO PARA FABRICAR UNA CARCASA DE ARTICULACION ESFERICA, del 16 de Noviembre de 2007, de ZF LEMFORDER METALLWAREN AG: Procedimiento para fabricar una carcasa de articulación esférica mediante conformación en frío a partir de una pieza (R) en bruto preparada para la conformación, […]
PROCEDIMIENTO PARA FABRICAR UNA CARCASA DE ARTICULACION ESFERICA, del 16 de Noviembre de 2007, de ZF LEMFORDER METALLWAREN AG: Procedimiento para fabricar una carcasa de articulación esférica mediante conformación en frío a partir de una pieza (R) en bruto preparada para la conformación, […]