Método para obtener una correa de bucle cerrado para el transporte de artículos y/o para transmisión de potencia empezando en la pieza de correa.
Procedimiento para obtener una correa en bucle cerrado, que puede ser usada para el transporte de artículos y/o para transmisiones de potencia,
en el que la correa es del tipo que puede ser cerrada para obtener un bucle y que puede ser usada para el transporte de artículos y/o transmisiones de potencia, que comprende un cuerpo (80) central y dos extremos, un primer extremo (2) y un segundo extremo (3), que pueden ser conectados uno con respecto al otro, en el que dichos extremos (2, 3) primero y segundo: se extienden en paralelo al eje longitudinal de dicha pieza (1) de correa; tienen dimensiones transversales más pequeñas que las dimensiones transversales del cuerpo (80) central de dicha pieza (1) de correa; y al menos en los lados (81, 82) longitudinales relativos, estos extremos (2, 3) tienen perfiles (4, 5) de acoplamiento complementarios que comprenden respectivamente al menos una primera y una segunda parte (6, 7), que están en contacto entre sí, cuando dichos extremos (2, 3) están fijados, uno con respecto al otro, y presionan uno contra el otro en el caso en el que se aplica una fuerza de tracción longitudinal a dicha pieza (1) de correa, cerrada como un bucle, para prevenir que los mismos extremos (2, 3) se deslicen en la dirección longitudinal, en el que el procedimiento comprende las etapas de:
- aproximar dichos extremos (2, 3) de dicha pieza (1) de correa en una dirección que comprende al menos un componente ortogonal a la dirección longitudinal de extensión de dicha pieza (1) de correa, hasta que dichos extremos (2, 3) de dicha pieza (1) de correa estén fijados, uno con respecto al otro, para obtener una correa (10) cerrada como un bucle;
- y fijar dichos extremos (2, 3), uno con respecto al otro;
en el que el procedimiento está caracterizado por que dicha etapa de fijación de dichos extremos (2, 3), uno con respecto al otro, se produce por medio de las etapas siguientes:
- eliminar el material de al menos un diente (14) que es parte de la región (40) de dicha fijación de dichos extremos (2, 3), uno con respecto al otro, de manera que se proporciona una zona (15) plana correspondiente;
- proporcionar al menos dos orificios (16, 17) pasantes en dicha zona (15) plana, uno para cada dicho extremo (2, 3);
- aplicar un diente (18) falso en cada zona (15) plana, de manera que dos orificios (26, 27) roscados realizados en dicho diente (18) falso sean respectivamente coaxiales a dichos orificios (16, 17) pasantes realizados en dicha zona (15) plana;
- aplicar, desde el lado de dicha pieza (1) de correa opuesto al lado en el que se proporciona el dentado relativo, elementos (21, 22) roscados que se acoplan a dichos orificios (16, 17) pasantes y orificios (26, 27) roscados con el subsiguiente enclavamiento de dichos extremos (2, 3), uno con respecto al otro.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2009/006468.
Solicitante: Vision Tech S.r.l.
Nacionalidad solicitante: Italia.
Dirección: Via Verde 2/A Z.I. Stelloni 40012 Calderara di Reno (Bologna) ITALIA.
Inventor/es: VINCENZI,Maurizio, NASCIMBENI,MASSIMO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16G3/08 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16G CORREAS, CABLES O CUERDAS, UTILIZADOS ESENCIALMENTE PARA LA TRANSMISION DE UN MOVIMIENTO; CADENAS; ACCESORIOS UTILIZADOS ESENCIALMENTE CON ESTE FIN. › F16G 3/00 Grapas de correas, p. ej. para correas de transportadores (para las correas en V F16G 7/00). › consistentes en chapas y tornillos roscados o remaches (F16G 3/06 tiene prioridad).
- F16G3/10 F16G 3/00 […] › Empalme de las correas mediante costura, pegado, vulcanizado o procedimientos análogos; Adaptaciones estructurales de los extremos de correas para sin fin.
PDF original: ES-2455219_T3.pdf
Fragmento de la descripción:
Método para obtener una correa de bucle cerrado para el transporte de artículos y/o para transmisión de potencia empezando en la pieza de correa
Campo técnico
La presente invención se refiere al campo técnico de las piezas de correa del tipo que pueden cerrarse para obtener un bucle mediante la fijación de sus extremos relativos, y que pueden ser empleadas para el transporte de artículos y/o para transmisiones de potencia; dichas piezas de correa pueden comprender una dentado en un lado o pueden ser lisas en ambos lados; pueden estar realizadas parcialmente en material termoplástico y/o pueden comprender núcleos de refuerzo, que se extienden longitudinalmente, que están incluidos en las mismas.
Antecedentes de la técnica En el campo indicado anteriormente, por ejemplo, un procedimiento conocido de realización de correas dentadas de bucle cerrado comprende las etapas de: troquelar una pieza de una correa dentada de bucle según las líneas de corte de manera que a los extremos relativos se les proporcione perfiles de acoplamiento complementarios, por ejemplo, con forma de peine o con forma de V; aproximar los extremos de corte según una dirección longitudinal con respecto a la extensión de la correa hasta que se ponen en contacto, uno con respecto al otro, y son fijados, por consiguiente, uno con respecto al otro, (véanse las Figs. 1, 2) y, por último, termo-sellar los extremos troquelados.
Las correas dentadas de bucle cerrado, indicadas anteriormente, son desventajosas en el sentido de que son poco resistentes a los esfuerzos de tracción, en particular en la región de acoplamiento de los extremos, donde la correa está debilitada debido a las etapas de corte y de termo-sellado anteriores. Esta desventaja puede observarse también cuando se emplean correas con cables de refuerzo, que están incluidos en las mismas; de hecho, estos cables son cortados cuando se corta la correa dentada en bucle, siendo cortados ellos mismos en la zona de acoplamiento.
Por lo tanto, durante el funcionamiento de la correa de bucle cerrado para el transporte de artículos y/o las transmisiones de potencia, la región de acoplamiento es la sección de correa con la mayor probabilidad de ser sometida a rotura.
El documento US 5 092 823, que divulga las características indicadas en el preámbulo de la reivindicación 1, se refiere a una correa de enclavamiento que tiene un elemento hembra alargado y un elemento macho alargado que se extiende desde sus extremos. El elemento macho y el elemento hembra se extienden generalmente paralelos a los bordes laterales de la correa e incluyen proyecciones y ranuras de tipo cola de milano, complementarias, de enclavamiento. Un par de pernos se extienden a través de los extremos del elemento macho y el elemento hembra para asegurar que el elemento macho y el elemento hembra no se separen conforme se desplazan alrededor de una polea. La geometría del elemento macho y el elemento hembra es tal que las fuerzas longitudinales que se extienden entre el elemento macho y el elemento hembra son soportadas por las proyecciones y las ranuras de tipo cola de milano y no por los pasadores.
El documento US 4 063 463 se refiere a un procedimiento de aplicar una correa a un conjunto de filtro del tipo correa continua que tiene medios tensadores en el que una correa, cuyas partes extremas están al menos parcialmente vulcanizadas y que tienen huecos dispuestos en las mismas para recibir, de una manera de bloqueo por fricción, los elementos de conexión que tienen una parte extremo cuya configuración corresponde a la configuración de su hueco de recepción, es colocada en su posición en el conjunto alrededor de dichos medios tensadores, de manera que los extremos de dicha correa estén situados contiguos uno al otro, después de lo cual, los elementos de conexión son insertados en los huecos respectivos para formar una correa sin fin que tiene una unión bloqueada por fricción, los extremos de dicha correa son vulcanizados completamente y la correa es tensada.
Sumario de la invención Un objeto de la presente invención es proporcionar un procedimiento para obtener una correa en bucle cerrado a partir del uso de una pieza de correa, que pueda ser empleada para el transporte de artículos y/o para las transmisiones de potencia, del tipo que puede ser cerrada como un bucle fijando los extremos relativos.
Otro objeto adicional de la presente invención es proporcionar un procedimiento para obtener una correa en bucle cerrado, cuyos costos de realización sean relativamente bajos con respecto a los objetos que se desean conseguir.
Dichos objetos se obtienen por medio de un procedimiento para obtener una correa en bucle cerrado a partir de dicha pieza de correa, tal como se reivindica en la reivindicación 1 independiente.
Breve descripción de los dibujos Las características de la invención, que no han surgido de la descripción anterior, se detallarán mejor a continuación, según se reivindica y con referencia a los dibujos adjuntos, en los que:
Las Figs. 1, 2 son vistas esquemáticas superiores de los extremos de una pieza de correa de tipo conocido, cuyos extremos tienen perfiles con forma de V y con forma de peine, respectivamente, y están destinados a ser fijados, uno con respecto al otro, según una dirección de aproximación, que es paralela al eje longitudinal de la misma pieza de correa;
La Fig. 3 muestra una vista en perspectiva de una pieza de correa dentada según una primera realización de la técnica anterior, cuyos extremos fijables están dispuestos uno sobre el otro;
La Fig. 4 muestra de nuevo la pieza de correa dentada de la Fig. 3, después de que los extremos relativos son fijados, uno con respecto al otro, para obtener una correa dentada en bucle cerrado;
La Fig. 5 muestra una vista superior parcial y ampliada de la correa dentada en bucle cerrado de la Fig. 4, después de que los extremos fijables (mostrados en líneas de puntos) han sido fijados mediante fusión termoplástica;
Las Figs. 6, 7 muestran vistas en perspectiva de la correa dentada en bucle cerrado de la Fig. 4, después de una etapa de funcionamiento del procedimiento que es objeto de la presente invención;
La Fig. 8 es la vista superior de la correa dentada en bucle cerrado de la Fig. 7;
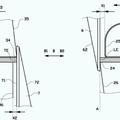
La Fig. 9 es la vista en perspectiva de la correa dentada en bucle cerrado mostrada en la Fig. 7, mientras se realiza otra etapa operativa del procedimiento según la invención;
La Fig. 10 es la vista en perspectiva del detalle K ampliado de la Fig. 9;
La Fig. 11 es la vista superior de la correa dentada en bucle cerrado de la Fig. 9;
Las Figs. 12, 13 muestran vistas en perspectiva de la correa dentada en bucle cerrado mostrada en la Fig. 9, después de la otra etapa de funcionamiento indicada del procedimiento según la invención;
La Fig. 14 muestra la misma vista en perspectiva que la Fig. 13, en la que los pequeños bloques se muestran en líneas de puntos con el fin de mostrar mejor los detalles de montaje;
La Fig. 15 es la vista superior parcial de una correa dentada en bucle cerrado según la misma escala que la Fig. 5, obtenida a partir de una pieza de correa dentada (no mostrada) que tiene los extremos relativos con perfiles con forma de cola de milano, según una variante de dicha pieza de correa.
Descripción de realizaciones preferidas de la invención La descripción siguiente se refiere específicamente a piezas de correa dentada (y correas en bucle cerrado obtenidas a partir de las mismas) realizadas en material termoplástico y en las que hay incluidos una pluralidad de núcleos longitudinales de refuerzo, en las que también se aplican consideraciones similares para cualquier tipo de piezas de correa, que pueden ser empleadas para el transporte de artículos y/o para las transmisiones de potencia, tales como por ejemplo piezas de correa “lisas”, es decir, piezas no provistas de dentado, y/o piezas en las que no hay núcleos de refuerzo.
La Fig. 3 muestra una primera realización de una pieza 1 de correa dentada, que comprende un cuerpo 80 central y un primer extremo 2 y un segundo extremo 3, que: tienen dimensiones transversales más pequeñas que las dimensiones transversales del cuerpo 80 central; se extienden en paralelo al eje longitudinal de la pieza 1 de correa dentada; y tienen perfiles 4, 5 de acoplamiento complementarios en los lados 81, 82 longitudinales interiores respectivos y en los lados 83, 84, 85, 86 transversales.
Los extremos 2, 3 de la pieza 1 de correa mostrados en la Fig. 3 están conformados de manera que su fijación puede ser realizada sólo según la dirección ortogonal a su superficie S de extensión; dichos extremos 2, 3 se aproximan pero se disponen... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para obtener una correa en bucle cerrado, que puede ser usada para el transporte de artículos y/o para transmisiones de potencia, en el que la correa es del tipo que puede ser cerrada para obtener un bucle y que puede ser usada para el transporte de artículos y/o transmisiones de potencia, que comprende un cuerpo (80) 5 central y dos extremos, un primer extremo (2) y un segundo extremo (3) , que pueden ser conectados uno con respecto al otro, en el que dichos extremos (2, 3) primero y segundo: se extienden en paralelo al eje longitudinal de dicha pieza (1) de correa; tienen dimensiones transversales más pequeñas que las dimensiones transversales del cuerpo (80) central de dicha pieza (1) de correa; y al menos en los lados (81, 82) longitudinales relativos, estos extremos (2, 3) tienen perfiles (4, 5) de acoplamiento complementarios que comprenden respectivamente al menos una primera y una segunda parte (6, 7) , que están en contacto entre sí, cuando dichos extremos (2, 3) están fijados, uno con respecto al otro, y presionan uno contra el otro en el caso en el que se aplica una fuerza de tracción longitudinal a dicha pieza (1) de correa, cerrada como un bucle, para prevenir que los mismos extremos (2, 3) se deslicen en la dirección longitudinal, en el que el procedimiento comprende las etapas de:
! aproximar dichos extremos (2, 3) de dicha pieza (1) de correa en una dirección que comprende al menos un componente ortogonal a la dirección longitudinal de extensión de dicha pieza (1) de correa, hasta que dichos extremos (2, 3) de dicha pieza (1) de correa estén fijados, uno con respecto al otro, para obtener una correa (10) cerrada como un bucle;
! y fijar dichos extremos (2, 3) , uno con respecto al otro;
en el que el procedimiento está caracterizado por que dicha etapa de fijación de dichos extremos (2, 3) , uno 20 con respecto al otro, se produce por medio de las etapas siguientes:
! eliminar el material de al menos un diente (14) que es parte de la región (40) de dicha fijación de dichos extremos (2, 3) , uno con respecto al otro, de manera que se proporciona una zona (15) plana correspondiente;
! proporcionar al menos dos orificios (16, 17) pasantes en dicha zona (15) plana, uno para cada dicho 25 extremo (2, 3) ;
! aplicar un diente (18) falso en cada zona (15) plana, de manera que dos orificios (26, 27) roscados realizados en dicho diente (18) falso sean respectivamente coaxiales a dichos orificios (16, 17) pasantes realizados en dicha zona (15) plana;
! aplicar, desde el lado de dicha pieza (1) de correa opuesto al lado en el que se proporciona el dentado 30 relativo, elementos (21, 22) roscados que se acoplan a dichos orificios (16, 17) pasantes y orificios (26, 27) roscados con el subsiguiente enclavamiento de dichos extremos (2, 3) , uno con respecto al otro.
2. Procedimiento según la reivindicación 1, caracterizado por que antes de dicha etapa de enclavamiento, proporciona también la aplicación de un pequeño bloque (23) en el lado opuesto al lado de dicha pieza (1) de correa en el que se proporciona dicha zona (15) plana, de manera que los orificios (31, 32) pasantes realizados en dicho pequeño bloque (23) sean coaxiales a dichos orificios (16, 17) pasantes de dicha zona (15) plana y a dichos orificios (26, 27) roscados de dicho diente (18) falso, para obtener un enclavamiento de dichos extremos (2, 3) , que tiene determinadas características de estabilidad.
3. Procedimiento según la reivindicación 1, caracterizado por que dicha etapa de aproximación de dichos extremos (2, 3) y su fijación subsiguiente proporcionan particularmente:
! aproximar dichos extremos (2, 3) de dicha pieza (1) de correa a diferentes alturas de manera que, según una vista en planta de dichos extremos (2, 3) , dichos perfiles (4, 5) complementarios coinciden uno con respecto al otro; y
! aproximar dichos extremos (2, 3) de dicha pieza (1) de correa, uno con respecto al otro, según una dirección ortogonal a la superficie (S) de extensión de los mismos extremos (2, 3) hasta que estos últimos 45 estén fijados, uno con respecto al otro, para obtener dicha correa (10) en bucle cerrado.
4. Procedimiento según la reivindicación 1, caracterizado por que dicha etapa de fijación de dichos extremos (2, 3) , uno con respecto al otro, se produce aplicando al menos un pequeño bloque (23) a los mismos extremos (2, 3) .
Patentes similares o relacionadas:
Prensa de vulcanización móvil, del 4 de Marzo de 2020, de Vulctech GmbH: Medio de seguridad para una prensa de vulcanización móvil con un perno de tracción , que presenta en uno de sus dos extremos axiales una […]
SISTEMA DE TIRO PARA CORREAS TRANSPORTADORAS CON NÚCLEO DE CABLES DE ACERO, del 18 de Abril de 2019, de RIQUELME VALENCIA, Marcelo Nicolás: Consiste en un sistema de tiro para acoplar correas transportadoras con núcleo de cables de acero a un cable de tiro. El sistema se conforma de […]
 Dispositivo y procedimiento para empalmar piezas de miembros de banda, del 13 de Marzo de 2019, de VMI Holland B.V: Dispositivo para empalmar miembros de banda para componentes de neumáticos, que comprende una primera pinza y una segunda pinza dispuestas para pinzar […]
Dispositivo y procedimiento para empalmar piezas de miembros de banda, del 13 de Marzo de 2019, de VMI Holland B.V: Dispositivo para empalmar miembros de banda para componentes de neumáticos, que comprende una primera pinza y una segunda pinza dispuestas para pinzar […]
Empalmadora de cinta refrigerada por aire, del 6 de Noviembre de 2018, de Shaw-Almex Industries Limited: Empalmadora , para realizar empalmes en cintas transportadoras, caracterizada por la siguiente combinación que incluye: Carcasas […]
Dispositivo de empalme para cerrar una banda de material en bucle y banda de material provista de dicho dispositivo de empalme, del 4 de Enero de 2017, de Tanals Société par actions simplifiées (SAS): Dispositivo de empalme para cerrar una banda de material en bucle, tal como en particular una banda transportadora, una correa de transmisión o similar, comprendiendo […]
Cinta transportadora, del 2 de Noviembre de 2016, de HEIMBACH GMBH & CO. KG: Cinta transportadora para transportar productos en piezas, especialmente alimentos, que comprende un soporte que presenta unos cantos frontales […]
Máquina de decoración, en particular, para la decoración de productos cerámicos y método para la realización de una cinta para la decoración de dichos productos cerámicos, del 29 de Junio de 2016, de SYSTEM S.P.A.: Una máquina de decoración, en particular, para la decoración de productos cerámicos, que comprende: una cinta de bucle cerrado para la transferencia […]
Procedimiento de unión de extremos de correas dentadas y dispositivo para su realización, del 24 de Octubre de 2011, de FONCILLAS ABIZANDA, ANTONIO: Procedimiento de unión de extremos de correas dentadas, dispositivo para su realización y correas dentadas así obtenidas.La presente invención se […]