Procedimiento de ensamblado de un tramo de cremallera de plataforma petrolera auto-elevadora.
Procedimiento de ensamblado de un tramo (1, 2) de cremallera de plataforma petrolera auto-elevadora,
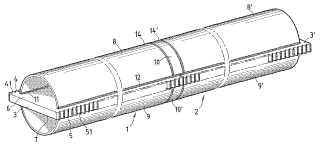
constituido por al menos una placa rectangular (3, 3') que comprende en sus caras laterales longitudinales (4, 5)des dientes (41, 51), y al menos un elemento de rigidez (8, 8', 9, 9', 10, 10') en forma de semi-cáscara soldadasobre una cara principal (6, 7) de la al menos una placa rectangular (3, 3'), a lo largo de las aristas longitudinales(11, 12) del al menos un elemento de rigidez (8, 8', 9, 9', 10, 10'), caracterizado por el hecho de que:
- se realiza en cada una de las aristas longitudinales (11, 12) del al menos un elemento de rigidez (8, 8', 9, 9', 10,10'), un chaflán interior (16) y un chaflán exterior (15) separados por un talón (17) de espesor T,
- se dispone el al menos un elemento de rigidez (8, 8', 9, 9', 10, 10') sobre una cara principal (6, 7) de la placarectangular (3)
- se realiza sobre la parte interna de cada una de las aristas longitudinales (11, 12) del al menos un elemento derigidez (8, 8', 9, 9', 10, 10') al menos una pasada de soldadura de tal manera que pueda realizar un cordón desoldadura interno (23) que tiene un radio de conexión de conexión R superior o igual a 4 mm,
- y se rellenan los chaflanes sobre la parte externa de cada una de las aristas longitudinales (11, 12) del almenos un elemento de rigidez (8, 8'. 9, 9', 10, 10') por un cordón de soldadura exterior realizado en al menos unapasada con aporte de metal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2004/001668.
Solicitante: INDUSTEEL FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 5, rue Luigi Cherubini 93212 La Plaine St Denis Cedex FRANCIA.
Inventor/es: MABELLY, PHILIPPE, CARDAMONE,DAVID.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K31/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08). › relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34).
- B23K37/00 B23K […] › Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06).
- B23K37/02 B23K […] › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › Carros para soportar el utillaje de soldar o cortar.
- B23K9/02 B23K […] › B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K). › Soldadura de juntas continuas; Soportes; Piezas insertadas.
- E02B17/08 CONSTRUCCIONES FIJAS. › E02 HIDRAULICA; CIMENTACIONES; MOVIMIENTO DE TIERRAS. › E02B HIDRAULICA (elevación de barcos E02C; dragado E02F). › E02B 17/00 Islas artificiales montadas sobre pilotes o soportes similares, p. ej. plataformas sobre patas extensibles; Procedimientos de construcción de las mismas (defensas E02B 3/26; anclajes para plataformas flotantes B63B 21/00; plataformas flotantes, p. ej. ancladas, B63B 35/44; obras independientes bajo el agua E02D 29/00). › para subirlas o bajarlas.
PDF original: ES-2392431_T3.pdf
Fragmento de la descripción:
Procedimiento de ensamblado de un tramo de cremallera de plataforma petrolera auto-elevadora
La presente invención se refiere a un procedimiento de ensamblado de un tramo de cremallera de plataforma petrolera auto-elevadora, un tramo de plataforma petrolera auto-elevadora susceptible de ser obtenido por el procedimiento y a dispositivos para la realización del procedimiento.
Las plataformas petroleras auto-elevadoras están constituidas por una cáscara llevada por unas patas destinadas a apoyarse sobre el fondo marino. Con el fin de poder ajustar la altura de la cáscara con respecto a los pies de las patas, la cáscara está montada desplazable a lo largo de las patas. El ajuste de la posición de la cáscara con respecto a los pies de las patas se hace mediante un dispositivo constituido por ruedas dentadas que engranan en unas cremalleras, constituyendo las cremalleras unas nervaduras de las patas.
Las cremalleras están constituidas por tramos soldados de extremo a extremo, formados por un lado por una placa rectangular, y por otro lado por unos elementos de rigidez en forma de semi-cáscara soldada sobre las caras principales de la placa. Cada placa rectangular comprende en sus caras laterales, unos dientes destinados a cooperar con una rueda dentada del dispositivo de accionamiento de la cáscara. Cada elemento de rigidez, soldado a una de las caras principales de las placas rectangulares, tiene una longitud inferior a la longitud de una placa, de tal manera que pueda permitir la soldadura extremo a extremo de dos tramos sucesivos. Para asegurar la continuidad de los elementos de rigidez, una pieza de unión en forma de semi-cáscara está posicionada en la zona de conexión de dos tramos sucesivos. Los elementos de rigidez están fijados a las caras laterales de las placas rectangulares por soldadura, y la calidad de las soldaduras es un factor importante de la resistencia mecánica de las cremalleras. En particular, la calidad de la superficie de las soldaduras es un factor importante de resistencia a la fatiga.
El documento FR2719615A describe un procedimiento de ensamblado de un tramo de cremallera de plataforma petrolera auto-elevadora, del tipo precitado, según el cual, se suelda al menos un elemento de rigidez a una plataforma rectangular provista de dientes, por soldadura por haz de electrones, desde el exterior de los elementos de rigidez, y se refunde el cordón de soldadura a lo largo de la unión entre la placa rectangular y el elemento de rigidez, por el interior del elemento de rigidez. La refusión se realiza con ayuda de un dispositivo apropiado.
Con la finalidad de obtener soldaduras de calidad satisfactoria, se dispone un listón de cerámica en el interior de los elementos de rigidez, a lo largo de la arista longitudinal del elemento de rigidez, en la unión de la placa rectangular, luego se realiza la soldadura a lo largo de las aristas longitudinales del elemento de rigidez soldando por el exterior mediante una técnica de soldadura con aporte de metal. El listón de cerámica garantiza el moldeado del cordón de soldadura en la parte interna del elemento de rigidez. Los cordones de soldadura así obtenidos tienen la ventaja de tener, en especial en la parte interna de los elementos de rigidez, unas raíces de buena calidad, con un buen aspecto de superficie, y por lo tanto una buena resistencia a la fatiga. Sin embargo, y en especial por razones de aparición de fisuras en caliente en el transcurso de la soldadura, se ha demostrado que no es posible, con esta técnica, obtener uniones de la raíz de la soldadura en la zona interna de los elementos de rigidez con rayos de curvatura superior de tres mm. De ello resulta que la resistencia a la fatiga de estas soldaduras es limitada. Además la técnica de soldadura que consiste en utilizar un listón de cerámica hace que a veces el control de las soldaduras sea difícil. Efectivamente, después de haber realizado la soldadura en el listón de cerámica, esta debe ser retirada para que el control de la soldadura pueda ser realizado. Sin embargo la retirada del listón de cerámica no siempre es cómodo. En particular pueden permanecer fragmentos de listón aprisionados en el cordón de soldadura que induzcan defectos en la soldadura que afecten a su resistencia mecánica.
Por otro lado debido a los defectos de planaridad de las placas o defectos de geometría de los elementos de rigidez, el cordón de soldadura obtenido no es siempre muy regular. De ello resulta que el control por ultrasonidos de la calidad de las soldaduras obtenidas al final es difícil.
Finalmente, esta técnica de soldadura con listón de cerámica es costosa, por un lado porque necesita la utilización de listones de cerámica hechos a medida que resultan ya por sí mismos costosos, por otro lado debido a que la colocación de listones de cerámica y la retirada tras la soldadura son unas operaciones largas que son también costosas.
El objetivo de la presente invención es dar remedio a estos inconvenientes proponiendo una técnica de soldadura de los elementos de rigidez de las cremalleras de una plataforma petrolera auto-elevadora, que permite mejorar la resistencia frente a la fatiga de las soldaduras, y que sea más fácil y más económica de llevar a cabo que las técnicas de soldadura conocidas.
A tal efecto, la invención tiene por objeto un procedimiento de ensamblado de un tramo de cremallera de plataforma petrolera auto-elevadora, constituido por al menos una placa rectangular que comprende en sus caras laterales longitudinales des dientes, y al menos un elemento de rigidez en forma de semi-cáscara soldada sobre una cara principal de al menos una placa rectangular, a lo largo de las aristas longitudinales del al menos un elemento de rigidez, caracterizado por el hecho de que:
- se realiza en cada una de las aristas longitudinales de al menos un elemento de rigidez un chaflán interior y un chaflán exterior separados por un talón de espesor T,
- se dispone el elemento de rigidez en la placa,
- se realiza sobre la parte interna de cada una de las aristas longitudinales del elemento de rigidez al menos una pasada de soldadura de tal manera que pueda realizar cordones de soldadura internos que tienen un radio de conexión de conexión R superior o igual a 4 mm,
- y se rellenan los chaflanes sobre la parte externa de cada una de las aristas longitudinales del elemento de rigidez mediante un cordón de soldadura exterior realizado en al menos una pasada con un aporte de metal.
Preferentemente la al menos una pasada de soldadura realizada sobre la parte interna de cada una de las aristas longitudinales del elemento de rigidez es una pasada de soldadura con aporte de metal.
Además, después de haber realizado los cordones de soldadura internas y antes de rellenar los chaflanes sobre la parte externa de las aristas longitudinales del elemento de rigidez, es preferible controlar los cordones de soldadura internos y, si es necesario, esmerilar los defectos y reparar los cordones de soldadura,
Preferentemente, el espesor T del talón es inferior a la suma de la profundidad de penetración del cordón de soldadura interior, de la profundidad de penetración de la primera pasada del cordón de soldadura exterior y del espesor de esmerilado eventual de un defecto.
El cordón de soldadura interno puede, por ejemplo, ser realizado mediante un procedimiento seleccionado de entre los procesos: de arco sumergido, MIG, MAG, TIG y de electrodo recubierto. El cordón de soldadura exterior puede ser realizado por el procedimiento de arco sumergido.
El elemento de rigidez puede ser una pieza de conexión entre dos elementos de rigidez de dos placas rectangulares adyacentes.
La invención también se refiere a un tramo de cremallera de plataforma petrolera autoelevadora susceptible de ser obtenido por el procedimiento de ensamblado según la invención, estando el tramo constituido por al menos una placa rectangular que comprende en sus caras laterales longitudinales de los dientes, y de al menos un elemento de rigidez en forma de semi-cáscara soldada sobre una cara principal de la al menos una placa rectangular, a lo largo de las aristas longitudinales de al menos un elemento de rigidez, estando la soldadura de unión entre el al menos un elemento de rigidez y la al menos una placa rectangular constituida por al menos un cordón de soldadura interno y al menos un cordón de soldadura externo cuyo radio de curvatura de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de ensamblado de un tramo (1, 2) de cremallera de plataforma petrolera auto-elevadora, constituido por al menos una placa rectangular (3, 3’) que comprende en sus caras laterales longitudinales (4, 5) des dientes (41, 51) , y al menos un elemento de rigidez (8, 8’, 9, 9’, 10, 10’) en forma de semi-cáscara soldada sobre una cara principal (6, 7) de la al menos una placa rectangular (3, 3’) , a lo largo de las aristas longitudinales (11, 12) del al menos un elemento de rigidez (8, 8’, 9, 9’, 10, 10’) , caracterizado por el hecho de que: -se realiza en cada una de las aristas longitudinales (11, 12) del al menos un elemento de rigidez (8, 8’, 9, 9’, 10, 10’) , un chaflán interior (16) y un chaflán exterior (15) separados por un talón (17) de espesor T, -se dispone el al menos un elemento de rigidez (8, 8’, 9, 9’, 10, 10’) sobre una cara principal (6, 7) de la placa rectangular (3) -se realiza sobre la parte interna de cada una de las aristas longitudinales (11, 12) del al menos un elemento de rigidez (8, 8’, 9, 9’, 10, 10’) al menos una pasada de soldadura de tal manera que pueda realizar un cordón de soldadura interno (23) que tiene un radio de conexión de conexión R superior o igual a 4 mm, -y se rellenan los chaflanes sobre la parte externa de cada una de las aristas longitudinales (11, 12) del al menos un elemento de rigidez (8, 8’. 9, 9’, 10, 10’) por un cordón de soldadura exterior realizado en al menos una pasada con aporte de metal.
2. Procedimiento según la reivindicación 1, caracterizado por el hecho de que la al menos una pasada de soldadura (23) realizada sobre la parte interna de cada una de las aristas longitudinales (11, 12) del al menos un elemento de rigidez (8, 8’, 9, 9’, 10, 10’) es una pasada de soldadura con aporte de metal.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado por el hecho de que, además, después de haber realizado el cordón de soldadura interno (23) y antes de rellenar el chaflán (15) sobre la parte externa de las aristas longitudinales (11, 12) del al menos un elemento de rigidez (8, 8’, 9, 9’, 10, 10’) , se controla el cordón de soldadura interno (23) y, si es necesario, se esmerilan los defectos y se repara el cordón de soldadura interno (23) .
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado por el hecho de que el espesor T del talón (17) es inferior a la suma de la profundidad de penetración del cordón de soldadura interno (23) , de la profundidad de penetración de la primera pasada del cordón de soldadura exterior y del espesor de amolado eventual de un defecto.
5. Procedimiento de soldadura según cualquiera de las reivindicaciones 1 a 4, caracterizado por el hecho de que el cordón de soldadura interno (23) está hecho mediante un procedimiento seleccionado de entre los procesos: de arco sumergido, MIG, MAG, TIG y de electrodo recubierto.
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado por el hecho de que el cordón de soldadura exterior está hecho por el procedimiento de arco sumergido.
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6, caracterizado por el hecho de que el al menos un elemento de rigidez (10, 10’) es una pieza de conexión entre dos elementos de rigidez (8, 8’, 9, 9’) de dos placas rectangulares (3, 3’) adyacentes.
8. Tramo de cremallera de plataforma petrolera autoelevadora susceptible de ser obtenida por el procedimiento de ensamblado descrito en la reivindicación 1, estando el tramo constituido por al menos una placa rectangular (3, 3’) que comprende en sus caras laterales longitudinales (4, 5) unos dientes (41, 51) , y de al menos un elemento de rigidez en forma de semi-cáscara (8, 8’, 9, 9’, 10, 10’) soldada sobre una cara principal (6, 7) de la al menos una placa rectangular (3) a lo largo de las aristas longitudinales (11, 12) del al menos un elemento de rigidez (8, 8’, 9. 9’, 10. 10’) , estando la soldadura de unión entre el al menos un elemento de rigidez (8, 8’, 9, 9’, 10, 10’) y la al menos una placa rectangular (3) constituida por al menos un cordón de soldadura interno y al menos un cordón de soldadura externo caracterizado por el hecho de que el radio de curvatura de conexión del cordón de soldadura interno (23) es superior o igual a 4 mm.
9. Dispositivo para llevar a cabo el procedimiento según cualquiera de las reivindicaciones 1 a 6, que comprende una cabeza de soldadura (27) , estando dicho dispositivo caracterizado por el hecho de que está constituido por una tobera (28) y por una guía chaflán (29) , estando dicha cabeza soportada por el extremo de un brazos
(26) montado articulado en un carro (30) móvil sobre unos raíles (34) , y por el hecho de que comprende medios para aportar a la cabeza de soldadura metal de aporte, flujo de soldadura y energía.
10. Dispositivo para llevar a cabo el procedimiento según la reivindicación 7, caracterizado por el hecho de que comprende un carro (35) que lleva al menos una cabeza de soldadura (37, 38) y medios de guiado (36) , estando dicho carro suspendido en unos cables (29) , y por el hecho de que comprende medios para aportar a dicha al menos una cabeza de soldadura (37, 38) metal de aporte, flujo de soldadura y energía.
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente, del 10 de Junio de 2020, de NIPPON STEEL CORPORATION: Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método: una etapa de calentamiento […]
SISTEMA Y PROCEDIMIENTO DE FABRICACIÓN DE SUBCONJUNTOS DE CARROCERÍA O CARROCERÍAS, del 4 de Junio de 2020, de REMOLQUES Y VOLQUETES S.L.: Sistema de fabricación de subconjuntos de carrocerías o carrocerías, estando conformado el subconjunto de carrocería o carrocería por un piso y/o laterales […]
Barrena para suelo y método de fabricación, del 27 de Mayo de 2020, de SENTEK PTY LTD: Un método para conformar una barrena que se puede utilizar para crear una abertura en el terreno, que incluye: conformar mediante torneado de metal […]
Rejilla de conjunto de combustible nuclear con resistencia a altas temperaturas, resistente a la corrosión, y con tolerancia a accidentes, del 6 de Mayo de 2020, de WESTINGHOUSE ELECTRIC COMPANY LLC: Un conjunto de combustible para un reactor nuclear que comprende: un conjunto paralelo y espaciado de una pluralidad de barras de combustible nuclear alargadas […]
Equipo de soldadura para la soldadura de los carriles de una vía férrea, del 11 de Marzo de 2020, de Plasser & Theurer Export von Bahnbaumaschinen GmbH: Equipo de soldadura para la soldadura de carriles de una vía férrea, con dos unidades de soldadura que se pueden mover la una respecto a la […]
Conjunto superabrasivo soldado con unión de soldadura metálica activa con capa de alivio de tensión; procedimiento de fabricación de tal conjunto, del 19 de Febrero de 2020, de DIAMOND INNOVATIONS, INC.: Un conjunto superabrasivo soldado , que comprende: una capa superabrasiva ; una capa de alivio de tensión acoplada a la capa superabrasiva […]
Tambor para un secador y método de fabricación de un tambor para un secador de aglomerado, del 12 de Febrero de 2020, de MARINI S.P.A.: Método de fabricación de un tambor para un secador para el secado de materiales en forma de aglomerados, donde el método proporciona: - […]