MEDIO PLEGADO DE FIBRAS METALICAS SINTERIZADAS.
Un medio (100, 300, 500) de fibras metálicas sinterizadas, que comprende por lo menos un pliegue (101,
201, 301), comprendiendo dicho pliegue (101) una primera ala (120), estando presente dicha primera ala (120) según un primer plano (121), comprendiendo dicho pliegue una segunda ala (130) que está presente según un segundo plano (131), intersecándose dicho primer plano (121) y dicho segundo plano (131) a lo largo de una línea de intersección (160) en un ángulo de diedro ?, comprendiendo dicho pliegue (101) una parte de flexión (140) para acoplar dicha primera ala (120) y dicha segunda ala (130), teniendo dicho medio (100) un espesor promedio en dichas alas de Tl, comprendiendo dicha parte de flexión por lo menos una zona lineal distinta (160), que es sustancialmente paralela a dicha línea de intersección, en cuya primera zona lineal (160, 361, 510) dicho medio tiene un espesor mínimo Tb, siendo dicho Tb menor que dicho Tl, caracterizado porque Tb es menor que 0,5 veces Tl
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/051580.
Solicitante: NV BEKAERT SA.
Nacionalidad solicitante: Bélgica.
Dirección: BEKAERTSTRAAT 2,8550 ZWEVEGEM.
Inventor/es: ROMMENS,PIETER.
Fecha de Publicación: .
Fecha Concesión Europea: 16 de Junio de 2010.
Clasificación Internacional de Patentes:
- B01D39/20D4B
- B22F3/00F
- B22F3/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › por medio de operaciones sucesivas o repetidas.
Clasificación PCT:
- B21D13/00 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › Corrugado de chapa metálica, barras o perfiles, con superficie ondulada o sinuosa.
Clasificación antigua:
- B21D13/00 B21D […] › Corrugado de chapa metálica, barras o perfiles, con superficie ondulada o sinuosa.
Fragmento de la descripción:
Medio plegado de fibras metálicas sinterizadas.
Campo del invento
El presente invento se refiere a medios de fibras metálicas sinterizadas y más particularmente a medios plegados de fibras metálicas sinterizadas y a un método para plegar dichos medios de fibras metálicas sinterizadas.
Antecedentes del invento
Un medio de fibras metálicas sinterizadas es bien conocido en la especialidad. Más particularmente, éste es bien conocido por su uso para la filtración de líquidos o gases, tal como p.ej. la filtración de polímeros y de chorros de tinta o la filtración de gases clientes p.ej. la filtración de hollín, en aplicaciones de filtración de los gases de escape de motores Diesel.
Para la mayor parte de las aplicaciones, para las que usa un medio de fibras metálicas sinterizadas, es importante proporcionar la mayor cantidad que sea posible del medio de filtro por volumen del cartucho de filtro, en el que se usa el medio. Es conocido en la especialidad plegar el medio de fibras metálicas sinterizadas para producir unos medios plegados a modo de "acordeón".
Sin embargo, los medios de fibras metálicas sinterizadas tienen la desventaja de que es difícil plegarlos a unas formas de U, que tienen un pequeño ángulo entre las dos alas p.ej. un ángulo menor que 90º o, en un caso extremo, que tienen unas alas que son esencialmente paralelas entre sí, es decir forman un ángulo de 0º.
El documento de patente de los EE.UU. US 62762045B1 describe un método para plegar un medio de fibras metálicas sinterizadas, mientras tanto que se evita una perjudicial deformación del medio de fibras metálicas sinterizadas en los flancos de los pliegues.
La plegadura de unos medios de fibras metálicas sinterizadas puede causar una rotura de los puntos de sinterización junto a la cara del codo de flexión especialmente cuando el ángulo, por el que se flexiona el medio de fibras metálicas sinterizadas, es mayor que 120º. Por esta razón, se evitan usualmente unas flexiones por un ángulo de menos que 100º, o se proporcionan unos medios adicionales en la otra cara del codo de flexión del medio para evitar dichas roturas. Dichos medios pueden ser gasas o rejillas metálicas.
En el caso de que se produzcan unas roturas de los puntos de sinterización, las propiedades mecánicas del medio de fibras metálicas sinterizadas son cambiadas demasiado en los lugares de las roturas de fibras, con el fin de garantizar una resistencia mecánica suficiente durante el uso del medio plegado de fibras metálicas sinterizadas.
Un medio de fibras metálicas sinterizadas puede ser plegado, mientras tanto que los ángulos entre las alas sean mantenidos relativamente grandes.
En este caso, en el que los pliegues tienen la tendencia a parecerse más a unas "formas de V" o a proporcionar un medio de fibras metálicas sinterizadas más parecido a un "zigzag", es limitado el aumento del medio de fibras metálicas sinterizadas por unidad de volumen del cartucho de filtración.
Unos medios de fibras metálicas sinterizadas, que son plegados según un pliegue en forma de U, que tiene un pequeño ángulo requerido entre los planos de las alas, p.ej. menor que 90º, o incluso tiene unas alas esencialmente paralelas, se pueden obtener usando una parte de flexión que proporciona una gran distancia entre las alas junto al acoplamiento con la parte de flexión, en cuya parte de flexión se evitan unos radios de curvatura demasiado pequeños. En el caso de que la distancia se haga demasiado pequeña, p.ej. menor que 5 veces el espesor del medio, el medio de fibras metálicas sinterizadas, situado junto al lado interno de la forma de U, tiene la tendencia a volcarse de una manera incontrolada, lo cual puede incluso conducir a la rotura de la estructura sinterizada junto a este lado interno.
No obstante, debido a las grandes distancias que se han de escoger, es limitado el aumento de medio de fibras metálicas sinterizadas por unidad de volumen del cartucho de filtración, debido a estas grandes distancias entre las alas de la forma de U.
En aplicaciones de filtración del hollín de motores Diesel, el hollín atrapado puede ser retirado desde el filtro con el medio de fibras metálicas sinterizadas calentando el medio por uso de la conductividad eléctrica. La corriente eléctrica es suministrada a, y conducida por, el medio desde un extremo del medio al otro. Debido al efecto de Joule, el medio de fibras metálicas sinterizadas se calienta y el hollín combustible se inflama, y por lo tanto se elimina puesto que el carbono y otras partículas que comprenden C se convierten en CO2. En el caso de que el medio de fibras metálicas sinterizadas se use para dichas finalidades de filtración con regeneración por medios eléctricos y cuando tiendan a producirse roturas de los puntos de sinterización, el medio plegado de fibras metálicas sinterizadas tiene la tendencia a quemarse en el sitio de las roturas de fibras debido a que pasa una corriente demasiado grande a través de la montura reducida de fibras sinterizadas en las roturas.
Sumario del invento
Un objeto del presente invento es el de proporcionar un medio plegado de fibras metálicas sinterizadas que supere los problemas de la técnica anterior.
También es un objeto del presente invento proporcionar un método para plegar un medio de fibras metálicas sinterizadas, evitando una rotura de los puntos de sinterización junto al lado exterior de la flexión.
También es un objeto del presente invento proporcionar un método para plegar un medio de fibras metálicas sinterizadas, que proporciona un medio de fibras metálicas sinterizadas que tiene un pequeño ángulo entre las dos alas del pliegue, siendo este ángulo menor que 90º, o teniendo incluso unas alas esencialmente paralelas, evitando una rotura de la estructura sinterizada junto a la superficie externa de la parte de flexión y teniendo un vuelco controlado en este lado interno de la forma de U, evitando una rotura en la estructura sinterizada en este lado interno de la forma de U.
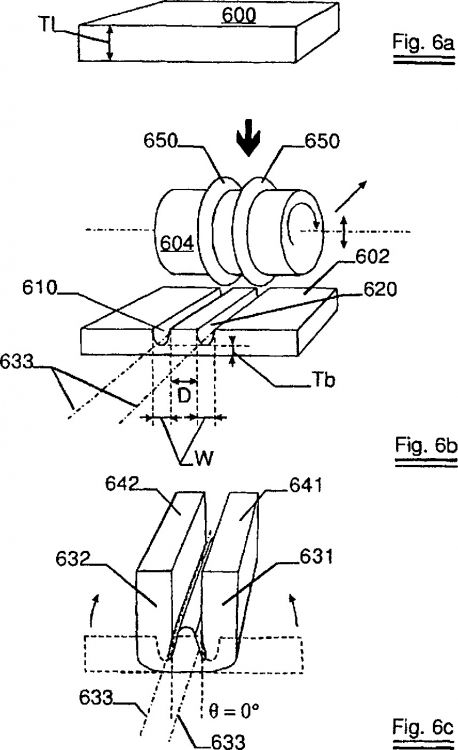
Un medio de fibras metálicas sinterizadas que es objeto del invento comprende por lo menos un pliegue, cuyo pliegue comprende una primera ala que está presente según un primer plano, y una segunda ala que está presente según un segundo plano. El primer plano y el segundo plano se intersecan a lo largo de una línea de intersección en un ángulo de diedro ?. El pliegue comprende una parte de flexión para acoplar a las alas primera y segunda. El medio tiene un espesor promedio de las alas de TI. La parte de flexión comprende por lo menos una primera zona lineal distinta, cuya zona es sustancialmente paralela a la línea de intersección, en cuya primera zona lineal el medio tiene un espesor mínimo Tb, menor que Tl. Un medio de fibras metálicas sinterizadas que es objeto del invento está caracterizado porque Tb es menor que 0,5 veces TI, de manera más preferida menor o igual que 0,45 veces TI o incluso menor o igual que 0,4 veces Ti.
Así, en la(s) zona(s) lineal(es) de la parte de flexión se reduce el espesor del medio.
El término "espesor mínimo" se ha de entender como el más pequeño espesor que se mide en la zona lineal en la que se ha reducido el espesor del medio.
Se encontró además que la anchura W de la zona lineal, a lo largo de cuya anchura se reduce en un cierto grado el espesor del medio, es preferiblemente igual o menor que TI-Tb, y de manera más preferida igual o menor que 1,5 veces Tl-Tb o incluso igual o mayor que 1,75 veces Tl-Tb, tal como igual o mayor que 2 veces Tl-Tb. La anchura W mide como la distancia promedia entre los dos bordes de la zona lineal cuando los dos planos de las dos alas están alineados.
Se encontró que dicho medio de fibras metálicas sinterizadas, que es objeto del invento, puede ser plegado con mayor facilidad usando esta zona lineal como eje de flexión, proporcionando dos alas que están presentes según dos planos de intersección, que se intersecan en un ángulo de diedro menor que 180º preferiblemente mayor que 90º, sin el riesgo de obtener grietas o roturas del medio de fibras metálicas sinterizadas junto a la superficie exterior del pliegue.
La parte de flexión puede comprender solamente una zona lineal en la que el espesor del medio es reducido hasta un espesor mínimo Tb según el presente invento.
Como una alternativa, la parte de flexión puede comprender dos zonas lineales, que son sustancialmente paralelas entre sí, cuyas zonas tienen preferiblemente un espesor mínimo sustancialmente...
Reivindicaciones:
1. Un medio (100, 300, 500) de fibras metálicas sinterizadas, que comprende por lo menos un pliegue (101, 201, 301), comprendiendo dicho pliegue (101) una primera ala (120), estando presente dicha primera ala (120) según un primer plano (121), comprendiendo dicho pliegue una segunda ala (130) que está presente según un segundo plano (131), intersecándose dicho primer plano (121) y dicho segundo plano (131) a lo largo de una línea de intersección (160) en un ángulo de diedro ?, comprendiendo dicho pliegue (101) una parte de flexión (140) para acoplar dicha primera ala (120) y dicha segunda ala (130), teniendo dicho medio (100) un espesor promedio en dichas alas de Tl, comprendiendo dicha parte de flexión por lo menos una zona lineal distinta (160), que es sustancialmente paralela a dicha línea de intersección, en cuya primera zona lineal (160, 361, 510) dicho medio tiene un espesor mínimo Tb, siendo dicho Tb menor que dicho Tl, caracterizado porque Tb es menor que 0,5 veces Tl.
2. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con la reivindicación 1, en el que Tb es menor o igual que 0,45 veces Tl.
3. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con una cualquiera de las reivindicaciones 1 a 2, en el que dicha primera zona lineal (160, 361, 510) tiene una anchura W que es mayor o igual que Tl-Tb.
4. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con una cualquiera de las reivindicaciones 1 a 3, en el que dicha parte de flexión (140) comprende solamente una zona distinta (160).
5. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con la reivindicación 4, en el que dicho ángulo de diedro ? es menor que 180º, siendo dicho ángulo de diedro ? mayor que 90º.
6. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con una cualquiera de las reivindicaciones 1 a 3, en el que dicha parte de flexión (140) comprende una segunda zona distinta (362, 520), siendo dichas zonas (361, 362, 510, 520) sustancialmente paralelas entre sí.
7. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con la reivindicación 6, en el que dicho ángulo de diedro ? es menor que 90º.
8. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con una cualquiera de las reivindicaciones 6 a 7, en el que el espesor mínimo Tb es sustancialmente igual al espesor mínimo de dicha segunda zona (362, 520).
9. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con una cualquiera de las reivindicaciones 6 a 8, en el que dicha anchura W es sustancialmente igual a la anchura de dicha segunda zona (362, 520).
10. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con una cualquiera de las reivindicaciones 6 a 9, en el que la distancia D entre dichas zonas lineales primera y segunda (510, 520) es igual o mayor que la más grande entre dicha anchura W de dicha primera zona (510) y dicha anchura de dicha segunda zona (520).
11. Un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con la reivindicación 10, en el que D está en el intervalo de W hasta 5 veces Tl.
12. Un método para plegar un medio (100, 300, 500) de fibras metálicas sinterizadas, comprendiendo dicho medio las etapas de
proporcionar un medio de fibras metálicas sinterizadas (100, 300, 500) que tiene un espesor Tl;
reducir el espesor del medio a lo largo de por lo menos una primera zona lineal (160) hasta un espesor Tb, siendo Tb el espesor mínimo medido en dicha zona lineal (160), siendo dicho Tb menor que 0,5 veces Tl;
flexionar las partes del medio presentes en ambos lados de dicha zona lineal (160) hacia el mismo lado del medio, usando dicha zona lineal (160) como ejes de flexión, con el fin de obtener unas primeras alas que están presentes según un primer plano (121) y una segunda ala (130) que está presente según un segundo plano (131), intersecándose dichos planos primero y segundo (131) a lo largo de una línea de intersección (150) en un ángulo de diedro ?.
13. Un método para plegar un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con la reivindicación 12, en el que Tb es menor o igual que 0,45 veces Tl.
14. Un método para plegar un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con una cualquiera de las reivindicaciones 12 a 13, en el que dicha primera zona lineal (160) tiene una anchura W que es mayor o igual que Tl-Tb.
15. Un método para plegar un medio (100, 300, 500) de fibras metálicas sinterizadas, de acuerdo con una cualquiera de las reivindicaciones 12 a 14, en el que dicho ángulo de diedro ? es menor que 180º, siendo dicho ángulo de diedro ? mayor que 90º.
16. Un método para plegar un medio (100, 300, 500) de fibras metálicas sinterizadas, de acuerdo con una cualquiera de las reivindicaciones 12 a 15, en el que dicho espesor del medio es reducido a lo largo de una primera zona lineal (361, 510) y de una segunda zona lineal (362, 520), siendo dichas zonas lineales (361, 362, 510, 520) sustancialmente paralelas.
17. Un método para plegar un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con la reivindicación 16, en el que dicho ángulo de diedro ? es menor que 90º.
18. Un método para plegar un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con una cualquiera de las reivindicaciones 15 a 17, en el que dicha primera zona lineal (361, 510) y dicha zona lineal (362, 520) tienen una anchura que es mayor o igual que Tl-Tb.
19. Un método para plegar un medio (100, 300, 500) de fibras metálicas sinterizadas de acuerdo con una cualquiera de las reivindicaciones 15 a 18, en el que dichas anchuras de dicha primera zona lineal (361, 510) y de dicha segunda zona lineal (362, 520) son sustancialmente iguales.
20. Un método para plegar un medio de fibras metálicas sinterizadas (100, 300, 500) de acuerdo con una cualquiera de las reivindicaciones 15 a 19, en el que la distancia D entre dichas zonas lineales (510, 520) es igual o mayor que la más grande entre dicha anchura de dicha primera zona (510) y la anchura de dicha segunda zona (520).
21. Un método para plegar un medio de fibras metálicas sinterizadas (100, 300, 500), de acuerdo con la reivindicación 20, en el que D está en el intervalo de W a 5 veces Tl.
Patentes similares o relacionadas:
Procedimiento para la fabricación de piezas multinivel de polvo metálico esférico aglomerado, del 13 de Noviembre de 2019, de Metal Additive Technologies: Un método para la fabricación de una pieza metálica multinivel, comprendiendo dicho método las etapas: a. compactar polvo metálico esférico aglomerado […]
Método para sinterizar polvos eléctricamente conductores, del 1 de Mayo de 2019, de FUNDACION TECNALIA RESEARCH & INNOVATION: Método para sinterizar polvos eléctricamente conductores en una atmósfera de aire para obtener un producto sinterizado, que comprende la siguiente […]
Imán sinterizado R-T-B y método para producir un imán sinterizado R-T-B, del 13 de Marzo de 2019, de HITACHI METALS, LTD.: Un imán sinterizado a base de R-T-B representado por la siguiente fórmula : uRwBxGayCuzAlqM(100-u-w-x-y-z-q)T donde R se compone de elemento(s) […]
Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia, del 17 de Octubre de 2018, de Plansee Powertech AG: Procedimiento para la fabricación de un material de Cu-Cr por pulvimetalurgia para un contacto de conmutación, en particular para interruptores de vacío, que comprende […]
Procedimiento para la fabricación de una pieza de metal, del 12 de Septiembre de 2018, de Metec Powder Metal AB: Un procedimiento para la fabricación de una pieza de metal, comprendiendo el procedimiento las etapas: a. compactar polvo de acero esférico aglomerado 5 a una preforma, […]
Abrazadera de inyector de combustible, del 23 de Noviembre de 2016, de BURGESS-NORTON MFG. CO., INC: Un método para formar una abrazadera de inyector de combustible que comprende las etapas de: proporcionar una carga de metal en polvo que […]
Polvo prealeado a base de hierro, del 3 de Agosto de 2016, de HOGANAS AB (PUBL): Un polvo a base de hierro prealeado que comprende los siguientes elementos de aleación: 0,3 - 0,7 % en peso de Cr 0,05 - 0,15 % en peso de Mo 0,3 - 0,7 % en peso […]
Piezas con diferente acabado superficial y procedimiento de fabricación de las mismas, del 7 de Julio de 2016, de PHIBO CAD-CAM SL: Piezas que fabricadas mediante sinterización, presentan zonas de acabado superficial bien diferenciadas, unas rugosas resultado del proceso de sinterización, […]