DISPOSITIVO PARA EL SOPORTE Y OSCILACION DE UNA COQUILLA DE COLADA CONTINUA PARA LA FUNDICION DE METAL LIQUIDO, ESPECIALMENTE DE ACERO LIQUIDO.
(01/12/2008) Dispositivo para el soporte y oscilación de una coquilla de colada continua para la fundición de metal líquido, especialmente de acero líquido, con elementos de guía dispuestos a ambos lados de un plano de simetría , en el que se extiende el eje medio longitudinal de la colada continua, los cuales están alojados en componentes de soporte fijos estacionarios, en el que la coquilla de colada continua está apoyada en cada caso en ambos lados sobre elementos de guía y al menos una instalación de oscilación , en el que un primer grupo de construcción está formado por los elementos de guía y los componentes de soporte y en el que un segundo grupo de construcción está constituido por la instalación de oscilación, caracterizado por una salida o entrada, que se extiende lateralmente,…
PROCEDIMIENTO Y MECANISMO PARA RECONOCER EL ESTADO DE MAQUINA DE ELEMENTOS O GRUPOS CONSTRUCTIVOS DE UN DISPOSITIVO DE OSCILACION EN INSTALACIONES DE COLADA CONTINUA PARA METALES LIQUIDOS, EN ESPECIAL PARA ACERO LIQUIDO.
(16/11/2008) Procedimiento para reconocer el estado de máquina de elementos o grupos constructivos de un dispositivo de oscilación en instalaciones de colada continua para metales líquidos, en especial para acero líquido, con una coquilla de colada continua montada sobre una mesa elevadora , en donde la mesa elevadora se mueve periódicamente hacia arriba y hacia abajo a través de de uno o varios accionamientos de oscilación en una guía elástica ; y en donde durante una pausa de colada en el estado de marcha en vacío se registra, a través de variaciones de posición paso a paso del accionamiento de oscilación , una curva…
DISPOSITIVO PARA EL SOPORTE Y LA OSCILACION DE UNA COQUILLA PARA COLADA CONTINUA, PARA LA COLADA CONTINUA DE METALES LIQUIDOS, ESPECIALMENTE DE ACEROS LIQUIDOS, Y PROCEDIMIENTO PARA EL MONTAJE O DESMONTAJE, ASI COMO EL MANTENIMIENTO.
(16/05/2008) Dispositivo para el soporte y la oscilación de una coquilla para colada continua para la colada continua de metales líquidos, especialmente de aceros líquidos, con un grupo constructivo dispuesto a ambos lados del eje longitudinal central de la barra de colada , que comprende pares de bloques de soporte con elementos guía y un cajón portador (7a) unido a los bloques de soporte , para soportar la coquilla para colada continua; un subgrupo constructivo (7b) con disposición fija, sobre el cual está montado el grupo constructivo ; y un dispositivo de oscilación con una unidad pistón-cilindro hidráulica (6a) conectada a un circuito hidráulico mediante un vástago del émbolo (6b); asimismo el grupo constructivo está unido de manera soluble…
PROCEDIMIENTO Y DISPOSITIVO DE ACCIONAMIENTO DE LOS RODIULLOS SOPORTE DE UNA MAQUINA DE COLADA CONTINUA PARA METALES LIQUIDOS, PARTICULARMENTE PARA MATERIALES LIQUIDOS DE ACERO.
(16/11/2007) Procedimiento de accionamiento de los rodillos soporte (7c) de una máquina de colada continua para metales líquidos, particularmente para materiales líquidos de acero, que forman una guía de la cuerda para la cuerda de colada a partir de rodillos soporte de accionamiento individuales (7c) accionados eléctricamente y/o a partir de segmentos de rodillo soporte de la cuerda ajustados hidráulicamente, empleándose una regulación de la compensación de la carga para los accionamientos como suma de las fuerzas individuales para velocidad de colada, momento de giro del motor, velocidad de giro del motor y factores de corrección habituales, y estando provisto de ajuste individual del momento de giro y de la velocidad de giro…
PROCEDIMIENTO E INSTALACION PARA LA PRODUCCION CONTINUA DE FLEJES METALICOS.
Secciones de la CIP Construcciones fijas Técnicas industriales diversas y transportes
(16/04/2007). Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Clasificación: E21B47/12, E21B23/14, E21B44/00, B21B1/28, B21B3/02.
Procedimiento para la producción continua de un fleje metálico, laminado en frío, en especial de un fleje de acero fino, siendo desbobinado un fleje metálico laminado en caliente por una unidad de desbobinado y siendo guiado el fleje a fabricar en la dirección de transporte (R) a través de un dispositivo , en el que el fleje se somete a un proceso de laminación, un calentamiento y un tratamiento químico, caracterizado porque el proceso de laminación no se lleva a cabo hasta después del calentamiento del fleje y después del tratamiento químico.
PROCEDIMIENTO DE COLADA CONTINUA Y MOLDEO DIRECTO DE UNA BARRA DE METAL, ESPECIALMENTE UNA BARRA COLADA DE MATERIAL DE ACERO.
(16/06/2006) Procedimiento de colada continua y moldeo directo de una barra de metal, especialmente de una barra colada de material de acero, que presenta un formato cuadrado, de bloque, de perfil previo, de palanquilla o redondo, tras el molde de colada continua se guía en una guía de la barra curvada y se enfría de forma secundaria con un medio de enfriamiento fluido y se prepara de forma regulada con un campo de temperatura homogéneo en la sección (1a) transversal de la barra para la operación de moldeo, en el que la barra colada se enfría mediante el medio de enfriamiento fluido solo en las secciones longitudinales, en las que la barra colada es fluida en…
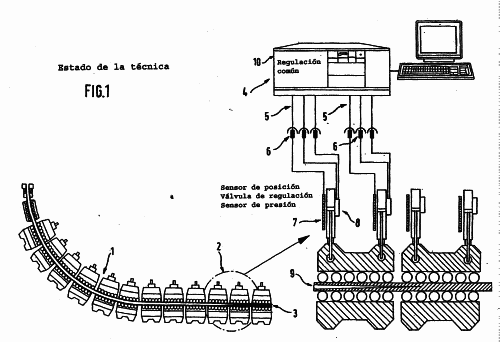
REGULACION DE LA ABERTURA EN SEGMENTOS PARA INSTALACIONES DE COLADA CONTINUA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2006). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Clasificación: B22D11/20.
Dispositivo para la regulación de la abertura en segmentos para instalaciones de colada continua, que están configurados con al menos un sensor de posición y un sensor de presión, especialmente en segmentos para instalaciones de colada continua para desbastes y desbastes finos, que comprende una conducción de las barras con una regulación y segmentos para una conducción prevista de una barra fundida mediante el empleo de señales de medición y regulación, caracterizado porque cada segmento posee al menos una unidad de sistema y de regulación descentralizada propia que está conectada con un sistema de gestión superior y una alimentación de tensión por medio de un bus de campo o Profibus.
PROCEDIMIENTO Y DISPOSITIVO PARA MODIFICAR EL GROSOR DEL FORMATO DE LA BARRA FUNDIDA DE UNA INSTALACION DE COLADA CONTINUA.
(16/10/2005) Procedimiento para modificar el grosor del formato de la barra de fundición de una instalación de fundición continua en un funcionamiento de fundición continua, de modo que, por debajo de una coquilla , la barra está unida en unión efectiva a ambos lados con soportes (8, 8) de rodillos enfrentados entre sí, los cuales están divididos en una sucesión de segmentos (n = 1 hasta i) que portan rodillos y que están acoplados entre sí mediante unión articulada, y cada segmento puede ajustarse en sí mismo formando un ángulo respecto a la barra de fundición, y de modo que en una posición de partida toda la conducción de la barra que va a modificarse se ajusta a un grosor uniforme del formato de producción, caracterizado porque la variación del grosor del formato se lleva a cabo en una secuencia regulada de etapas de ajuste de los segmentos (n = 1 hasta…
PROCEDIMIENTO Y DISPOSITIVO PARA LA COLADA CONTINUA DE LINGOTES, DESBASTES PLANOS O DESBASTES DELGADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2005). Ver ilustración. Solicitante/s: SMS DEMAG AG. Clasificación: B22D11/12.
Procedimiento para la colada continua de lingotes, desbastes planos o desbastes delgados en una instalación de colada continua, que presenta debajo de una coquilla segmentos de guía de la línea regulables a distancia.
PROCEDIMIENTO DE AJUSTE PARA UN SEGMENTO DE RODILLOS DE UNA INSTALACION DE COLADA CONTINUA.
(01/12/2002) Procedimiento de ajuste para un segmento de rodillos de una instalación de colada continua, que tiene un lado de entrada del segmento, un lado de salida del segmento y un par de soportes para los rodillos, los cuales sirven de soporte cada uno de ellos para por lo menos dos rodillos que se extienden a lo largo de una zona de apoyo , ajustándose uno contra otro los soportes para los rodillos por medio de una unidad de ajuste situada en el lado de entrada del segmento y otra unidad de ajuste situada en el lado de salida del segmento, teniendo cada unidad de ajuste dos unidades de cilindro hidráulico (8 a 11) situadas…
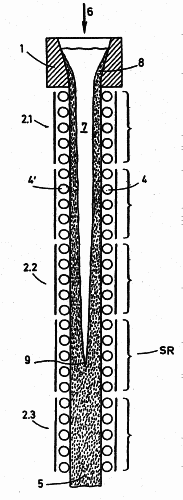
PROCEDIMIENTO PARA HACER OSCILAR UN MOLDE DE FUNDICION CONTINUO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2002). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT ACCIAI SPECIALI TERNI S.P.A. Clasificación: B22D11/04.
La invención se refiere a un procedimiento para hacer oscilar un molde de fundición continuo, especialmente mediante un gato hidráulico. Para una regulación objetivo de transferencia de calor del molde y del proceso de formación del molde, la invención sugiere que cualquier que sea la velocidad de extrusión, la línea de oscilación cero del molde en relación a la superficie del baño se mueve arriba y abajo durante el proceso de fundición, dando como resultado una mejora objetivo de la pieza moldeada.
{kind=link}
{kind=link}