Procedimiento e instalación de corte por láser con modificación del factor de calidad del haz láser mediante un componente óptico difrangente.
(18/03/2015) Procedimiento de corte mediante haz láser de une pieza que se va a cortar, en el que:
a) se genera un haz láser incidente que presenta una longitud de onda llamada de trabajo y un factor de calidad (BPP) inicial dado, por medio de una fuente láser de fibras que contienen iterbio acoplada a al menos una fibra óptica de transporte de haz,
b) se hace llegar dicho haz láser incidente hasta un cabezal de focalización que incluye al menos una óptica de focalización ,
c) se focaliza el haz láser incidente por medio de la óptica de focalización en orden a obtener un haz láser focalizado, y
d) se corta la pieza por medio del haz láser focalizado,
caracterizado…
Cabezal de focalización láser con lentes de ZnS que tienen un espesor en los bordes de al menos 5 mm; instalación y proceso de corte láser que emplean un cabezal de focalización de ese tipo.
(15/01/2014) Cabezal de focalización de haz láser que comprende una lente de colimación y una lente de focalización , caracterizado por que:
- la lente de colimación y la lente de focalización son de ZnS y tienen un espesor en los bordes de al menos 5 mm, y
- un espejo de reenvío que funciona en un ángulo de incidencia (α) comprendido entre 40 y 50º está dispuesto en el trayecto del haz láser en el seno de dicho cabezal de focalización, entre las lentes de colimación y de focalización .
PROCEDIMIENTO DE CORTE CON UN LÁSER QUE TIENE AL MENOS UNA FIBRA A BASE DE ITERBIO CON CONTROL AL MENOS DE LA POTENCIA DE LA FUENTE DE LÁSER, DEL DIÁMETRO DEL HAZ FOCALIZADO Y DEL FACTOR CALIDAD DEL HAZ.
(22/07/2011) Procedimiento de corte mediante haz láser de una pieza que va a cortarse, en el que se usan medios de generación de haz láser que comprenden al menos una fibra que contiene iterbio que tiene una longitud de onda de entre 1 y 4 µm para generar el haz láser de una potencia comprendida entre 0,1 y 40 kW, caracterizado porque dicho haz láser se selecciona de manera que presenta: - una densidad de potencia de entre 1,5 y 20 MW/cm 2 , - un diámetro de haz focalizado comprendido entre 0,1 mm y 0,50 mm y - un factor de calidad (BPP) de entre 2 y 8 mm·mrad
UTILIZACION DE MEZCLAS GASEOSAS HELIO/NITROGENO EN SOLDADURA LASER DE TUBOS DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(06/05/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S. A. DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PROCE. Clasificación: B23K26/26, B23K26/32, B23K26/12, B23K26/30, B23K35/38.
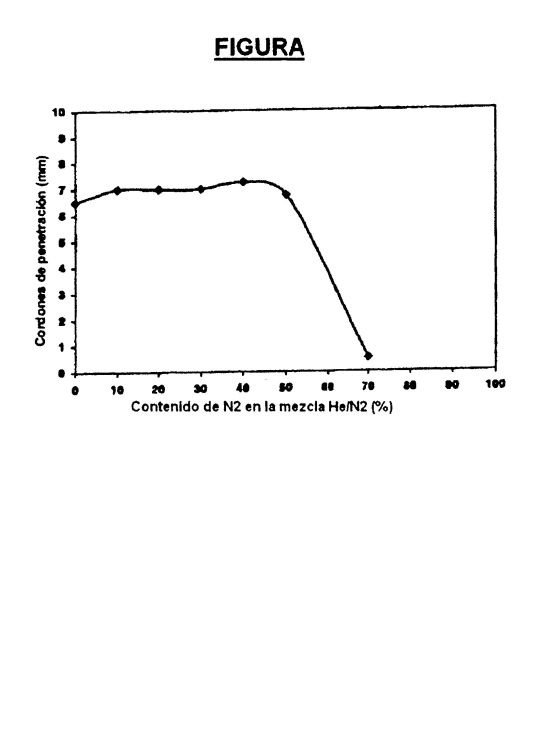
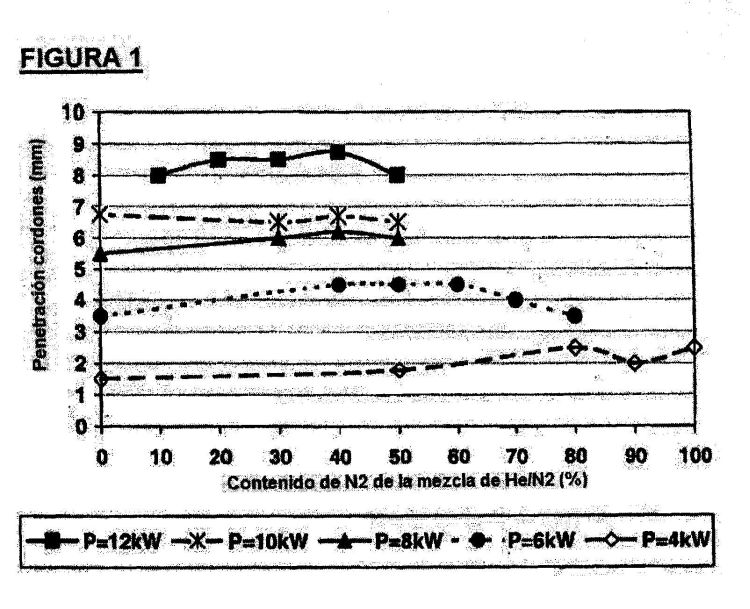
Procedimiento de soldadura, el uno con el otro, de los dos bordes longitudinales de una lámina de acero inoxidable austenítico, ferrítico o martensítico, que tiene un espesor de 0.5 a 4 mm, de manera a obtener un tubo soldado, que utiliza al menos un haz láser que tiene una potencia que va hasta 12 kW, y en el cual se utiliza una mezcla gaseosa constituida de 30% a 80% en volumen de nitrógeno y el resto de helio (hasta a 100%) para realizar una soldadura de penetración total o casi total, dicha lámina de acero que forma el tubo teniendo un índice de picadura (PI) tal que: PI = [%Cr]+ 3,3 x [%Mo]+ 16 x[%N] con PI < 35 donde: [%Cr], [%Mo] y [%N] son las proporciones ponderales de cromo, molibdeno y nitrógeno en el acero inoxidable de la lámina a soldar.
UTILIZACION DE MEZCLAS DE GASES HELIO/NITROGENO EN SOLDADURA LASER DE FLANCOS EMPALMADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2008). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S. A. DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PROCE. Clasificación: B23K26/32, B23K26/12, B23K35/38.
Procedimiento de soldadura de flancos empalmados formados por un material que contiene mayoritariamente acero, utilizando al menos un haz de láser, en el que se realiza al menos una unión de soldadura de tipo de penetración completa utilizando una mezcla gaseosa que comprende nitrógeno y helio para asistir a dicho haz de láser, caracterizado porque el material contiene una proporción superior a 0,015% en peso de aluminio y porque la mezcla gaseosa está constituida por 30% a 80% en volumen de nitrógeno y helio para el resto (hasta 100%).
PROCEDIMIENTO DE CEBADURA DE UN ARCO DE SOLDADURA ELECTRICO Y CABEZA DE SOLDADURA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1991). Solicitante/s: LA SOUDURE AUTOGENE FRANCAISE L'AIR LIQUIDE SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE. Clasificación: B23K9/06.
COMPRENDE UN ENCENDIDO ELECTRONICO SITUADO A UNA DISTANCIA MAXIMA DE OCHO METROS DE LA CABEZA, PRESENTANDO UN CONDUCTOR DE ALTA TENSION DE VIA CONDUCENTE A UN ESTALLADOR FORMADO ENTRE EL CUELLO A UNA DISTANCIA (A) DE LA PIEZA A SOLDAR , DONDE LA CORRIENTE (HT) SE VUELVE A CERRAR HACIA LA ZONA A IONIZAR ENTRE EL ELECTRODO Y LA PIEZA Y EL TUBO CONDUCTOR . TIENE APLICACION EN SOLDADURAS DE CORTE ELECTRICO.
{kind=link}
{kind=link}