14 inventos, patentes y modelos de STREUBEL, WOLFGANG
PROCEDIMIENTO DE FABRICACION DE UN PERFIL TUBULAR RIGIDO EN FLEXION Y ELASTICO EN TORSION.
(09/03/2010) Procedimiento para la fabricación de un perfil tubular rígido a la flexión y elástico a la torsión como traviesa para un eje trasero de bielas acopladas de un automóvil de turismo, en el que un tubo de acero cementado se conforma, en primer lugar, elásticamente a la torsión en la sección (c) longitudinal media por medio de una conformación en frío en forma de U, asegurándose secciones (a) terminales rígidas a la torsión, después de lo cual el perfil tubular realizado de ese modo se somete a un endurecimiento de la capa superficial en las secciones (b) de transición, entre la sección (c) longitudinal media conformada en forma de…
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TUBOS.
(23/12/2009) Procedimiento para la fabricación de tubos en el que una platina de chapa (2, 2a-c) se inserta dentro de una herramienta de conformación y se prensa por un punzón dentro de una entalladura en forma de U de una herramienta inferior y en un primer paso de conformación se preforma en un perfil de U y en un segundo paso de conformación se transforma en un perfil tubular (R) entre una segunda herramienta superior y una herramienta inferior dentro de una prensa de conformación , caracterizado porque la platina de chapa antes del primer paso de conformación a lo largo de al menos uno de los flancos longitudinales a unir…
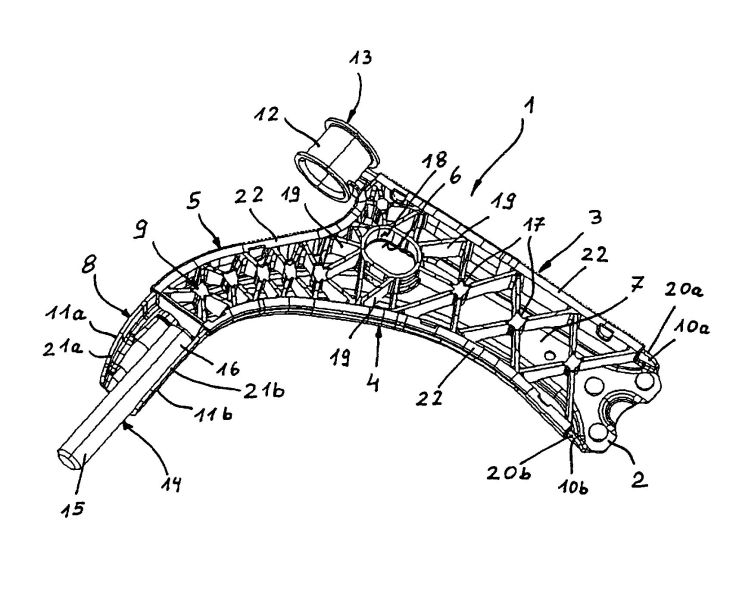
COMPONENTE DE DIRECCION PARA SUSPENSIONES DE RUEDAS DE AUTOMOVILES Y PROCEDIMIENTO PARA SU FABRICACION.
Sección de la CIP Técnicas industriales diversas y transportes
(22/10/2009). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Clasificación: B60G7/00.
Procedimiento para la fabricación de un componente de dirección para suspensiones de ruedas de automóviles, en el que se fabrica un cuerpo en forma de cáscara en un procedimiento de transformación de chapa, que presenta varias zonas de flancos (10a, 10b; 11a, 11b) que se extienden desde la nervadura central en la misma dirección, en el que las zonas de flancos (10a, 10b; 11a, 11b) se conectan entre sí por medio de refuerzos de rejilla de plástico, caracterizado porque el cuerpo en forma de cáscara se fabrica de un material de acero con una resistencia a la tracción de al menos 00 MPa, en el que loas refuerzos de rejilla se conectan con el cuerpo en forma de cáscara sin tratamiento térmico siguiente del cuerpo en forma de cáscara no conformado.
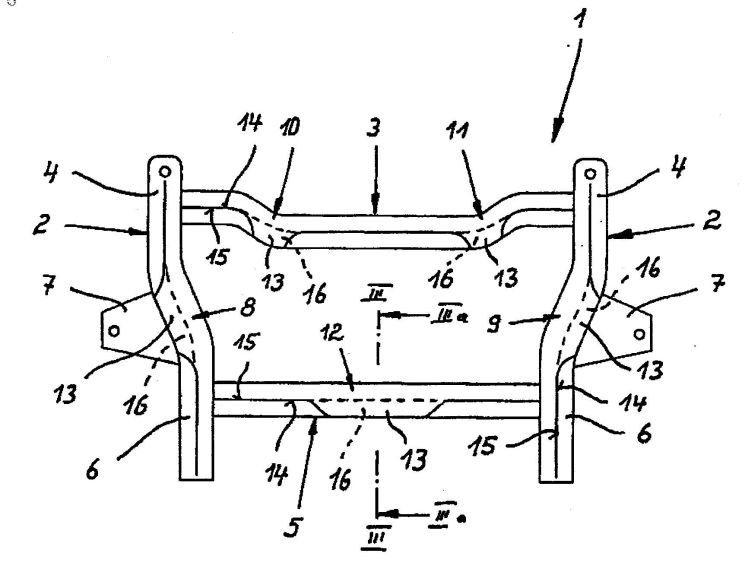
ELEMENTO HUECO PARA UN COMPONENTE DE CHASIS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2008). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Clasificación: B62D21/11, B62D29/00, B21C37/08, B62D21/00, B62D65/02.
Elemento hueco para un componente de chasis que está compuesto de una chapa enrollada y unida por los cantos longitudinales, en el que una lengüeta sobresale de al menos un canto longitudinal, caracterizado porque la lengüeta se superpone sobre el margen del canto contiguo al otro canto longitudinal y está unida con este por medio de galvanización por inmersión en caliente.
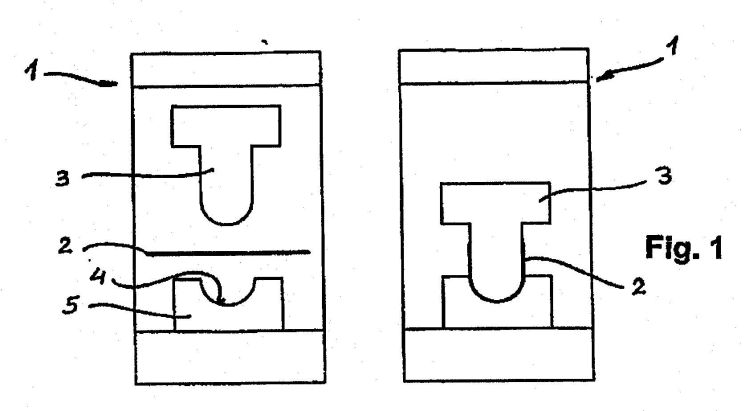
PROCEDIMIENTO PARA FABRICAR TUBOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/2008). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Clasificación: B21C37/08, B21D5/10.
Procedimiento para la fabricación de tubos, en el cual se introduce una pletina de chapa en un útil de conformación y se prensa en un primer útil inferior en una escotadura en forma de U con pistón y se conforma en una primera etapa de conformación para obtener un perfil en U y en una segunda etapa de conformación entre un primer útil de conformación y un segundo útil de conformación en una prensa de conformación para obtener un perfil (R) tubular, caracterizado porque el útil superior y el útil inferior se enclavan mutuamente con el perfil (R) tubular dentro, se retiran en estado enclavado de la prensa de conformación y seguidamente se sueldan mutuamente los bordes longitudinales del perfil (R) tubular a través de una abertura , que expone los bordes longitudinales en el útil superior, y subsiguientemente se separa el útil superior del segundo útil inferior y se prepara para un nuevo proceso de conformación.
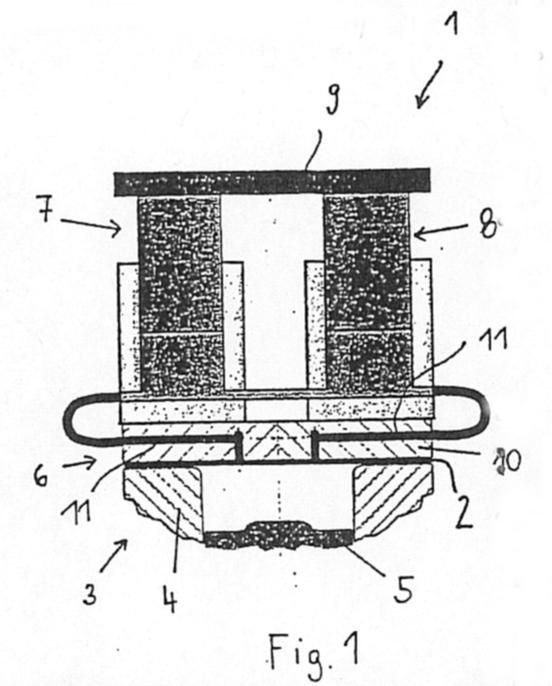
DISPOSITIVO Y PROCEDIMIENTO PARA LA TRANSFORMACION A ALTA PRESION HIDRAULICA DE UNA PLETINA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/2007). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Clasificación: B21D26/02, B21D22/20D, B21D22/20.
Dispositivo y procedimiento para la transformación a alta presión hidráulica de una pletina de una manera adecuada para grandes series. A tal fin, el dispositivo está configurado con un útil superior y un útil inferior ,en el que al menos una unidad de generación de presión está dispuesta entre el empujador de prensado de una prensa mecánica y el útil superior , y el medio de presión de la unidad de generación de presión se utiliza como medio activo para la transformación hidráulica de la pletina , de tal manera que las superficies de contacto de los útiles se apoyan directamente sobre la superficie de la pletina a lo largo de su zona de empotramiento y cierran herméticamente la zona de transformación impulsada con medio activo simplemente a través de junta de contacto sin medios de obturación adicionales. También se propone un procedimiento.
METODO PARA FABRICAR PIEZAS ESTRUCTURALES EN LA CONSTRUCCION DE AUTOMOVILES.
(01/03/2005) Procedimiento para fabricar piezas estructurales alargadas (1, 1, 1a, 1b) en la fabricación de automóviles que, al menos por regiones, presentan una elevada resistencia y una capacidad de estiramiento mínima de entre el 5% y el 10%, además de asumir funciones de seguridad, en el que, mediante conformación que se produce en estado blando de pletinas, acero en fleje o tubos de aceros templables, se configura en primer lugar cada pieza estructural (1, 1, 1a, 1b) y después se lleva ésta, por medio de un inductor (12, 12a, 12b) que sigue el contorno de la pieza estructural, puede trasladarse con relación a la pieza estructural (1, 1, 1a, 1b) y agarra la pieza constructiva, al menos parcialmente a la temperatura de austenitización necesaria para el templado y, a continuación, se enfría con una unidad refrigeradora (15, 15a, 15b) reajustada…
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS CON SECCIONES DE DIFERENTE ESPESOR DE PARED.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2001). Solicitante/s: BENTELER AG. Clasificación: B21C37/15, B21C37/16.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE TUBOS CON TRAMOS DE ESPESOR DIFERENTE A BASE DE UN PRINCIPIO DE CHAPA PLANA, DONDE PRIMERO SE REALIZA UNA CONFORMACION EN FORMA DE RODILLOS DE LA CHAPA CON ESPESORES (S{SUB,2} S{SUB,5}) DE CHAPA CAMBIANTES POR ZONAS EN LA DIRECCION (WR) DE ENROLLADO. A TRAVES DE LA REDUCCION DE ESPESOR DE PARED PARCIAL OBTENIDA MUESTRA LA CHAPA ZONAS , QUE SE DETERMINAN DE FORMA RESPECTIVA PARA CARGAS Y PUNTAS DE TENSION, QUE SE SOMETEN A ELEMENTOS DE CONSTRUCCION ELABORADOS EN UN TUBO O A PARTIR DE UN TUBO A TRAVES DE UTILIZACION EN SITUACION PRACTICA. DESPUES DE LA REDUCCION DE ESPESOR DE PARED SE RECORTA LA CHAPA LAMINADA, PARA LA CONFORMACION DE UN TUBO Y PARA EL ENSAMBLE A LO LARGO DE LOS CANTOS DE UNION. DE FORMA ESPECIALMENTE VENTAJOSA EL PROCEDIMIENTO ES APROPIADO PARA LA ELABORACION DE TUBOS COMO PRODUCTO INTERMEDIO EN LA ELABORACION DE PARTES COMPONENTES EN LA ELABORACION DE AUTOMOVILES.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CON SEGMENTOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/2001). Solicitante/s: BENTELER AG. Clasificación: B21C37/08, B21C37/16, B21C37/18, B21D5/01.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION CON TRAMOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL. PARTIENDO DE ESTA DISPOSICION SE ASOCIA UNA MAQUINA CON UNA ZONA (11') BASICA RECTANGULAR, EN EL QUE SE DISPONE DE UN TRAMO DE CONFORMADO TRAPEZOIDAL Y UN TRAMO DE CONFORMADO RECTANGULAR. EN EL PASO SIGUIENTE SE ENROLLA LA PLETINA PARA LA FORMACION DE UN CUERPO CILINDRICO HUECO. CON ELLO RESULTA UNA CONFORMACION DE FORMA TUBULAR DE LA ZONA (11') BASICA Y UN CONFORMADO EN FORMA DE ESPIRAL DE LOS TRAMOS DE CONFORMACION. EN LA CONFORMACION FINAL SE ACTUA A TRAVES DE MEDIOS DE ACCION APROPIADOS SOBRE LOS TRAMOS DE CONFORMADO Y SE OBTIENE UNA GEOMETRIA DEFINITIVA DEL TUBO . EN LOS PROCESOS DE UNION QUE SIGUEN A CONTINUACION SE UNEN MEDIANTE TECNICA DE SOLDADURA LAS SECCIONES (17,17', 18,18', 19,19').
PROCEDIMIENTO PARA LA FABRICACION DE UN EJE DE BIELAS ACOPLADAS PARA AUTOMOVILES Y EJE DE BIELAS ACOPLADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1999). Solicitante/s: BENTELER AG. Clasificación: B60G21/05.
PARA LA ELABORACION DE UN EJE DE DIRECCION DE UNION PARA AUTOMOVILES CON MANILLAR DE DIRECCION LONGITUDINAL A BASE DE MANILLAR TRANSVERSAL DE ALUMINIO -FUNDICION A PRESION Y DE UN ACERO- SE ELABORA EL MANILLAR LONGITUDINAL MEDIANTE CONFORMADO A PARTIR AL MENOS DE UNA COLADA TIXOTROPICA Y MEDIANTE ENFRIAMIENTO DE LA COLADA SOBRE LOS EXTREMOS DE CONTRACCION DEL MANILLAR TRANSVERSAL EN UNA SOLA PIEZA. CONJUNTAMENTE CON UNA CONFIGURACION APROPIADAS DE LOS EXTREMOS SE DISPONE DE LA ZONA DE LA UNION CON UN ARRASTRE DE FORMA/FUERZA COMBINADO, DE TAL MODO QUE PUEDE SER REALIZABLE CON UNA ALTA CAPACIDAD SUSTENTADORA.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/05/1999). Solicitante/s: BENTELER AG. Clasificación: B21D43/05, B23P21/00, B21D51/00.
LA INVENCION SE REFIERE A UN PROCESO PARA LA ELABORACION DE CUERPOS HUECOS COMPUESTOS AL MENOS DE DOS PARTES INDIVIDUALES DEL TIPO DE CUBIERTA. LAS PARTES INDIVIDUALES SON ELABORADAS DE MANERA EMPAREJADA EN LA POSICION DE UNION SUBSECUENTE, SIENDO LLEVADAS CONJUNTAMENTE A LA POSICION DE UNION EN LA ESTACION DE MONTAJE Y LIGADAS CONJUNTAMENTE CON PREFERENCIA MEDIANTE REMACHADO DE PUNZON O MEDIANTE SOLDADURA DE DESCARGA DE CONDENSADOR. DEPENDIENDO DEL TAMAÑO DE LAS PARTES INDIVIDUALES, PUEDEN SER ELABORADAS Y JUNTADAS EN UN DISPOSITIVO DE UNION Y DE PERFILACION INDIVIDUAL. LAS PARTES INDIVIDUALES MAS GRANDES SON ELABORADAS EN UN DISPOSITIVO SEPARADO, SIENDO JUNTADAS ENTONCES EN UN DISPOSITIVO DE UNION.
PROCEDIMIENTO PARA LA ELABORACION DE ELEMENTOS DE CONSTRUCCION METALICOS CON ESPESOR DE PARED DIFERENTE.
(16/10/1998) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE ELEMENTOS DE CONSTRUCCION METALICOS CON ESPESORES (D{SUB,1} D{SUB,2}) DE PARED DIFERENTES MEDIANTE CONFORMACION DE UN PERFIL DE PARTIDA DE ESPESOR APROXIMADAMENTE REGULAR. LA ZONA A SER CONFORMADA DEL PERFIL DE PARTIDA SE CALIENTA DE MANERA PROGRESIVA POR MEDIO DE UNA FUENTE DE CALOR, DONDE EL PERFIL DE PARTIDA SE AJUSTA BAJO EL INFLUJO DE UNA FUERZA (F{SUB,1}) DE TRACCION QUE ACTUA DE FORMA TRANSVERSAL CON RESPECTO A LA ZONA CALENTADA. LA ALTURA DE LA FUERZA (F{SUB,1}) DE TRACCION APLICADA SE ENCUENTRA POR DEBAJO DEL LIMITE DE FUSION DE MATERIAL PRESENTE EN LA TEMPERATURA AMBIENTE. A TRAVES DEL CALENTAMIENTO FLUYE EN LA ZONA DE CALENTAMIENTO LA LIMITACION…
DISPOSITIVO PARA LA UNION DE COMPONENTES DISPUESTOS A UNA DISTANCIA UNO DE OTRO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/10/1998). Solicitante/s: BENTELER AG. Clasificación: F16B5/02.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA UNION DE COMPONENTES DISPUESTOS A UNA DISTANCIA UNO DE OTRO Y PROVISTOS CON ABERTURAS DE MONTAJES, POR MEDIO DE UN TORNILLO DE UNION. PARA ELLO UNA PIEZA DE GUIA SE COORDINA CON EL PRIMER COMPONENTE EN EL TORNILLO DE UNION CON FORMA DE UNA TUERCA CON SEGURIDAD DE GIRO. EN EL SEGUNDO COMPONENTE SE ELABORA EL REAPOYO PARA EL TORNILLO DE UNION DE TAL MODO, QUE EN EL ATORNILLADO SE RECORTA UNA ROSCA INTERIOR EN LA ABERTURA DE MONTAJE, DONDE LA SUPERFICIE DE CUBIERTA CILINDRICA DE LA ABERTURA DE MONTAJE SE PERFILA EN FORMA DE TORNILLO. EL MONTAJE SE ACABA CUANDO EL CABEZAL DE ATORNILLADO LLEGA EN SU POSICION SOBRE LA CHAPA SUPERIOR.
DISPOSITIVO PARA LA CONFORMACION HIDRAULICA DE COMPONENTES EN FORMA TUBULAR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1998). Solicitante/s: BENTELER AG. Clasificación: B21D26/02.
EL DISPOSITIVO ABARCA UNA UNIDAD DE HERRAMIENTA CON UNA HERRAMIENTA DE CONFORMADO A BASE DE UNA ESTAMPA Y UNA CONTRAESTAMPA . SE HA PREVISTO ADEMAS UNA CARCASA , EN DONDE SE DISPONE DE UNA PUA DE ESTANQUEIDAD Y UN TRANSFORMADOR DE PRESION. UN CURSOR DE CUÑA PUEDE APOYAR LA PUA DE ESTANQUEIDAD MEDIANTE DESCENSO DE LA PARTE SUPERIOR DE PRESIONADO, DE TAL MODO QUE LA PUA DE ESTANQUEIDAD DISPONE DE UNA APLICACION ESTANCA CON EL COMPONENTE DE FORMA TUBULAR EN LA HERRAMIENTA DE CONFORMADO. SE ACTIVA ADEMAS EL TRANSFORMADOR DE PRESION A TRAVES DEL DESCENSO DE LA PARTE SUPERIOR DE PRESIONADO Y SE GENERA LA PRESION DE CONFORMADO HIDRAULICA NECESARIA EN EL COMPONENTE . LA HERRAMIENTA DE CONFORMADO CERRADA ES APOYABLE MEDIANTE RESORTE DE FORMA RELATIVA CON RESPECTO A LA PARTE SUPERIOR DE PRESIONADO. EL CURSOR DE CUÑA SE APOYA EN UN REAPOYO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}