8 inventos, patentes y modelos de SERGEL, HORST
PROCEDIMIENTO PARA MEJORAR LA CONCETRICIDAD DE UN NEUMATICO Y NEUMATICO QUE FACILITA LA REALIZACION DE ESTE PROCEDIMIENTO.
Sección de la CIP Física
(16/04/2005). Ver ilustración. Solicitante/s: CONTINENTAL AKTIENGESELLSCHAFT. Clasificación: G01M1/38, G01M1/30.
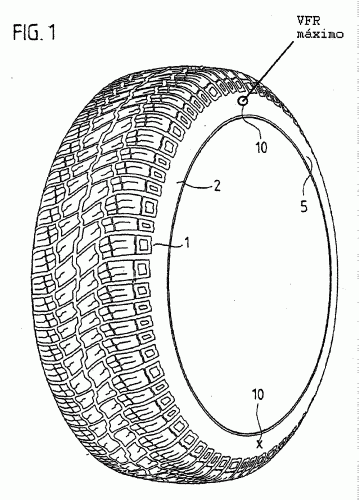
Procedimiento para mejorar la concentricidad de un neumático de un vehículo, siendo sometido el talón de éste, después de la vulcanización, a un tratamiento posterior que mejora la concentricidad, caracterizado porque durante el tratamiento posterior, el talón es deformado de forma plástica al menos por zonas.
PROCEDIMIENTO PARA LA FABRICACION DE UN NEUMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Solicitante/s: CONTINENTAL AKTIENGESELLSCHAFT. Clasificación: B29D30/72.
Procedimiento para la fabricación de un neumático, en especial para la fabricación de un neumático para vehículos, en el que el procedimiento comprende una formación paso a paso del neumático con una capa lo más hermética posible, al menos una capa de carcasa, perfiles de cuerno, núcleos del talón, paredes laterales así como con un paquete de cinturones que constan de un entramado de cinturones, dado el caso de una guarnición del cinturón de una o varias piezas y de una placa inferior protectora, en el que el caucho de la pared lateral se devana como tiras de caucho moldeadas por extrusión en forma de una espiral con varias curvas situadas al lado de o que se solapan al menos en parte respecto a las paredes laterales de la carcasa, caracterizado porque las tiras de caucho (18, 8a, 28, 28a) que forman las paredes laterales se devanan en la carcasa ya bombeada y todavía bombeada.
PROCEDIMIENTO PARA LA FABRICACION DE UN NEUMATICO DE VEHICULO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Ver ilustración. Solicitante/s: CONTINENTAL AKTIENGESELLSCHAFT. Clasificación: B29D30/60.
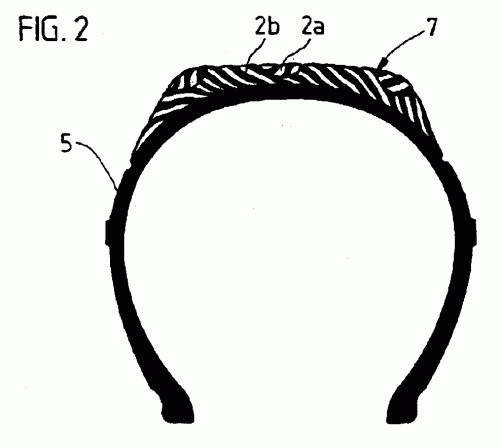
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA FABRICACION DE UN NEUMATICO DE VEHICULO DONDE PARA PRODUCIR Y APLICAR UNA BANDA DE RODADURA PREFERENTEMENTE NO VULCANIZADA SOBRE UN NEUMATICO PARCIAL QUE YA TENGA UNA CARCASA ABOMBADA Y RADIALMENTE EN EL EXTERIOR UN PAQUETE DE CINTURON, SE APLIQUEN POR LO MENOS DOS BANDAS DE MATERIAL (2A, 2B), CADA UNA DE UNA MEZCLA DE CAUCHO Y/O PLASTICO SOBRE EL NEUMATICO PARCIAL, DONDE POR LO MENOS UNA DE LAS BANDAS DE MATERIAL (2B) SE ENROLLA EN NUMEROSAS ESPIRAS ADOSADAS UNAS JUNTO A OTRAS Y QUE TRANSCURRAN EN LA DIRECCION PERIFERICA DEL NEUMATICO, CARACTERIZADA PORQUE EN EL CASO DE DOS BANDAS DE MATERIAL (2A, 2B) ESTAS SEAN DE MEZCLAS DIFERENTES Y SEGUN LAS CARACTERISTICAS DESEADAS PARA EL NEUMATICO SE DISPONGAN SIMULTANEAMENTE O SUCESIVAMENTE EN DIFERENTES ZONAS EN EL INTERIOR O EN LA ZONA RADIAL EXTERIOR DEL ESPACIO OCUPADO POR LA BANDA DE RODADURA TERMINADA.
PROCEDIMIENTO Y TAMBOR COMO DISPOSITIVO PARA LA FABRICACION DE UNA PIEZA DE NEUMATICO EN BRUTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/2001). Ver ilustración. Solicitante/s: CONTINENTAL AKTIENGESELLSCHAFT. Clasificación: B29D30/24, B29D30/20.
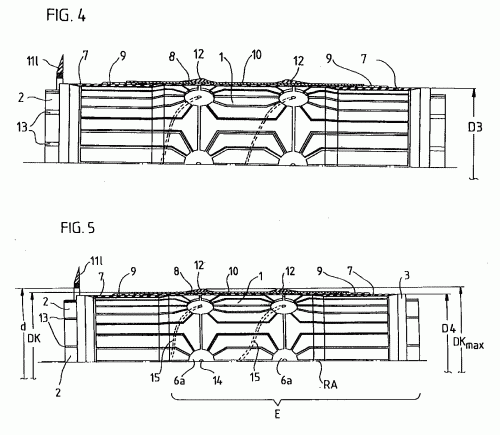
LA VENTAJA ESENCIAL DEL PROCEDIMIENTO DE ACUERDO CON LA INVENCION ES, QUE LA CARCASA SEMIFABRICADA DURANTE SU TRANSPORTE DESDE EL TROMEL DE ELABORACION HACIA EL DISPOSITIVO DE ABOMBADO Y EVENTUALMENTE A UN ALMACENAMIENTO INTERMEDIO NECESARIO TIENE LUGAR DE FORMA COMPLETAMENTE LIBRE DE TENSION PROPIA, QUE REDUCE LA COMPENSACION DE TENSION DE PRECISION A TRAVES DE MOVIMIENTOS DE FLUENCIA A UN MINIMO. ESTO SE CONSIGUE DE TAL MODO, QUE EL DIAMETRO (D5) SOBRE EL QUE SE APLICA LA CARCASA EN LA FIJACION EN LA CARA INTERIOR DEL NUCLEO DE REBORDE ES AL MENOS DE FORMA PREFERENTE ESENCIAL EXACTO - IGUAL AL DIAMETRO (D3), SOBRE EL QUE TIENE LUGAR EL MONTAJE. PARA PODER POSICIONAR AXIALMENTE EL NUCLEO DE REBORDE TEMPORALMENTE SE CONTRAE LA CARCASA A TRAVES DE MARCHA CONJUNTA DEL TROMEL DE MONTAJE Y UTILIZACION DE VACIO SOBRE UN DIAMETRO (D4) MAS PEQUEÑO. COMO RESULTADO LOS NEUMATICOS MUESTRAN VALORES DE DESARROLLO DE RODADURA RELEVANTES CON LAS CARCASAS FABRICADAS DE ESTA FORMA.
PROCEDIMIENTO PARA EL ACOPLAMIENTO DE EXTREMOS DE MATERIALES EN TIRAS DE MATERIAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2000). Solicitante/s: CONTINENTAL AKTIENGESELLSCHAFT. Clasificación: B29C65/00, B29C65/78, B29D30/58.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA ENSAMBLADO CONJUNTO DE EXTREMOS DE MATERIALES EN BANDAS DE MATERIAL A BASE DE GOMA O BIEN MATERIAL O MATERIALES SINTETICOS DEL TIPO DE GOMA CON ZONAS DE SECCION TRANSVERSAL DELGADAS, EN PARTICULAR BORDES DE MATERIAL DELGADO. PARA GENERAR UNA COMPOSICION CONJUNTA DE CONEXION CON CALIDAD REPRODUCIBLE, SE PROPONE QUE SEA POSIBLE AL MENOS LA DISPOSICION PRIMERO DE UN EXTREMO DE MATERIAL PROVISTA CON UN TRAMO DE SEPARACION DE FORMA CORTA ANTES DE LA DISPOSICION CONJUNTA DE CONEXION DE AMBOS EXTREMOS EN LAS ZONAS DE ESPESOR DE PARED DELGADA A FIN DE DISPONER PREVIAMENTE UNA MEDICION DEFINIDA.
PROCESO Y DISPOSITIVO PARA EL CORTADO DE UN MATERIAL DE CONFORMACION DE NEUMATICO SOBRE CINTA TRANSPORTADORA.
(01/03/1997) LA INVENCION SE REFIERE A UN PROCESO Y UN DISPOSITIVO PARA EL CORTADO DE MATERIAL QUE CONFORMA UN NEUMATICO DISPUESTO SOBRE CINTA TRANSPORTADORA. PARA CONSEGUIR UNA LONGITUD DE ELABORACION DEFINIDA SIN PROCESO DE CORTADO, SE PROPONE, QUE EL MATERIAL SOBRE CINTA SE CONDUZCA HASTA UN TAMBOR DE ARROLLAMIENTO POR MEDIO DE UN DISPOSITIVO DE ALIMENTACION Y ALLI SEA ENROLLADO BAJO LA PRESION DEFINIDA DE UN RODILLO DE ALIMENTACION, HASTA QUE SE CONSIGUE UNA LONGITUD PERIMETRICA DE ARROLLAMIENTO, QUE A CONTINUACION EL TAMBOR DE ARROLLAMIENTO LLEVA HASTA LA SITUACION DE PARADA Y SE FIJA EL MATERIAL CIRCULANTE EN LA ZONA DEL DISPOSITIVO DE ALIMENTACION DE FORMA INMEDIATA SEGUN UNA VIGA DE CORTE ALLI LOCALIZADA, ESPECIALMENTE POR MEDIO DE VACIO, QUE MUEVE EL RODILLO DE ALIMENTACION O UN RODILLO SEPARADO…
PROCESO PARA LA DETERMINACION DE LONGITUDES DE SOLAPADO EN TIRAS DE MATERIAL ENROLLADO.
Sección de la CIP Física
(01/03/1995). Solicitante/s: CONTINENTAL AKTIENGESELLSCHAFT. Clasificación: G01B7/04, G01B21/06.
LA INVENCION SE REFIERE A UN PROCESO PARA LA MEDICION DE UNA LONGITUD, EN PARTICULAR PARA LA DETERMINACION DE UNA LONGITUD DE SOLAPADO EN UNA TIRA DE MATERIAL ENRROLLADO. PARA PODER REGISTRAR AUTOMATICAMENTE LA LONGITUD DE SOLAPADO, SE PROPONE QUE EL EXTREMO ANTERIOR DE LA TIRA DE MATERIAL SOBRE EL TAMBOR, SE REGISTRE POR MEDIO DE UN DETECTOR Y AL MISMO TIEMPO SE MIDA LA CORRESPONDIENTE POSICION ANGULAR DEL TAMBOR, CARACTERIZADO PORQUE DESPUES DEL ENRROLLADO DE LA TIRA DE MATERIAL SE INDICA SU EXTREMO POSTERIOR POR EL DETECTOR Y SIMULTANEAMENTE SE MIDE LA POSICION ANGULAR DEL TAMBOR CORRESPONDIENTE AL EXTREMO POSTERIOR Y PORQUE FINALMENTE EN UNA UNIDAD DE VALORACION SE DETERMINA LA LONGITUD DE LA TIRA A PARTIR DEL VALOR DE LA DIFERENCIA DE LAS POSICIONES ANGULARES DEL TAMBOR.
PROCEDIMIENTO Y DISPOSITIVO PARA ENCARAMIENTO (ATRAQUE) DE ANILLOS NUCLEARES DE REBORDE SOBRE UNA BANDA DE RODADURA DE NEUMATICOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1993). Solicitante/s: CONTINENTAL AKTIENGESELLSCHAFT. Clasificación: B29D30/32.
EL INVENTO SE TRATA DE UN PROCEDIMIENTO Y DE UN DISPOSITIVO PARA LA COLOCACION AUTOMATICA EXACTA DEL ANILLO NUCLEAR DE REBORDE EN UNA BANDA DE RODADURA DE NEUMATICOS. DONDE SE APLICAN LOS ANILLOS NUCLEARES DE REBORDE Y LUEGO AL MISMO TIEMPO SE ABOCINAN ESTOS ANILLOS SOPORTE CONCENTRICAMENTE Y SE DESPLZAN LOS ANILLOS NUCLEARES DE REBORDE SOBRE ESTOS AXIALMENTE Y SE ENDURECEN VERTICALMENTE PARA EL EJE DEL TAMBOR DE LA BOBINA, ASI SE LOGRA SU COLOCACION CONCENTRICA PARA LA BANDA DE RODADURA DE NEUMATICOS REPRODUCIBLEMENTE, EXACTAMENTE.
{kind=link}
{kind=link}
{kind=link}