Método y aparato para determinar variables eléctricas de un circuito de soldadura.
(16/04/2012) Método para determinar las variables eléctricas (R3, L3) de un circuito de soldadura que se conecta a un dispositivo de suministro de energía eléctrica que está destinado a proporcionar una corriente de soldadura (IS) o una corriente piloto menor (Ip,), teniendo el dispositivo de suministro de energía un circuito de entrada para proporcionar la corriente piloto (Ig), cuyo circuito de entrada está puenteado con el fin de proporcionar la corriente de soldadura (IS), que tiene las etapas siguientes:
a) determinar una resistencia eléctrica (R3) del circuito de soldadura cuando el circuito de entrada no esta puenteado, y
b) determinar una inductancia (L3) del circuito de soldadura cuando el circuito de entrada está puenteado.
CABEZAL, SISTEMA Y PROCEDIMIENTO PARA ALIMENTAR Y ENSAMBLAR ELEMENTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2007). Ver ilustración. Solicitante/s: NEWFREY LLC. Clasificación: B25J17/02, B23P19/00, B23K9/20.
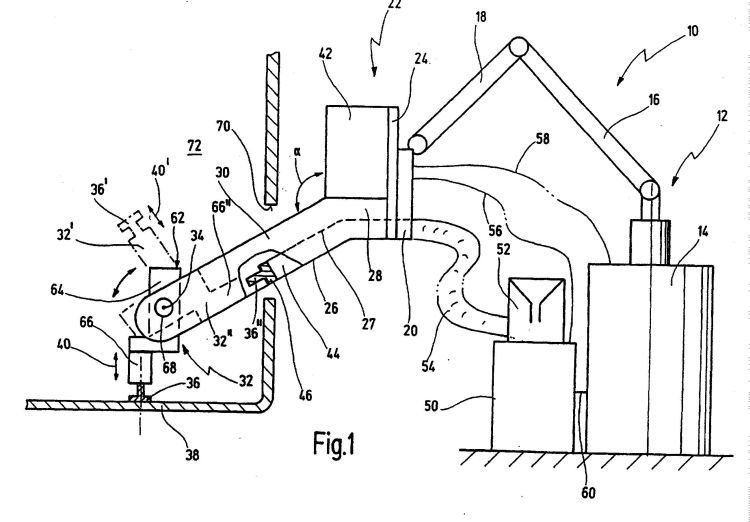
Cabezal de sistema de ensamblaje para la fijación en un soporte móvil , especialmente en un robot , dotado de - un dispositivo de sujeción para un elemento que se debe ensamblar en un componente constructivo y - de un dispositivo motriz de ensamblaje para mover el dispositivo de sujeción para ensamblar a lo largo del sentido de ensamblaje , caracterizado por que el dispositivo de sujeción está alojado de forma rotatoria en el cabezal de sistema de ensamblaje (22: 170) en torno a un eje de rotación que discurre transversalmente al sentido de ensamblaje.
PROCEDIMIENTO DE SOLDADURA POR ARCO DE CORTA DURACION Y SISTEMA DE SOLDADURA POR ARCO DE CORTA DURACION.
(16/04/2007) Procedimiento de soldadura por arco de corta duración para soldar elementos tal como, por ejemplo, pernos metálicos sobre componentes como, por ejemplo, chapas metálicas , en el que, en el marco de un proceso de soldadura, se levanta primero un elemento con respecto al componente , se forma un arco voltaico entre dicho elemento y dicho componente , y se vuelve a bajar el elemento , detectándose la altura de elevación (H) del elemento con respecto al componente , por lo menos, en un período de tiempo entre la elevación y la bajada del elemento , caracterizado porque la altura de elevación (H) del elemento con respecto al componente es detectada durante…
PROCESO DE SOLDADURA POR SEPARACION INICIAL Y CEBADO QUE COMPRENDE UNA ETAPA DE LIMPIEZA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2006). Ver ilustración. Solicitante/s: EMHART INC.. Clasificación: B23K9/20.
Proceso de soldadura por separación inicial, entre el prisionero y la superficie, e impacto, en el que en un primer paso se aplica una primera tensión y se genera una corriente que fluye entre una superficie de un componente y un elemento , en particular un prisionero, e cual se va a soldar a la superficie y un arco es cebado por la separación del componente de la superficie y en el que en un segundo paso de se invierte la polaridad de la corriente y de la tensión y el elemento es soldado entonces en la superficie , caracterizado porque en el primer paso la superficie del componente se limpia mediante una corriente de limpieza utilizando el arco como un agente de limpieza, en el que la primera tensión se establece, en términos de su magnitud, mayor que la segunda tensión subsiguiente de polaridad inversa.
PROCEDIMIENTO PARA LA SOLDADURA POR ARCO DE CORTA DURACION Y SISTEMA DE SOLDADURA POR ARCO DE CORTA DURACION PARA LA DETECCION DE PERTURBACIONES DE ALTA FRECUENCIA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2006). Ver ilustración. Solicitante/s: NEWFREY LLC. Clasificación: B23K9/095, B23K11/00, B23K9/20.
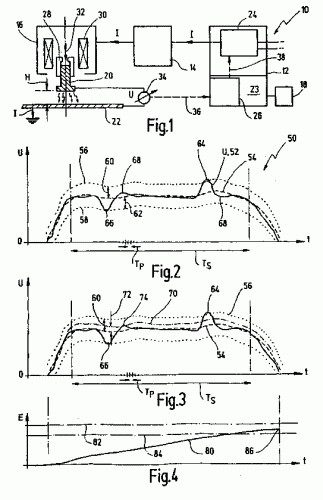
Procedimiento para la soldadura por arco voltaico de corta duración, especialmente para la soldadura de pernos, con la etapa de explorar un parámetro de soldadura, especialmente la tensión del arco voltaico (U) durante, como mínimo, un segmento temporal (TS) del proceso de soldadura, para detectar perturbaciones , caracterizado porque la curva de medición determinada por el proceso de exploración es aplanada y, a continuación, es generada como mínimo una curva de tolerancia que presenta una distancia previamente ajustable a la curva de medición aplanada , y porque, a continuación, la curva de medición no aplanada es comparada con la curva de tolerancia , para detectar perturbaciones de alta frecuencia.
CIRCUITO DE CONTROL PARA COMPONENTES DE SOLDADURA ARC.
(01/03/1993) CIRCUITO DE CONTROL PARA COMPONENTES DE SOLDADURA ARC PARA HERRAMIENTAS EN LAS CUALES UN COMPONENTE SE SITUA SOBRE LA HERRAMIENTA POR UNA PISTOLA DE SOLDAR Y DESPUES UN GOLPE DE SOLDADURA SE ALZA DESDE LA HERRAMIENTA POR IGNICION DE UNA PRE-CORRIENTE ARC Y VUELVE A LA HERRAMIENTA EN UN GOLPE DIRIGIDO DURANTE LA FUSION DE UN ARC DE SOLDADURA INTERCONECTADO, EN EL CUAL UN CONTROL DE SECUENCIAMIENTO DETERMINA LOS MOMENTOS DE DISPARO DEL GOLPE DE RETORNO Y DIRIGIDO ASI COMO EL ARC DE SOLDADURA; UN VOLTAJE DE MONITORIZACION (V) CARACTERIZADO POR LA CONVERSION DE ESTE EN VOLTAJE DE CORRECCION (LINEA 27) POR MEDIO DE UN COMPARADOR Y SUPERPUESTO…
{kind=link}
{kind=link}
{kind=link}