SISTEMA AUTOMÁTICO DE CONTROL DE CALIDAD Y CORRECCIÓN DE POSICIÓN EN PIEZAS ENCINTADAS.
(12/02/2013) Sistema automático de control de calidad y corrección de posición en piezas encintadas.
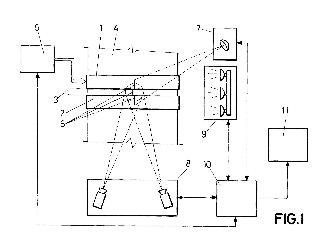
Un objeto a encintar en fibra de carbono tiene una primera tira de encintado , a cuyo lado se dispone una segunda tira de encintado , con una separación entre tiras , teniendo una máquina encintadora automática .
Un bloque generador de marca lumínica produce una marca de luz sobre la zona de separación ; un bloque de captación de imagen recoge la marca de luz , analizándola en un bloque de procesado y control .
Si la medida de separación (ML, MR) entre tiras está dentro de un margen de tolerancia (T) aceptado, el encintado continúa sin modificaciones. Si el valor de la medida (ML, MR) es mayor ó menor que la tolerancia (T) permitida, se envían señales (SR, SL) al control para corregir la posición hacia la derecha o la izquierda, hasta…
SISTEMA AUTOMÁTICO DE CONTROL DE CALIDAD EN PIEZAS ENCINTADAS.
Sección de la CIP Física
(26/12/2012). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: G01B11/14, G05B11/06.
Sistema automático de control de calidad en piezas encintadas.
Cuenta con un bloque generador de marca lumínica que produce una marca de luz que se aplica sobre dos tiras parejas de un objeto encintado . La marca , en virtud del espesor de las tiras y su separación tiene forma de pulso rectangular y se recoge mediante un bloque de captación de imagen conectado a un bloque de procesado y control que analiza la marca determinando si la separación se encuentra en un margen permitido preestablecido. Un bloque de alarma genera una señal de aviso cuando dicho margen se incumple.
METODO DE INSERRCION DE CHIP PARA IDENTIFICACION DE PIEZAS LAMINADAS.
(17/09/2012) Método de inserción de chip para identificación de piezas laminadas.
Se aplica en piezas laminadas que se obtienen mediante encintado depositando diferentes tiras formando capas que posteriormente se compactan y se curan.
El método prevé obtener un primer encintado de un espesor mínimo adecuado en el que se realiza un cajeado , sobre el que se introduce el chip , que contiene información de la pieza , poniendo posteriormente al menos una tira encima del chip y se realiza una primera compactación para que el chip enrase con la capa superior del primer encintado y al mismo tiempo se saca el aire del cajeado . Seguidamente se realiza un segundo…
SISTEMA DE POSICIONAMIENTO, MANIPULACIÓN Y DESMONTAJE DE ÚTILES PARA LA FABRICACIÓN DE PIEZAS AERONÁUTICAS.
(04/07/2012) Sistema de posicionamiento, manipulación y desmontaje de útiles para la fabricación de piezas aeronáuticas.
Tiene especial aplicación en la fabricación de los revestimientos de las alas de avión donde quedan situados larguerillos de fibra de carbono que se unen durante la polimerización en autoclave.
Los segmentos de útil utilizados están definidos por angulares que copian la geometría del larguerillo y el ala horizontal correspondiente de la sección en "T" del mismo. Los angulares incluyen superiormente una pareja de almenas para asido por parte de las pinzas de un cabezal vinculado a un robot tipo esférico de brazo articulado con seis ejes.
Los angulares son de material INVAR-36 e incluyen…
DISPOSITIVO DE LIMPIEZA PARA UNA MÁQUINA DE POSICIONADO DE MECHAS DE FIBRAS DE CARBONO PREIMPREGNADAS.
(10/02/2012) Dispositivo de limpieza para ser usado en una máquina de posicionado de mechas de fibra de carbono preimpregnado que incluye al menos un rodillo de guiado de una banda de mechas hasta un cabezal de aplicación , que comprende dos elementos filtrantes dispuestos de manera que circule entre ellos labanda de mechas que están soportados por dos placas unidas con medios regulables de apriete de dichos elementosfiltrantes y medios de sujeción/separación a/de dicha máquina. La invención también se refiere a una máquina de posicionado de mechas de fibra de carbono preimpregnado con al menos un dispositivo de…
PROCEDIMIENTO PARA LA PREPARACION Y LIMPIEZA DE UTILES DE FABRICACIONDE PIEZAS DE MATERIAL COMPUESTO, Y DISPOSITIVO CORRESPONDIENTE.
(31/01/2011) Procedimiento para la preparación y limpieza de útiles de fabricación de piezas de material compuesto, y dispositivo correspondiente.Incluye una primera fase de soplado y aspiración; una segunda fase de limpieza por láser y de aspiración donde el útil sobre un posicionador queda bajo un cabezal láser ; una tercera fase de aplicación por pulverización de un desmoldeante; y una cuarta fase de secado del referido desmoldeante mediante el aludido cabezal
PLATAFORMA MOVIL DE TRANSPORTE PARA LA MANIPULACION DE PIEZAS AERONAUTICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2009). Ver ilustración. Solicitante/s: AIRBUS ESPAA S.L.. Clasificación: B29C70/08.
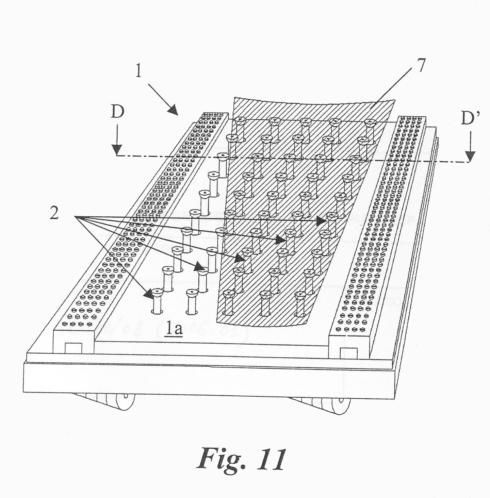
Plataforma móvil de transporte para la manipulación de piezas aeronáuticas con un bastidor con una pluralidad de actuadores telescópicos verticalmente dispuestos en filas y columnas,#cada actuador telescópico está acoplado por un extremo al bastidor , y tiene en su extremo opuesto una cabeza (2c) acoplada;#un sistema de control (9, 9a, 10, 11, 11a, 13) conectado a cada actuador telescópico para controlar individualmente el accionamiento de cada actuador telescópico para que el actuador telescópico adopte una posición entre una posición de extensión máxima en la que la cabeza (2c) y al menos parte del vástago (2b) del actuador telescópico sobresalen del plano de la superficie de carga (1a), y una posición de retracción máxima en la que al menos el vástago (2b) del actuador telescópico no sobresale del plano de la superficie de carga (1a).
SISTEMA DE DESMOLDEO AUTOMATICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2009). Ver ilustración. Solicitante/s: AIRBUS ESPAA S.L.. Clasificación: B29C37/00B2, B25J15/06V, B29C37/00, B25J15/06, B25J9/04.
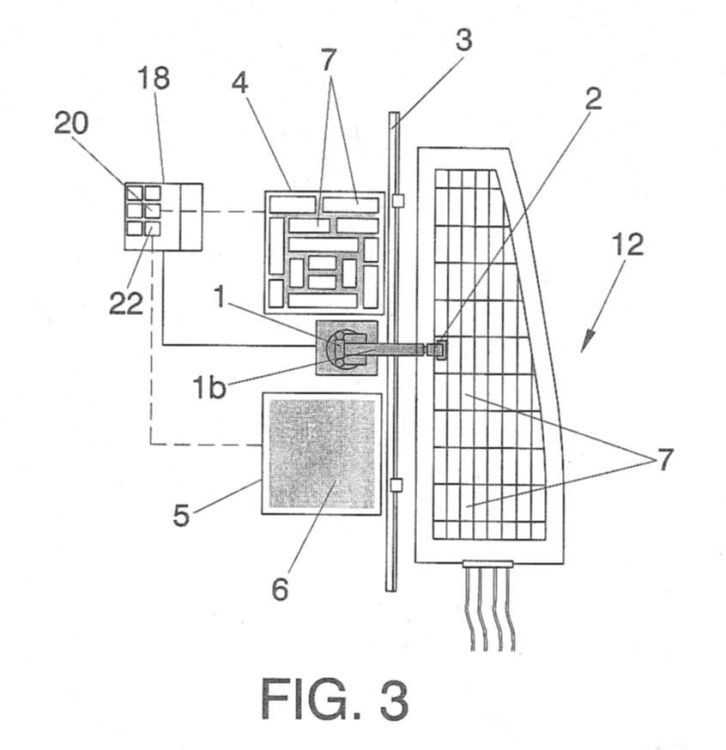
Un sistema de desmoldeo automático de módulos de moldeo situados en un útil de curado , que comprende:#un robot programable que comprende un brazo articulado (1a) con un extremo libre, medios de accionamiento para conferir un movimiento giratorio horizontal y un movimiento basculante vertical al brazo articulado (1a), y un cabezal situado en el extremo libre del brazo articulado (1a) con al menos una ventosa de vacío susceptible de adherirse a una superficie de un objeto;#un sistema de vacío para generar un vacío;#medios referenciadores para referenciar la posición vertical y horizontal de cada objeto ; y#medios controladores programables que gobiernan dichos medios de accionamiento a fin de que el brazo articulado (1a) posicione la ventosa en dicha superficie del objeto en una posición inicial y lo transporte a una posición final.
{kind=link}
{kind=link}
{kind=link}