7 inventos, patentes y modelos de RIPOLLES ROMEU,JUAN LUIS
(14/05/2010) Fotobiorreactor, del tipo que comprende: un circuito de canalizaciones por las que circula un medio fluido con al menos un tipo de organismo vivo fotosintético, exponiendo dicho circuito al medio fluido a una fuente lumínica; un sistema de aportación de CO{sub,2}; una zona de extracción de oxígeno del medio fluido; un sistema de aportación de nutrientes (sales minerales), caracterizado porque el circuito comprende: un primer y un segundo canales receptores a los cuales el medio fluido presenta una superficie libre, estando las superficies de dicho primer y segundo canales receptores situadas a la misma altura, un conjunto de tubos transparentes que conectan al primer y segundo canales receptores entre sí, y al menos, un impulsor de líquido dispuesto de tal manera que impulse el líquido del primer…
PROCEDIMIENTO PARA LA FABRICACION DE PANELES DE MATERIALES PLASTICOS, ESTRATIFICADOS, CON CARGAS ORGANICAS O INORGANICAS, POR COEXTRUSION Y PANELES FABRICADOS MEDIANTE EL MISMO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2007). Solicitante/s: NATURE PACK, S.A. Clasificación: B29C47/06, B29B17/00.
Procedimiento para la fabricación de paneles de materiales plásticos, estratificados, con cargas orgánicas o inorgánicas, por coextrusión y paneles fabricados mediante el mismo. El procedimiento comprende la coextrusión de un mínimo de una capa intermedia y otras dos exteriores de modo que la capa intermedia que se coextrusiona con las capas exteriores, comprende un porcentaje variable, que llega hasta 95% en peso, de poliolefinas recicladas, y/o de recuperación, con inclusión de un lubrificante de extrusión tanto para la extrusión de las capas internas como de la capa intermedia.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE PANELES DE MATERIALES PLASTICOS, TERMOCONFORMADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2006). Ver ilustración. Solicitante/s: NATURE PACK, S.A. Clasificación: B29C51/08, B29C51/18.
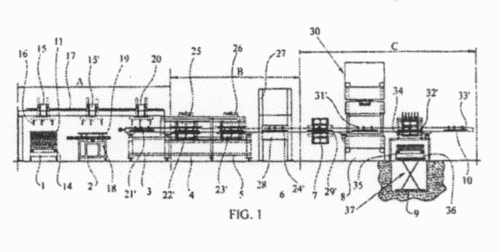
Procedimiento e instalación para la fabricación de paneles de materiales plástico, termoconformados. El procedimiento comprende una primera fase de alimentación de piezas laminares previamente extrusionadas y cortadas en un desarrollo plano, estando realizadas dichas piezas laminares en un material plástico, después de lo cual, pasan a una operación de calentamiento que comprende precalentamiento y calentamiento final, pasando a continuación a una operación de termoconformado en el que se consigue el estiramiento, adelgazamiento y corte perimetral local de la lámina de partida, pasando a continuación a una fase de troquelado de eventuales aberturas o taladros, después de lo cual se procede en otra fase al predoblado en caso de que las piezas lo requieran y al apilado de las cajas.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2003). Ver ilustración. Solicitante/s: RIPOLLES ROMEU,JUAN LUIS SANNICOLAS MARTINEZ,MIGUEL. Clasificación: B65D6/18, B65D5/20.
Caja de embalaje. La caja se caracteriza porque las pestañas que coinciden en las aristas comunes de las paredes laterales presentan un dispositivo de entrantes y salientes opuestos entre sí en cada par de aletas opuestas, susceptibles de encajar unos en otros para la retención de cada par de paredes laterales que determinan dos caras adyacentes de la caja y porque las cantoneras adoptan estructura diédrica con alas posteriores prolongadas de las aristas de las caras del diedro, dirigidas hacia adentro, determinando una ranura para la introducción de las pestañas coincidentes de cada arista.
BANDEJA PERFECCIONADA PARA SERVICIO DE PRODUCTOS ALIMENTICIOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2002). Ver ilustración. Solicitante/s: NATURE PACK, S.A. Clasificación: B65D1/34.
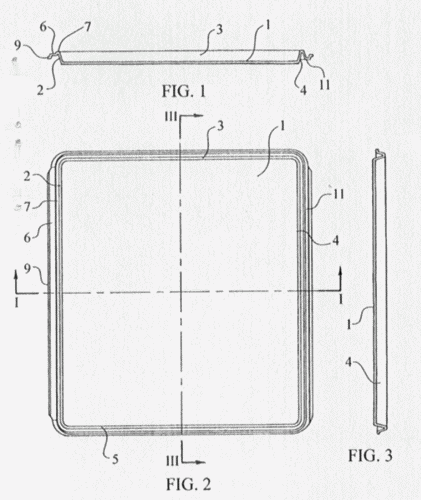
1. Bandeja perfeccionada para servicio de productos alimenticios, del tipo que comprende una base plana y paredes laterales, adoptando una estructura preferentemente poligonal, caracterizada porque, como mínimo, dos lados opuestos presentan rebordes acoplables entre sí permitiendo el acoplamiento de un borde de una bandeja con el borde de otra bandeja adyacente, para permitir su desplazamiento conjunto. 2. Bandeja perfeccionada para servicio de productos alimenticios, según la reivindicación 1, caracterizada porque el reborde de uno de los lados de la bandeja presenta una aleta saliente con perfil escalonado, mientras que el borde opuesto presenta un reborde con forma entrante conjugada del reborde saliente, permitiendo efectuar la conexión de las bandejas sucesivamente por interposición de sus rebordes laterales opuestos.
CAJA PLEGABLE Y APILABLE.
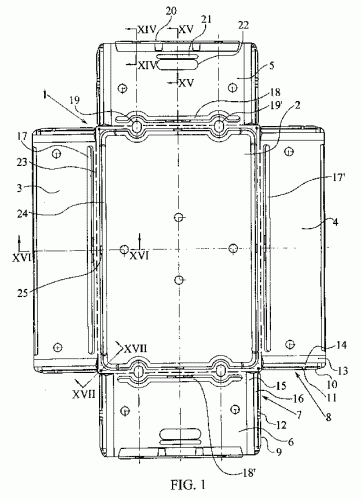
(16/03/2002) 1. Caja plegable y apilable, del tipo que presenta una pieza laminar de partida fabricada por termoconformación, en la que queda determinada la base central rectangular unida a expansiones laterales de los lados mayores y menores que determinan las paredes laterales de la caja después de la basculación de las mismas hacia la parte superior, con la disposición de cantoneras en las esquinas para la sujeción de los pares de paredes enfrentadas, caracterizada porque en dos laterales opuestos de la caja se constituyen zonas salientes hacia el exterior de la caja en los bordes próximos a la articulación de las respectivas paredes laterales, susceptibles de coincidir en alojamientos realizados en el borde superior de las paredes correspondientes, para permitir el apilamiento de una caja sobre otra. 2. Caja plegable…
(16/11/1999) 1. CAJA PLEGABLE, DEL TIPO QUE COMPRENDE UNA PLACA LAMINAR PLANA DE MATERIAL SINTETICO TERMOCONFORMADO, EN LA QUE LAS PAREDES LATERALES SE ARTICULAN CON LA PARED DE FONDO A LO LARGO DE LINEAS DE VENCIMIENTO, PRESENTANDO DICHAS PAREDES LATERALES SENDAS ALAS EXTREMAS QUE COINCIDEN EN LAS RESPECTIVAS ARISTAS VERTICALES DE LA CAJA, QUEDANDO RETENIDAS EN PIEZAS CANTONERAS, CARACTERIZADA PORQUE LA PIEZA LAMINAR TERMOCONFORMADA CONSTITUTIVA DEL DESARROLLO DE LA CAJA PRESENTA EN LAS ZONAS DE LOS VERTICES DE LA BASE SENDAS PIEZAS DE ESQUINA SEPARADAS POR CORTES DE LAS ALAS EXTREMAS DE LA PAREDES LATERALES, PRESENTANDO DICHAS PIEZAS DE ESQUINA SENDOS CENTRAJES DE APILAMIENTO, Y QUEDANDO RETENIDAS…
{kind=link}
{kind=link}
{kind=link}