Procedimiento y dispositivo de aplicación de lubricante para regular la planeidad y/o la rugosidad de una banda metálica.
(13/05/2013) Procedimiento para regular la planeidad de una banda metálica en la salida de una caja de laminación en frío a través de la dosificación adecuada de la cantidad de al menos un lubricante , la cual es aplicada en la entrada de la caja de laminación en frío sobre la banda metálica, en forma de una distribución de la cantidad sobre el ancho de la banda metálica por unidad de tiempo, caracterizado porque la dosificación es efectuada conforme a una diferencia de regulación determinada (e-RHV) entre una distribución de la rugosidad actual y una distribución de la rugosidad deseada sobre el ancho de la banda metálica en la salida de la caja de laminación en frío .
Dispositivo de laminación y procedimiento para su funcionamiento.
(23/01/2013) Dispositivo de laminación con al menos dios rodillos de trabajo y con un intersticio de laminación entre los rodillos de trabajo para el paso y laminación de un producto a laminar , como por ejemplo unabanda con preferencia de metal y, dado el caso, con una disposición de rodillos de apoyo , caracterizadoporque, además, está previsto al menos un dispositivo de medición para la medición de un atasco del materialde laminación del producto a laminar delante del intersticio de laminación , en el que, además, está prevista unaunidad de control o unidad de regulación , que en virtud de la señales del dispositivo de medición activaservo-elementos para el ajuste de la planeidad del producto a laminar.
Dispositivo de refrigeración para refrigerar una cinta metálica.
(15/08/2012) Un dispositivo de refrigeración para refrigerar una cinta metálica tras una transformación en una cajade laminación en frío , en cuyo caso el dispositivo de refrigeración comprende: al menos, una boquilla para rociar un refrigerante sobre la cinta metálica ; caracterizado porque se proporciona una placa dispuesta en una posición de funcionamiento, paralela a la superficie de la cinta metálica ; y porque en laposición de funcionamiento, la boquilla está dispuesta para el rociado del refrigerante en un ángulo agudo derociado α, donde 10° ≤ α ≤ 20°, en un espacio hueco (H) entre la superficie d e la cinta metálica y la placaopuesta con una dirección de rociado (R) opuesta a la dirección de avance (L) de la cinta metálica .
Procedimiento para laminar una banda de metal.
(30/04/2012) Procedimiento para el uso de una caja de laminación para la laminación de una banda de metal, comprendiendo la caja de laminación:
al menos dos cilindros (110-i, con i=1, 2 ... I) secundarios dispuestos uno al lado de otro a la misma altura de manera transversal a la dirección de transporte de la banda de metal; y un dispositivo de soporte, que está dispuesto enfrentado a los al menos dos cilindros secundarios y que junto con éstos forma una abertura total entre cilindros con una sección transversal de abertura total entre cilindros;
caracterizado porque los al menos dos cilindros (110-i, con i=1, 2 ... I) secundarios adyacentes están configurados en cada caso…
PROCEDIMIENTO Y DISPOSITIVO PARA LA LIMPIEZA O BIEN PARA EL DESCASCARILLADO DE DESBASTES DELGADOS Y DE BANDAS EN TRENES DE LAMINACIÓN DE BANDAS EN CALIENTE INSTALACIONES PARA EL TRATAMIENTO DE BANDAS O SIMILARES.
(27/05/2011) Procedimiento para llevar a cabo el descascarillado de desbastes delgados en un tren de laminación de banda en caliente o de bandas en una instalación de tratamiento de bandas, por medio de la pulverización superficial de un gas licuado sobre una superficie, que debe ser liberada de la cascarilla, de los desbastes delgados o de las bandas, caracterizado porque el gas licuado, ultracongelado está constituido por una combinación de criógenos con un medio portador, tal como aire a presión; y porque el criógeno volatilizado es aspirado, en caso dado junto con el medio portador y con las partículas de cascarilla, es aspirado desde…
CAJA DE LAMINACION Y METODO PARA LAMINAR UNA BANDA LAMINADA.
(29/09/2010) Caja de laminación para la laminación de una banda laminada, en particular de una banda metálica, la que comprende:
al menos un castillete de laminación sobre el lado de accionamiento y al menos un castillete de laminación sobre el lado de servicio de la caja de laminación; y dispositivos de flexión que se encuentran unidos de manera fija, respectivamente, a los castilletes de laminación, para el desplazamiento y la flexión de un cilindro de trabajo superior y/o inferior de la caja de laminación con respecto a los castilletes de laminación; y un dispositivo de control para controlar los dispositivos de flexión ;
en donde al menos un elemento de medición de la fuerza…
PROCEDIMIENTO PARA LA LUBRIFICACION Y LA REFRIGERACION DE LOS CILINDROS Y DE LA BANDA METALICA DURANTE LA LAMINACION, ESPECIALMENTE DURANTE LA LAMINACION EN FRIO DE BANDAS METALICAS.
(01/06/2010) Procedimiento para la lubrificación y la refrigeración de los cilindros y de la banda metálica en la laminación en una caja de laminación , aplicándose por aspersión, al menos en el lado de entrada (7a) de la caja de laminación , un agente lubrificante y aplicándose por aspersión en el lado de salida (8a) de la caja de laminación un agente refrigerante y estando constituidos el agente lubrificante y el agente refrigerante por productos líquidos con actividad lubrificante, limpiadores e inertizantes o por una combinación de los mismos y son aportados sobre el lado inferior de la banda metálica (2a) y/o sobre el lado superior de la banda metálica (2b) y/o sobre…
FIBRAS DE VIDRIO TERMICAMENTE ESTABLES.
(16/04/2010) Fibras de vidrio térmicamente estables caracterizadas porque éstas contienen al menos
en las que la suma de todos los constituyentes de la fibra de vidrio da el 100% en masa
PROCEDIMIENTO Y DISPOSITIVO PARA LA DISTRIBUCION REGULADA DE ESFUERZO DE TRACCION, ESPECIALMENTE, EN LAS AREAS DE LOS BORDES DE CINTAS METALICAS LAMINADAS EN FRIO.
(08/09/2009) Procedimiento para la aplicación de una distribución regulada de esfuerzo de tracción, especialmente, en las áreas de los bordes, durante el laminado en frío de cintas metálicas, a los fines de reducir el peligro de la generación de una tensión demasiado elevada y de fisuras en los bordes de las cintas, con la consecuencia desventajosa de fisuras en las cintas, que reducen la producción, así como para la mejora de la superficie de la cinta y de su planeidad, incluso en el caso de una velocidad de avance de cinta relativamente elevada y para la reducción de anchos de reborde de cinta, asimismo, el procedimiento comprende los siguientes pasos: #a) separación de lubricación…
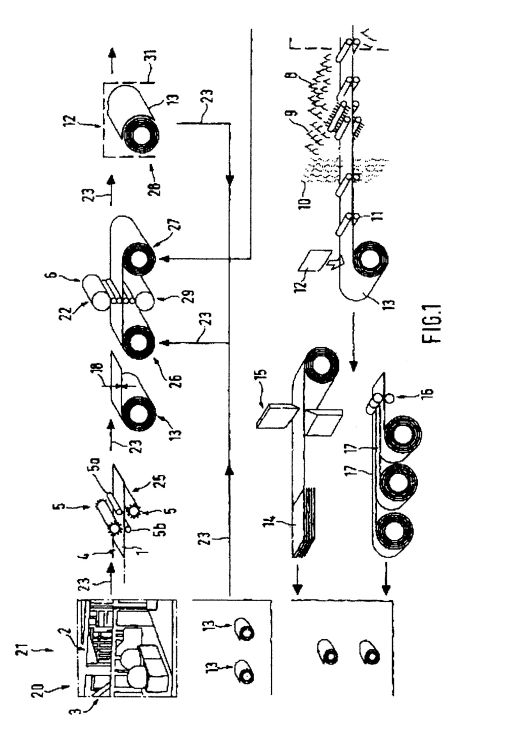
PROCEDIMIENTO Y LINEA DE PRODUCCION PARA LA OBTENCION DE BANDAS METALICAS A PARTIR DE COBRE O ALEACIONES DE COBRE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2009). Ver ilustración. Solicitante/s: SMS SIEMAG AG. Clasificación: B21B3/00.
Procedimiento para la obtención de bandas metálicas a partir de cobre o aleaciones de cobre mediante colada y laminado, caracterizado porque la fusión se cuela en un proceso de colada de banda vertical y/u horizontal para dar la banda de cobre , la banda de cobre se limpia mediante fresado en el lado superior e inferior (5a, 5b), se somete a un proceso de laminado en frío , y se prepara para envío, o tras calcinado , decapado , lavado y secado , y en caso dado un paso de laminado de acabado , se somete a una inspección , y después se prepara para envío.
TREN DE LAMINACION PARA LA LAMINACION DE BANDA METALICA.
(01/02/2009) Tren de laminación para la laminación de banda metálica , especialmente de banda de acero, que presenta al menos un bastidor de laminación , una instalación de devanadera antepuesta y una instalación de devanadera dispuesta a continuación, en el que entre la instalación de devanadera antepuesta y el bastidor de laminación y/o entre el bastidor de laminación y la instalación de devanadera dispuesta a continuación está dispuesta una instalación de rodillos en S , que presenta dos rodillos que conducen la banda en forma de S, en el que un primer rodillo de la unidad de rodillos en S está dispuesto fijo estacionario…
INSTALACION DE LAMINACION Y PROCEDIMIENTO PARA LA PRODUCCION DE UNA BANDA METALICA.
(16/08/2008) Instalación de laminación para la producción de una banda metálica para la realización del procedimiento según la reivindicación 9, que comprende - un armazón reversible , destinado a la laminación de la banda metálica en varios procesos de laminación, hasta que la banda metálica haya alcanzado un espesor deseado, invirtiéndose el sentido de la laminación (R) en cada proceso de laminación; - al menos un dispositivo bobinador reversible (130, 130''), asociado con el armazón reversible , con un mandril de la bobinadora (132, 132'') destinado al almacenamiento provisional de la banda metálica, después de los procesos individuales de laminación; y - un dispositivo sensor , destinado a la…
PROCEDIMIENTO PARA PREAJUSTAR INSTALACIONES DE DEFORMACION EN FRIO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2005). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Clasificación: B21B37/58.
Preajuste de instalaciones de conformación en frío. La dureza del producto e mide poco tiempo antes de su formación, y el resultado se utiliza para la corrección de su curva de dureza y el preajuste de la instalación de conformado en frío.
PROCEDIMIENTO DE LAMINACION PARA UNA BANDA DE METAL Y DISPOSICION DE LAMINACION CORRESPONDIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2004). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Clasificación: B21B37/44.
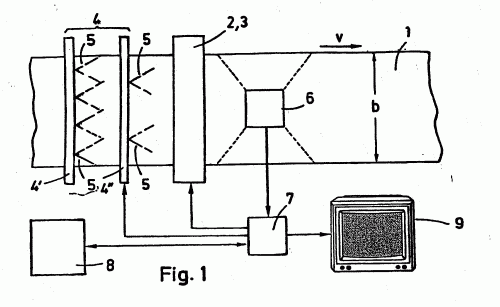
Procedimiento de laminación para una banda de metal , siendo laminada la banda de metal en al menos un bastidor de laminación , siendo aplicada sobre la banda de metal , distribuida sobre su anchura (b), una cantidad de lubricante , caracterizado porque detrás del bastidor de laminación se determina la curva de la temperatura de la banda de metal sobre la anchura de la banda de metal, siendo medida la temperatura a través de una cámara infrarroja -o una cámara CCD- , siendo comparada la temperatura medida con una temperatura predeterminada, siendo determinado(s) el / los punto(s) de la banda de metal , en el / los que la temperatura medida está por encima de la temperatura predeterminada y siendo utilizado(s) para el ajuste de la cantidad y/o de la distribución del lubricante.
PROCEDIMIENTO Y DISPOSITIVO PARA EL SECADO Y EL MANTENIMIENTO SECO ESPECIALMENTE DE BANDA LAMINADA EN FRIO EN LA REGION DE SALIDA DE INSTALACIONES DE LAMINACION EN FRIO E INSTALACIONES DE FLEJES.
(16/01/2004) Procedimiento para el secado y el mantenimiento seco, especialmente de bandas laminadas (banda laminada en frío), hasta aproximadamente 10 mm de espesor, con preferencia menor que 0, 2 mm de espesor, en la región de salida de instalaciones de laminación en fría e instalaciones de fleje, en las que para la separación del espacio húmedo del tren de laminación con respecto a la región de salida restante, detrás del último bastidor de laminación, el espacio seco , está dispuesto un mamparo, cuya parte superior se conecta por encima de la banda al puente del bastidor y cuya parte inferior se conecta por debajo de la banda a la placa de base,…
{kind=link}
{kind=link}