Método para aumentar la conductividad eléctrica de una superficie de una pieza de material compuesto.
(31/07/2019) Método para aumentar la conductividad eléctrica de una superficie de una pieza de material compuesto adecuado para una aeronave, la pieza de material compuesto comprende al menos una superficie ,
comprendiendo el método la etapa de
aplicar una capa de recubrimiento de material metálico, siendo el grosor de la capa de recubrimiento de material metálico de 0,1-10 μm y aplicándose dicha capa de recubrimiento de material metálico sobre la al menos una superficie de la pieza de material compuesto , por medio de deposición física en fase de vapor ;
en el que la aplicación de la capa de recubrimiento de material metálico se hace en condiciones de vacío,
caracterizado porque el método además comprende una etapa…
Conducto de sangrado de aeronave en material compuesto.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(18/12/2018). Solicitante/s: Airbus Defence and Space SA. Clasificación: C08G73/10, B64D13/00, C08K7/06, F16L43/00, F02C7/18, F16L9/127.
Un conducto no recto para conducir fluidos a temperaturas superiores a 280ºC y presiones superiores a 4 bares hecho de un material compuesto que comprende capas de un tejido de fibra de carbono y una resina de alta temperatura inyectada o infundida en dichas capas, caracterizado por que el tejido de fibra de carbono es un tejido de fibra de carbono trenzada y la resina de alta temperatura es una feniletinil-terminada imida.
PDF original: ES-2694157_T3.pdf
Pieza de material compuesto con zonas de diferente espesor.
(19/10/2016) Una pieza fabricada a partir de un apilado de telas de material compuesto que comprende al menos dos zonas adyacentes de diferente espesor y una zona de transición entre ambas, caracterizada porque la zona de transición está configurada con una sola pendiente y porque la estructura del apilado, desde la cara interior a la exterior de la pieza , comprende:
- una primera sección formada por al menos dos telas continuas (21, 21') que se extienden a lo largo de las tres zonas mencionadas ;
- una segunda sección formada por uno o más paquetes de telas simétricos y balanceados intercalados entre una o más telas continuas que se extienden a lo largo de las tres zonas mencionadas , extendiéndose dichos paquetes de telas a lo largo de la zona de mayor espesor y terminando en la zona de transición de manera que esta tenga…
Procedimiento y útiles para la fabricación de cuadernas de material compuesto.
Sección de la CIP Técnicas industriales diversas y transportes
(22/02/2016). Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B29C70/44, B29C70/22, B29C70/20, B29D99/00.
Procedimiento para fabricar cuadernas de material compuesto parafuselajes aeronáuticos mediante la aplicación de la técnica RTM ados preformas con sección en forma de C y L, que se fabrican utilizando dos útiles en las siguientes etapas: Proporcionar el material; Conformar laminados planos de forma rectangular; Conformar laminados de sección angular recta sobre una parte de sección angular recta del primer útil colocando unamembrana de conformado y aplicando un ciclo de temperatura yvacío; Conformar las preformas en forma de C y L sobreun segundo útil curvo , deformando sobre él dichos laminadosde sección angular recta y aplicando un ciclo de temperatura y vacío. La invención también se refiere a dichos útiles.
PDF original: ES-2560660_T3.pdf
Procedimiento y útil de encintado empleado en la fabricación de piezas de material compuesto.
(28/03/2014) Procedimiento de fabricación de piezas de material compuesto que comprende una primera etapa y una segunda etapa, donde la primera etapa comprende un encintado mediante Posicionamiento de Fibras (FP), sobre la superficie exterior de un útil de encintado , de forma que se obtiene al menos un laminado con una geometría diferente a la geometría final de la pieza y un conformado del al menos un laminado obtenido en el encintado mediante un útil de conformado , de forma que el laminado adquiere la geometría final de la pieza ; y la segunda etapa comprende un curado de la al menos una pieza obtenida en…
PROCEDIMIENTO DE FABRICACIÓN DE PIEZAS REALIZADAS EN MATERIAL COMPUESTO Y DISPOSITIVO EMPLEADO.
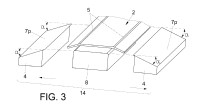
(29/11/2013) El procedimiento de fabricación objeto de la invención comprende las siguientes etapas: A) apilado de tiras de material preimpregnado sobre un útil de encintado , de manera que se obtiene una pieza laminada en ángulo que comprende una sección central (2a) contenida en un primer plano , al menos una sección lateral (2b) contenida en un segundo plano , y al menos un eje de doblado entre la sección central (2a) y la al menos una sección lateral (2b), de manera que, el primer plano y el segundo plano forman un ángulo α; B) conformado de la pieza laminada en ángulo que comprende el doblado por el eje de doblado de la al menos una sección lateral respecto la sección central (2a), obteniendo una pieza conformada ; C) curado,…
MÉTODO DE PREVENCIÓN DE POROSIDAD EN PIEZAS DE MATERIAL COMPUESTO.
(28/10/2013) La invención divulga un método de prevención de porosidad en piezas de material compuesto, que se aplica cuando se realiza la etapa curado de la pieza sobre un útil hembra . En la etapa de curado, se coloca un adhesivo en al menos una de las zonas de los radios de la pieza de material compuesto, de manera que se evita la posible aparición posterior de porosidad en dichas zonas de la pieza de material compuesto. Así el adhesivo adquiere la temperatura de fluidificación antes que la resina del material compuesto y se desplaza rellenando unos huecos generados durante la colocación de la pieza sobre el útil hembra , en la zona de los radios de la pieza , durante el acoplamiento de entre la pieza y el útil hembra .
PROCEDIMIENTO Y DISPOSITIVO DE FABRICACIÓN DE PIEZAS DE MATERIAL COMPUESTO.
Sección de la CIP Técnicas industriales diversas y transportes
(03/10/2013). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B29C33/30, B29C70/38, B29L31/00, B29D99/00.
El procedimiento de fabricación objeto de la invención comprende las siguientes etapas: A) apilado de tiras de material preimpregnado sobre un útil de encintado , de manera que se obtiene una pieza laminada en ángulo que comprende una sección central (2a) contenida en un primer plano , al menos una sección lateral (2b) contenida en un segundo plano , y al menos un eje de doblado entre la sección central (2a) y la al menos una sección lateral (2b), de manera que, el primer plano y el segundo plano forman un ángulo ¿; B) conformado de la pieza laminada en ángulo que comprende el doblado por el eje de doblado de la al menos una sección lateral respecto la sección central (2a), obteniendo una pieza conformada ; C) curado, de la pieza conformada.
MÉTODO DE FABRICACIÓN DE PIEZAS DE MATERIAL COMPUESTO CON CAMBIOS DE ESPESOR.
(26/07/2013) Método de fabricación de piezas de material compuesto con cambios de espesor. Comprende una primera etapa de apilado y una segunda etapa de conformado y curado, en las que: en la segunda etapa se utiliza un útil de conformado adaptado a la configuración de la pieza salvo en la zona afectada por el cambio de espesor; en la primera etapa se apilan sucesivamente una o más preformas de la pieza con unas telas con las dimensiones necesarias para que se produzca dicho cambio de espesor, unas láminas de material pelable y unas telas complementarias de manera los apilados resultantes tengan el espesor necesario para adaptarse al útil de conformado ; al final de la segunda etapa, se retiran los laminados resultantes…
ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS EN COMPONENTES DE AERONAVES.
(30/05/2013) Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el…
COMPONENTES DE AERONAVES CON ZONAS DE TERMINACIÓN DE LARGUERILLOS OPTIMIZADAS.
Sección de la CIP Técnicas industriales diversas y transportes
(02/05/2013). Ver ilustración. Solicitante/s: AIRBUS OPERATIONS, S.L. Clasificación: B64C3/18, B64C3/26.
Zonas de terminación de larguerillos optimizadas en componentes de aeronaves. Están dispuestas en un panel de un material compuesto formado por un revestimiento y al menos un larguerillo de refuerzo configurado por un alma y un pie unido a dicho revestimiento ; teniendo el larguerillo una zona de terminación dentro de dicho panel sometida a un alto nivel de carga; teniendo el larguerillo un alma de altura decreciente en dicha zona de terminación y un pie con una primera sección de ancho variable desde un valor inicial W1 a un valor final W2 y una segunda sección con una anchura W2 en dicha zona de terminación; teniendo el pie y el alma de dicho larguerillo un espesor decreciente en dicha zona de terminación para mejorar la transferencia de carga desde el larguerillo al revestimiento . Figura 3a.
DISEÑO DE CUADERNAS DE AERONAVE.
(13/06/2012) Cuaderna de refuerzo del fuselaje de una aeronave, comprendiendo dicho fuselaje un revestimiento y unos larguerillos , comprendiendo la citada cuaderna un elemento estructural y un elemento alveolar cerrado, hueco en su interior, comprendiendo el elemento estructural una base inferior que va dispuesta sobre la cara interior del revestimiento del fuselaje , y a través de la cual pasan los larguerillos que unen las cuadernas al resto de la estructura del fuselaje , y unos elementos de refuerzo superiores sobre los que van dispuestos los citados elementos alveolares , tal que los elementos alveolares aumentan la inercia y la rigidez…
PIEZA DE MATERIAL COMPUESTO CON ZONAS DE DIFERENTE ESPESOR.
(18/07/2011) Pieza de material compuesto con zonas de diferente espesor fabricada a partir de un apilado de telas de material compuesto que comprende al menos dos zonas adyacentes de diferente espesor y una zona de transición entre ambas configurada con una sola pendiente , en la que el apilado está estructurado por: una primera y una cuarta sección formadas por al menos dos telas continuas (21, 21''; 29, 29'') que se extienden a lo largo de las tres zonas mencionadas ; una segunda sección formada por uno o más paquetes de telas simétricos y balanceados terminando en la zona de transición intercalados entre una o más telas continuas ; una tercera sección formada por un paquete de telas simétrico y balanceado que se extiende a lo largo de las tres zonas mencionadas intercalado entre una o más telas continuas
{kind=link}
{kind=link}