Procedimiento e instalación de tratamiento de banda para la unión de bandas metálicas.
Sección de la CIP Técnicas industriales diversas y transportes
(29/05/2019). Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: B21D39/03, B21C47/24.
Procedimiento para la unión de un final de banda de una primera banda metálica (B1) al principio de banda de una segunda banda metálica (B2) en una instalación de tratamiento de banda, posicionándose el final de banda y el principio de banda uno encima de otro formando un solapamiento y uniéndose entre sí en la zona del solapamiento en varios puntos de unión mediante clinchado sin separación, caracterizado por que el grosor (D1) del final de banda de la primera banda metálica (B1) y el grosor (D2) del principio de banda de la segunda banda metálica (B2) se miden dentro de la instalación de tratamiento de banda antes de la unión y por que el proceso de clinchado se controla o regula en dependencia de los grosores medidos antes de la unión, controlándose o regulándose la profundidad de introducción del punzón o del punzón de la herramienta de clinchado en dependencia de los grosores (D1, D2) medidos antes de la unión.
PDF original: ES-2743187_T3.pdf
Dispositivo y procedimiento de tratamiento continuo de una banda metálica.
(22/03/2019) Dispositivo de tratamiento continuo de una banda metálica , especialmente una banda metálica de aluminio o una aleación de aluminio o de metal no férrico o una aleación de metal no férrico, con al menos un dispositivo de atemperado a través del cual se hace pasar flotando la banda metálica , y
con al menos un equipo de regulación de la posición de la banda que trabaja sin contacto y con el cual se puede controlar o regular la posición de la banda metálica en el plano (E) de circulación de la banda y transversalmente a la dirección (B) de circulación de dicha banda, y que presenta al menos un motor lineal , presentando el dispositivo de atemperado al menos un trayecto de calentamiento en el lado de entrada y un trayecto de refrigeración en el lado de salida,
…
Procedimiento para unir bandas metálicas.
Sección de la CIP Técnicas industriales diversas y transportes
(14/03/2018). Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: B21D39/03, B21C47/24.
Procedimiento para unir un final de una primera banda metálica (B1) con el principio de una segunda banda metálica (B2), especialmente en instalaciones de tratamiento de bandas, en el que se posicionan el final y el principio de las bandas uno sobre otro formando un solapamiento y se unen éstos en la zona del solapamiento en varios puntos de unión por medio de un ensamble por penetración sin seccionamiento, caracterizado por que la primera banda (B1) y/o la segunda banda (B2) están configuradas como bandas metálicas laminadas en frío y no recocidas, estableciéndose para la unión de las bandas, por medio de un ensamble por penetración, al menos 20 puntos de unión por metro de anchura de las bandas.
PDF original: ES-2668347_T3.pdf
Procedimiento y dispositivo para la medición de la planeidad de cintas.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(28/09/2016). Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: B21B37/28, G01L5/10, G01N3/08, G01L5/04, G01N3/00, B21B38/02, G01N3/02.
Rodillo de medición para la medición de la planeidad de cintas movidas en una dirección de marcha de cinta (x), especialmente de cintas metálicas al pasar por líneas de proceso de cinta o laminadores, con al menos una barra de medición integrada que se extiende a lo largo de la longitud de rodillo (L) en forma de hélice u oblicua, con respecto a la dirección de marcha de cinta (x), para la determinación de las fuerzas de tracción que actúan sobre la cinta que rodea parcialmente el rodillo de medición , disponiéndose la barra de medición durante la determinación de la fuerza de tracción con su zona inicial (A) y su zona extrema (B) al menos parcialmente en el interior del arco abrazado (α) formado por la cinta y apoyándose respectivamente por los extremos en dispositivos dinamométricos del rodillo de medición.
PDF original: ES-2608576_T3.pdf
Dispositivo de corte de bandas, chapas o similares y procedimiento de determinación y/o calibrado de la rendija de corte en tal dispositivo.
(25/05/2016) Dispositivo de corte o seccionamiento de bandas, chapas o similares, especialmente bandas, chapas o similares de metal, que comprende
un dispositivo de corte que presenta al menos una primera cuchilla y al menos una segunda cuchilla que están distanciadas una de otra en una medida que forma la rendija de corte (S),
en el que, para determinar la rendija de corte (S), tanto la primera cuchilla como la segunda cuchilla llevan asociado al menos un respectivo dispositivo de medida de posición ,
en el que el dispositivo de medida de posición está configurado como un dispositivo de medida por contacto y/o como un dispositivo de medida sin contacto que trabajan directamente sobre una superficie de medida que está formada por la superficie frontal de una cuchilla y/o una superficie de asiento de un portacuchillas asociada…
Rodillo de medición de planeidad con barra de medición en dirección de marcha de cinta.
(20/04/2016) Rodillo de medición de planeidad para la determinación de fallos de planeidad de una cinta , especialmente de una cinta metálica, mediante una medición de la distribución de la tensión por tracción de cinta a lo largo de la anchura de cinta, con varios puntos de medición integrados en la superficie de rodillo que, para la medición de la tensión de cinta, se disponen repartidos por la anchura de rodillo (B) en diferentes posiciones de anchura, presentando los puntos de medición respectivamente una barra de medición que se alinea con la superficie de rodillo, apoyándose las barras de medición respectivamente en dos sensores de medición de fuerza dispuestos sucesivamente en dirección…
Procedimiento y dispositivo de enderezamiento continuo por estiramiento y flexión de bandas metálicas.
(20/04/2016) Procedimiento de enderezamiento continuo por estiramiento y flexión de bandas metálicas, en el que una banda sometida a una tensión de tracción por debajo del límite de elasticidad es curvada alternativamente alrededor de al menos cuatro rodillos de enderezamiento en el dominio plástico o elástico-plástico y experimenta entonces un estiramiento plástico,
en el que se ajustan los radios de flexión en los cuatro rodillos de enderezamiento de manera individualizada en cada caso y con independencia uno de otro, caracterizado por que se aproximan los cuatro rodillos de desviación , regulados en posición, para ajustar los radios de flexión,
ajustándose las posiciones de los rodillos de desviación con…
Dispositivo y procedimiento para el tratamiento continuo de una banda metálica.
(24/06/2015) Dispositivo para el tratamiento continuo de una banda metálica , especialmente de una banda metálica de aluminio o de una aleación de aluminio o de metal no ferroso o de una aleación de metal no ferroso, con al menos un dispositivo de temperación, que está realizado como horno de flotación de bandas por el que se hace pasar flotando la banda metálica y con un dispositivo de regulación de marcha de banda con el que se puede controlar o regular la posición de la banda de metal en el plano de marcha de banda y transversalmente con respecto a la dirección de marcha de banda, presentando el horno de flotación de bandas al menos…
Procedimiento y dispositivo para unir bandas metálicas mediante soldadura de puntos por fricción.
(27/06/2012) Procedimiento para unir un final (1a) de una primera banda metálica con el principio (2a) de una segunda banda metálica , especialmente en la zona de entrada de una instalación de tratamiento de bandas,
en el que se posicionan el final de banda (1a) y el principio de banda (2a) formando un solapamiento y se sueldan éstos uno con otro en la zona de solapamiento por medio de varios puntos de soldadura (P),
en el que se aplican los puntos de soldadura (P) mediante soldadura de puntos por fricción, caracterizado porque se inmovilizan durante la soldadura el final de banda (1a) por medio de al menos un dispositivo de sujeción del lado de salida y el principio de banda (2a) por medio de al menos un dispositivo de sujeción del lado de entrada,
a cuyo fin se inmoviliza primero…
Procedimiento y dispositivo para el estiramiento por tracción de bandas metálicas.
(23/05/2012) Procedimiento para el estiramiento continuo por tracción de bandas metálicas (B), en particular de delgadasbandas metálicas,
siendo la banda metálica deformada plásticamente en una o varias zonas de estiramiento bajo una tensión detracción situada en la región del límite de estiramiento o por encima de él, caracterizado
porque la banda metálica es calentada dentro de por lo menos una zona de estiramiento (R), en la que la bandametálica está puesta bajo una tensión de tracción situada en la región del límite de estiramiento o por encima de él,para el ajuste de una distribución de las temperaturas que es heterogénea a lo largo de la anchura de la banda, escalentada por lo menos por zonas a lo largo de la anchura de…
TRANSPORTADOR DE BARRAS ELEVADORAS.
(04/03/2010) Transportador de barras elevadoras para el transporte sincronizado de bobinas de chapa , paquetes de chapa o producto de transporte similar, con al menos una barra elevadora que se puede subir y bajar entre superficies de apoyo laterales por medios de dispositivos de elevación así como con barras elevadoras que se pueden desplazar en la dirección de transporte (T) por medio de al menos un accionamiento de propulsión , caracterizado porque el accionamiento de propulsión está configurado como accionamiento doble, por ejemplo accionamiento de doble cilindro con al menos un primer accionamiento de propulsión, por ejemplo un cilindro de propulsión y al menos un segundo accionamiento de propulsión desplazable…
PROCEDIMIENTO PARA PEGAR UNA UNION DE CINTAS Y APLICADOR DE CINTA ADHESIVA.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/05/2009). Ver ilustración. Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: B21C47/24, F16B11/00, B21B15/00.
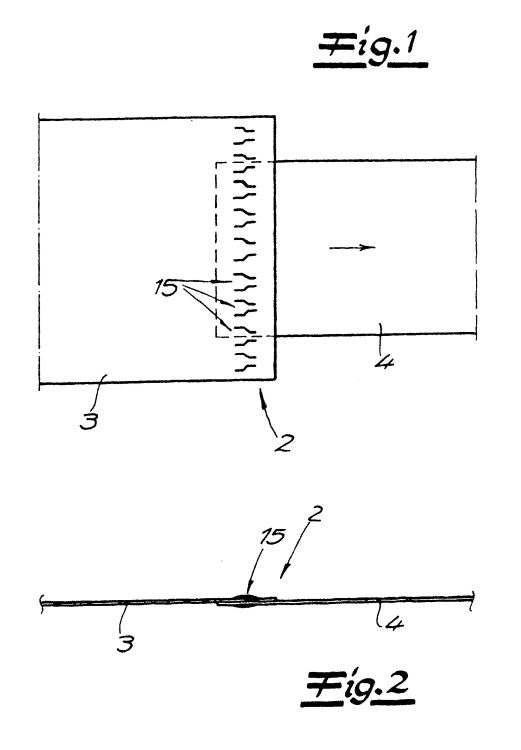
Procedimiento para pegar una unión configurada como una unión troquelada de dos extremos de cintas metálicas unidos uno con otro por medio de troquelado y dotados de una anchura de cinta desigual, en el que se pegan sobre el lado superior y el lado inferior de la unión de cintas sendos tramos de cinta adhesiva y en el que la longitud de los dos tramos de cinta adhesiva corresponde sustancialmente a la anchura del tramo de cinta metálica más ancho.
INSTALACION DE ESTIRADO POR TRACCION PARA BANDAS DE ACERO Y DE METAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2007). Ver ilustración. Solicitante/s: BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH. Clasificación: B21D1/05.
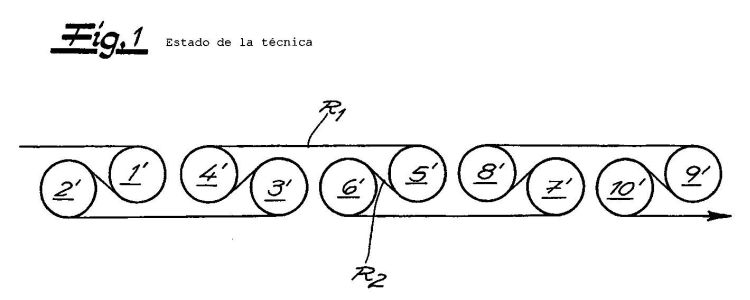
Instalación de estirado por tracción para bandas de acero y de metal, especialmente en el intervalo de espesor de 0, 1 a 4 mm, con un juego de rodillos de frenado (rodillos 1 - 4) que, en combinación con el rodillo accionado , forma un primer trayecto de estirado o zona de estirado, y con un juego de rodillos de tracción (rodillos 6 - 9)que forma con el rodillo accionado un segundo trayecto de estirado o zona de estirado, caracterizada porque la longitud de los trayectos o zonas de estirado primero y segundo asciende en cada caso a al menos 0, 5 veces la anchura máxima de la banda.
{kind=link}
{kind=link}