6 inventos, patentes y modelos de NIEDERMANN, BENNO
PROCEDIMIENTO PARA FABRICAR PIEZAS MOLDEADAS METALICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2008). Ver ilustración. Solicitante/s: GOLDSCHMIDT GMBH
BUHLER DRUCKGUSS AG. Clasificación: B22D19/00, B22D17/00, B22D17/14, B22D25/02, B22D15/00, B22D17/24.
Procedimiento para fabricar piezas moldeadas metálicas introduciendo cuerpos metálicos en un molde de fundición y llenando seguidamente la cavidad de moldeo restante, por fundición a presión, con un metal o una aleación metálica, caracterizado porque se forma el cuerpo metálico en una máquina de fundición a presión introduciendo rápidamente una mezcla de un agente de expansión generador de espuma y una masa fundida metálica y llenando seguidamente de espuma la cavidad de moldeo, desarrollándose el proceso de espumado "in situ" en la cavidad de moldeo y generándose por el llenado de rociado del metal y su solidificación en las paredes del molde una pared densa y homogénea del cuerpo metálico y presentando ésta así una estructura de espuma integral con superficie cerrada en todos los lados.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(01/02/2008). Ver ilustración. Solicitante/s: BUHLER DRUCKGUSS AG. Clasificación: B22D25/00, C22C1/08.
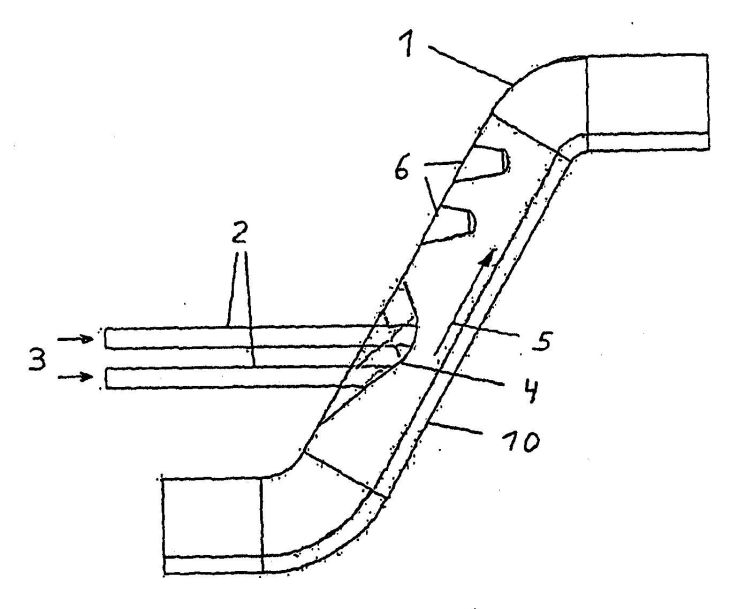
Dispositivo de mezcla, en especial para mezclar masas fundidas de metales ligeros con sustancias granuladas o en polvo en un canal de colada de un molde, presentando el canal de colada una elevación en el interior que está asociada a al menos un canal para inyectar una sustancia granulada o en polvo.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE COLADA A PRESION Y DISPOSITIVO DE COLADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/2006). Solicitante/s: BUHLER DRUCKGUSS AG. Clasificación: B22D17/00, B22D15/00.
Procedimiento para la fabricación de piezas coladas a presión, en especial ruedas o llantas para vehículos mediante colada, de modo que los materiales de partida se alimentan y calientan en forma de pernos o piezas en bruto, de modo que los materiales de partida calentados presentan una microestructura globular, son alimentados en forma semisólida a una máquina de colada a presión y se cuelan o conforman aplicando alta presión, caracterizado porque la alimentación de los materiales de partida calentados a la máquina de colada a presión tiene lugar con cierre hermético extensivo, y el tiempo de ciclo es aproximadamente de 1 minuto.
PROCEDIMIENTO PARA LA FABRICACION DE ESPUMA METALICA Y CUERPO METALICO FABRICADO A CONTINUACION.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/10/2005). Solicitante/s: GOLDSCHMIDT AG BUHLER DRUCKGUSS AG. Clasificación: B22D17/00, B22D21/04, C22C1/08.
Procedimiento para la fabricación de espuma metálica mediante añadido de un agente de expansión a un baño de metal fundido caracterizado porque se deposita el baño de metal fundido en el espacio hueco del molde de una moldeadora a presión metálica y se espuma con un agente de expansión sólido disolvente de gas a temperatura ambiente.
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS COMPONENTES COMPUESTAS, A BASE DE UN METAL Y DE UNA ESPUMA METALICA.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/09/2005). Solicitante/s: GOLDSCHMIDT AG BUHLER DRUCKGUSS AG. Clasificación: B62D29/00, C22C1/08.
Procedimiento para la producción de piezas componentes compuestas a base de un metal y una espuma metálica, mediante incorporación de una masa fundida metálica dentro de un espacio vacío de un molde, en el que una pieza metálica plana o conformada se introduce en el espacio vacío de un molde de colada, siendo limitado el espacio vacío, por lo menos parcialmente, por la pieza metálica, y a continuación se introduce en el espacio vacío una mezcla de una masa fundida metálica y de un agente de expansión que es sólido a la temperatura ambiente, y allí se efectúa la espumación.
PROCEDIMIENTO PARA LA FUNDICION A PRESION BAJO VACIO Y MOLDE DE FUNDICION A PRESION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2003). Solicitante/s: BUHLER DRUCKGUSS AG. Clasificación: B22D17/14.
Procedimiento para la fundición a presión bajo vacío a fin de fabricar piezas fundidas de alta calidad de metal o sus aleaciones, donde mediante un dispositivo para generar la depresión y una válvula de cierre se evacua de manera controlada una cavidad del molde y una cámara (6, 6) de fundición, así como un canal de fundición de un molde de fundición a presión, donde la cavidad del molde por llenar se libera cuando está ventilada y la cámara (6, 6) de fundición permanece cerrada hasta ese momento y se realiza la primera inyección al 100 % con la masa de metal fundido, caracterizado porque la cámara (6) de fundición se ventila a través de un orificio frontal respecto a la cavidad del molde, mientras la masa de metal fundido ya se mueve mediante el émbolo de fundición en dirección a ese orificio.
{kind=link}
{kind=link}