10 inventos, patentes y modelos de NEKULA, LAMBERT
Lámina metálica infalsificable.
Secciones de la CIP Electricidad Física Técnicas industriales diversas y transportes
(22/01/2016). Ver ilustración. Solicitante/s: Constantia Teich GmbH. Clasificación: H05B1/02, G09F3/02, B60N2/56, G09F3/03, H05B3/34, G03B21/00, B65D65/02, G03B1/00, B21D33/00.
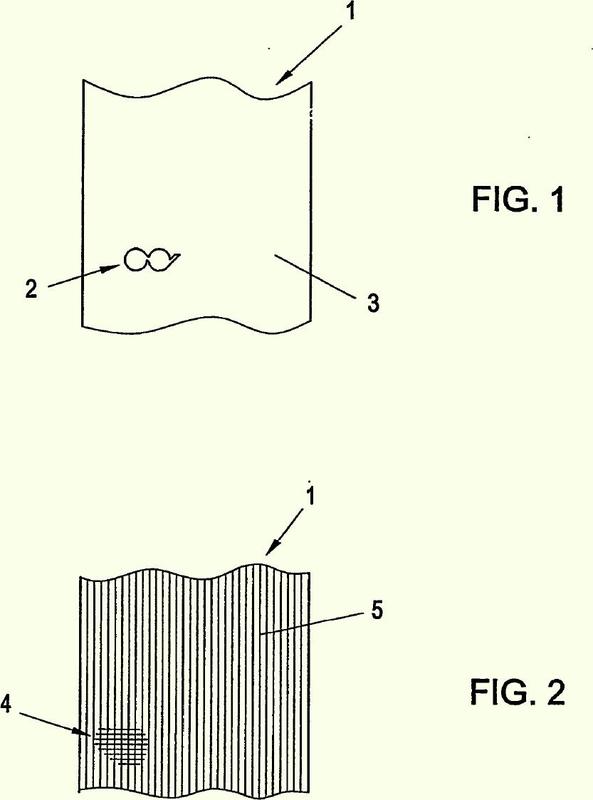
Procedimiento para la preparación de una lámina metálica infalsificable , que está estructurada en una zona parcial predefinida de su superficie, en el que esta zona presenta una difracción, dispersión, refracción o reflexión de la luz diferente en comparación con la zona superficial restante , en el que la lámina metálica se produce por laminación mediante rodillos de trabajo , por lo que la estructura longitudinalmente orientada de la superficie del rodillo se transfiere en la dirección de la máquina a la superficie de la lámina metálica, caracterizado porque sobre la superficie del rodillo se genera, por ejemplo, por abrasión de la superficie del rodillo, una estructuración en la dirección transversal a la dirección de la máquina de manera que la zona parcial prefijada resulta con estructuraciones lineales que se cruzan entre sí en la dirección longitudinal y transversal sobre la lámina metálica , que provoca un cambio en la refracción de la luz.
PDF original: ES-2557153_T3.pdf
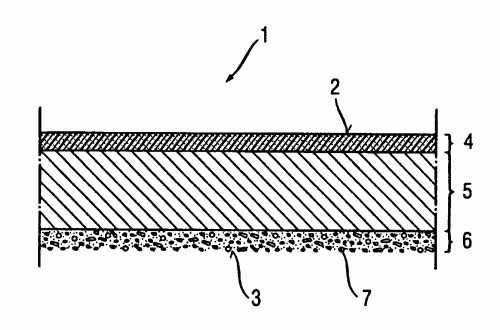
Procedimiento para fabricar una lámina de aluminio con características de seguridad integradas.
(11/06/2014) Procedimiento para fabricar una lámina de aluminio con características de seguridad integradas, en el que una lámina de aluminio se lamina en varias pasadas de laminación en frío hasta un espesor inferior a 150 μm, originándose al mismo tiempo en ambas caras de la superficie (4a, 4b) de la lámina de aluminio una texturización (5a, 5b) que se extiende en el sentido de laminación, caracterizado porque a partir de al menos dos láminas de aluminio se forma un conjunto suelto que en una última pasada de laminación en frío se suministra a un par de cilindros de trabajo en el que en al menos una superficie de cilindro , la estructuración superficial (11a) en forma de relieve generada por amoladura se redujo en función del contraste y del motivo en un área (6')…
ELEMENTO DE CIERRE DE DOS CAPAS TROQUELADO EN FORMA DE TAPA.
(03/05/2011) Elemento troquelado en forma de tapa para el cierre de envases , que está compuesto de dos capas con al menos un elemento auxiliar de apertura integrado dentro de estas capas, estando pegadas las capas mediante una capa de adhesivo pelable, no presentando adhesivo, sin embargo, el elemento auxiliar de apertura y presentando la capa dispuesta en dirección del envase una capa de plástico provista de perforaciones o zonas de rotura controlada , caracterizado porque la capa de plástico no tiene adhesivo en la zonas de sus perforaciones o zonas de rotura controlada y está provista en su lado, dirigido hacia el borde del envase, de una capa termosellable…
PROCEDIMIENTO PARA LA FABRICACION DE UN MATERIAL DE SOPORTE CON UNA MARCA OCULTA DE IDENTIFICACION.
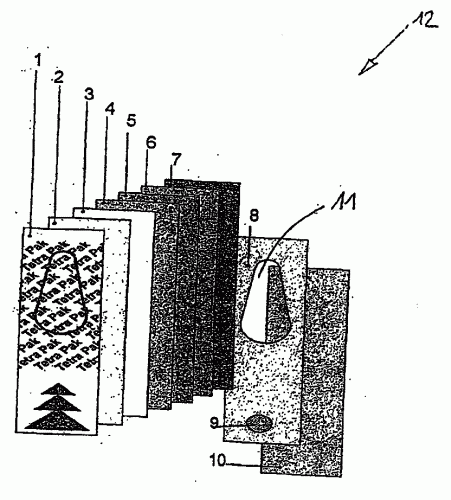
(28/10/2010) Procedimiento para la fabricación de una hoja de aluminio para embalaje con al menos una marca oculta de identificación que se coloca en al menos una zona de la superficie de la hoja de aluminio para embalaje y se cubre a continuación, caracterizado porque la marca o las marcas de identificación se cubren mediante estampado
Sección de la CIP Técnicas industriales diversas y transportes
(17/11/2009). Ver ilustración. Solicitante/s: TEICH AKTIENGESELLSCHAFT. Clasificación: B65D77/20D, B65D77/20.
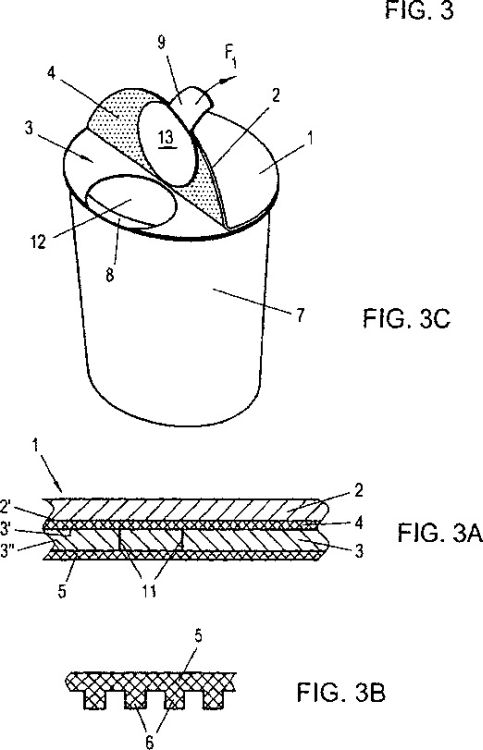
Elemento estampado en forma de tapa para el cierre de recipientes para comidas para microondas, formado por una primera capa exterior y una segunda capa interior , que están unidas a través de sus lados de superficie (2'', 3'') orientados uno hacia el otro por una capa de sellado en frío , estando provista la segunda capa interior en su lado orientado hacia el recipiente de una capa termosellable y siendo la adherencia entre la capa exterior y la capa interior menor que la que hay entre la capa interior y el borde de recipiente y presentando la segunda capa interior puntos de rotura controlada , caracterizado porque los puntos de rotura controlada están realizados en forma de perforaciones parciales, a través de las cuales pueden salir los vapores que se generan dado el caso durante el calentamiento de comidas para microondas.
TAPA CON ORIFICIO DE EXTRACCION PARA EL CIERRE DE RECIPIENTES.
(01/09/2008) Procedimiento para la fabricación de una tapa con elemento auxiliar de apertura para el cierre de recipientes sobre la base de un material compuesto de al menos dos capas a partir de capas compuestas de estructura continua, en el que la capa compuesta dirigida hacia el recipiente se sella en el borde (17'') del recipiente, de modo que al separarse las capas compuestas se forma un orificio para extraer el producto envasado en el recipiente, y en el que la capa compuesta está hecha principalmente de un plástico, cuya resistencia interior a la rotura en la zona del orificio de extracción, sin que estén previstas líneas de debilitamiento para el orificio de extracción, es menor que su adherencia respecto a la capa compuesta …
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2005). Ver ilustración. Solicitante/s: TEICH AG. Clasificación: B32B27/08, B65D5/56, B32B15/08, B32B1/02, B65D5/70.
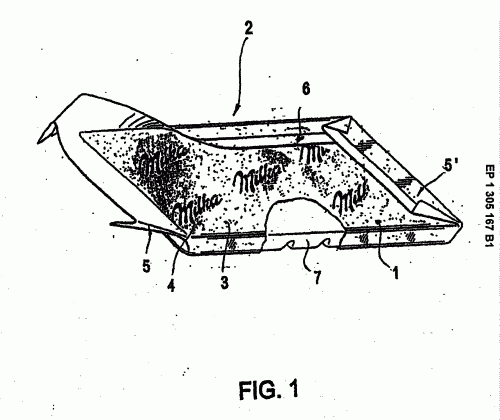
Envase que puede volver a cerrarse, para su uso con alimentos susceptibles de ser vertidos, preferiblemente líquidos, con una abertura de vertido que está cerrada mediante un elemento de cierre de varias capas, de modo que el envase está fabricado preferiblemente de cartón, y en la cara interna está recubierto con una capa de lámina LDPE (polietileno de baja intensidad), caracterizada porque el elemento de cierre de varias capas comprende las siguientes capas: - una capa de recubrimiento - una capa con un agente adherente - una capa autoadhesiva - una capa de barniz termosellable y un material de relleno, preferiblemente, talco o tiza, que está añadido a la capa de lámina LDPE.
PROCEDIMIENTO PARA LA CREACION DE UNA IMAGEN IMPRESA CON EFECTO MATE Y EFECTO BRILLANTE.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/07/2004). Ver ilustración. Solicitante/s: TEICH AKTIENGESELLSCHAFT. Clasificación: B41M1/10, C09D11/02, B41M1/04.
Procedimiento para la creación de una imagen impresa con efecto mate y efecto brillante sobre bandas de material de embalaje laminares y plegables, caracterizado porque se aplica un sistema de colores de impresión sobre la banda de material de embalaje, el cual contiene los aditivos que generan el efecto mate, en el cual al aplicar el sistema de colores de impresión se omiten zonas para la configuración de la imagen impresa brillante.
PELICULA TERMOSELLABLE DE VARIAS CAPAS PARA EMBALAJES QUE SE PUEDEN CERRAR VARIAS VECES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Ver ilustración. Solicitante/s: TEICH AG. Clasificación: B65D77/20, B32B7/06.
Película termosellable de varias capas para embalajes que se pueden cerrar varias veces después de haber sido abiertos, formada por una capa exterior y una capa de soporte que presenta, en el lado que da al producto embalado una capa termosellable , caracterizada porque entre la capa de soporte y porque la capa exterior hay una capa autoadhesiva de pegamento sensible a la presión, y la capa de soporte presenta líneas de atenuación (4, 4, 11) que definen una abertura para la extracción del producto embalado, así como un revestimiento de superficie rugosa, en el lado que da al interior del envase, con una profundidad de la rugosidad de entre 1 y 100 m.
ELEMENTO DE EMBALAJE CON SUPERFICIE RUGOSA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2001). Ver ilustración. Solicitante/s: TEICH AKTIENGESELLSCHAFT. Clasificación: B32B33/00, B32B27/20.
SE DESCRIBE UN ELEMENTO DE EMBALAJE COMPUESTO DE UN MATERIAL DE SOPORTE QUE EN LA CARA OPUESTA AL PAQUETE ESTA PROVISTO DE UNA CAPA QUE MUESTRA UNA IMAGEN IMPRESA Y EN LA CARA VUELTA HACIA EL PAQUETE ESTA PROVISTO DE UN RECUBRIMIENTO DE SUPERFICIE RUGOSA . LA PROFUNDIDAD DE RUGOSIDAD DEL RECUBRIMIENTO DE SUPERFICIE RUGOSA SE ENCUENTRA ENTRE LAS 1 100 MI M Y PUEDE OBTENERSE UTILIZANDO SUSTANCIAS DE RELLENO GRANULARES. EL ELEMENTO DE EMBALAJE DE SUPERFICIE RUGOSA ES APTO COMO ELEMENTO CUBRIENTE, EN ESPECIAL PARA TARROS DE YOGUR, ASI COMO PARA LA FABRICACION DE LAS ETIQUETAS DE LOS CUELLOS DE LAS BOTELLAS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}