Rueda celular, en particular para un sobrealimentador por ondas de presión.
(16/08/2017) Rueda celular de metal, con un casquillo exterior ubicado de manera coaxial a un eje de rotación (y), un casquillo interior ubicado de manera coaxial al casquillo exterior , por lo menos un casquillo intermedio ubicado entre el casquillo exterior y el casquillo interior de manera coaxial a los mismos, con laminillas dispuestas entre casquillos consecutivos , orientadas sustancialmente de manera radial al eje de rotación (y) y unidas a los casquillos adyacentes , con casquillos de obturación exteriores solapados con el casquillo exterior y unidos al casquillo exterior con un perfil de obturación para una empaquetadura laberíntica, y con un árbol de accionamiento ubicado en el eje de rotación (y), caracterizada
por que por lo menos el casquillo exterior , el casquillo interior o el casquillo…
Procedimiento para la fabricación de una rueda celular.
(13/08/2014) Procedimiento para la fabricación de una rueda celular de metal, con casquillos dispuestos concéntricamente con respecto a un eje de rotación (y) y láminas alineadas radialmente con respecto al eje de rotación (y) dispuestas entre casquillos sucesivos, que están unidas con un borde final a un casquillo 14), y antes de la unión de los bordes finales libres a un casquillo subsiguiente , se fijan en su posición angular,
donde
(a) se coloca una herramienta con una superficie envolvente interior cilíndrica , cuyo diámetro se corresponde con el diámetro interior del siguiente casquillo , sobre los bordes finales libres de las…
Procedimiento para la fabricación de una rueda celular.
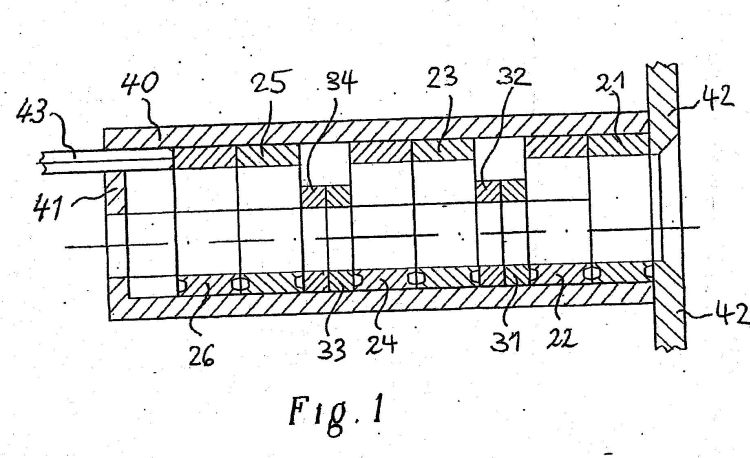
(11/09/2013) Procedimiento para la fabricación de una rueda celular de metal, con un casquillo exterior cilíndrico situadosimétricamente a un eje de rotación (y) y un casquillo interior cilíndrico situado concéntricamente al casquillo exterior , en el que el espacio anular entre el casquillo exterior y el casquillo interior está subdividido en unamultiplicidad de celdas (22, 22a, 22b,22', 22'') dispuestas con simetría rotativa por partes de pared de celda delimitadas por bordes de celda orientados en paralelo al eje de rotación (y), en el que los bordes de celda sesitúan sobre líneas de corte de superficies envolventes cilíndricas (18a, 18b, 18b1, 18b2, 18c) dispuestasconcéntricamente al eje de rotación (y) con planos axiales dispuestos con simetría rotativa, en el que el casquilloexterior y el casquillo interior delimitan una estructura celular…
Procedimiento para la fabricación de una rueda celular.
(09/04/2013) Procedimiento para la fabricación de una rueda celular de metal, con un casquillo exterior cilíndrico dispuestosimétrico respecto a un eje de rotación (y), un casquillo interior cilíndrico situado concéntrico respecto al casquilloexterior , por lo menos un casquillo intermedio cilíndrico dispuesto entre el casquillo exterior y el casquillointerior , concéntrico a éstos, donde entre el casquillo exterior y el casquillo intermedio así como entre elcasquillo intermedio y el casquillo interior , y en el caso de haber más de un casquillo intermedio , entrecasquillos intermedios consecutivos, están dispuestas láminas orientadas en dirección radial respecto al…
ÁRBOL DE LEVAS FABRICADO MEDIANTE TÉCNICAS DE SOLDADURA, PROCEDIMIENTOS PARA SU FABRICACIÓN ASÍ COMO LEVAS REQUERIDAS PARA ELLO.
(29/06/2011) Árbol de levas fabricado con varias levas fijadas sobre un árbol cada una mediante por lo menos una soldadura, siendo el árbol de un primer acero de bajo contenido en carbono, y en el que una zona de las levas que presenta una superficie de deslizamiento de los balancines templada o templable es de un acero de alto contenido en carbono, caracterizado porque las levas propiamente dichas están compuestas de dos materiales diferentes, concretamente el acero de alto contenido en carbono y un segundo acero de bajo contenido en carbono que puede soldarse bien con el acero del árbol, empleándose el segundo acero de bajo contenido en carbono por lo menos en una zona afectada por la soldadura
PROCEDIMIENTO PARA FABRICAR UN ÁRBOL DE LEVAS.
(28/04/2011) Procedimiento para fabricar un árbol de levas, según el cual se fabrican levas (30, 30'; 36, 36'; 46, 46') a partir de una o varias tiras perfiladas (17, 17'; 34, 34') mediante doblado y mediante la soldadura subsiguiente de los extremos libres, se colocan por deslizamiento en un árbol y, en una posición predefinida y en una orientación predefinida, se unen con el árbol en unión geométrica y/o forzada, caracterizado porque la tira perfilada (17, 17') se conforma formando las levas (46, 46'), con lo cual se produce una protuberancia , y a continuación, mediante un paso de conformación adicional, mediante el troquelado de una indentación en la zona de la protuberancia de la leva (46, 46') se transporta material hacia fuera en dirección axial y se deposita allí de tal forma que la leva (46,…
PROCEDIMIENTO PARA EL CORTE DE TABLAS DE MATERIAL, EN PARTICULAR CHAPAS METALICAS, ASI COMO INSTALACION DE CORTE PARA LA REALIZACION DE ESTE PROCEDIMIENTO.
(11/02/2010) Procedimiento para el corte de tablas de material (13a, 13b), en particular chapas metálicas, colocándose en este procedimiento en primer lugar las tablas de material (13a, 13b) que han de ser cortadas en una posición de corte vertical (SP1, SP2) y cortándose las mismas a continuación mediante un dispositivo de corte de un lado, haciéndose pasar las tablas de material (13a, 13b) para el corte a dos posiciones de corte (SP1, SP2) distintas, alcanzables por el dispositivo de corte y cortándose una tras otra, caracterizado porque están dispuestas sólo dos posiciones de corte (SP1, SP2) de forma rotacionalmente simétrica…
PROCEDIMIENTO PARA LA FABRICACION DE UNA LEVA PARA UN ARBOL DE LEVAS.
(26/01/2010) Procedimiento para la fabricación de una leva para un árbol de levas, que comprende un árbol cilíndrico y varias levas fijadas sobre éste, caracterizado porque la leva se fabrica a partir de varios trozos de banda perfilada mediante curvado y unión de estos trozos en dirección periférica
PROCEDIMIENTO PARA ENSAMBLAR UN ARBOL DE LEVAS.
Secciones de la CIP Mecánica, iluminación, calefacción, armamento y voladura Técnicas industriales diversas y transportes
(16/03/2008). Ver ilustración. Solicitante/s: MERZ, KARL. Clasificación: F01L1/047, B23K11/11, F16H53/02, B23K15/00, F01L1/04, B23K26/28.
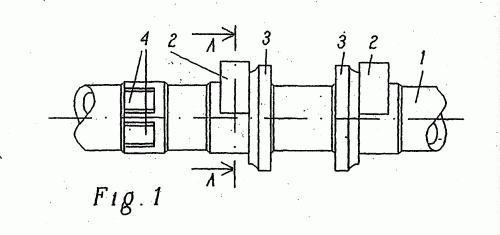
Un procedimiento para ensamblar un árbol de levas mediante el uso de un árbol y de varias levas que presentan en cada caso una abertura de paso para el árbol, caracterizado porque las levas, empaquetadas de manera compacta en un depósito, están orientadas unas respecto a otras coaxialmente con respecto a su abertura de paso para el árbol y en una determinada posición de giro, porque el árbol se introduce en el paquete de levas y en el mismo, mediante el deslizamiento en su dirección longitudinal, queda orientado sucesivamente con respecto a las levas individuales, y porque además las levas se fijan sucesivamente sobre el árbol.
ARBOL DE LEVAS ASI COMO PROCEDIMIENTO Y DISPOSITIVO PARA SU FABRICACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(16/09/2007). Ver ilustración. Solicitante/s: MERZ, KARL. Clasificación: F01L1/047.
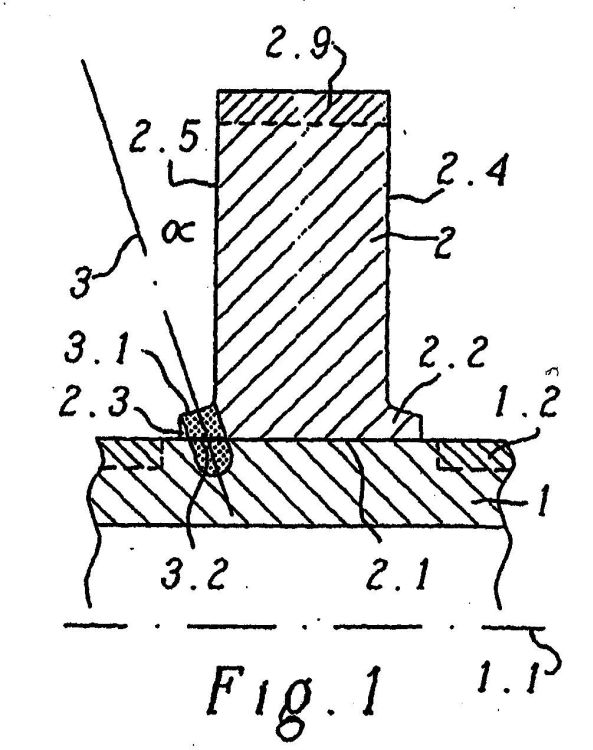
Árbol de levas con un árbol cilíndrico y con al menos una leva cilíndrica hueca acoplada sobre este árbol y fijada sobre el mismo de forma fija contra giro y fija contra desplazamiento, en el que la leva está provista al menos en un lado adyacente al árbol con un listón de pata y está unida por soldadura con el árbol a lo largo de este al menos un listón de pata, caracterizado porque la leva está unidad por soldadura con el árbol a través del listón de pata.
ARBOL DE LEVAS INSERTADAS.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/05/2006). Ver ilustración. Solicitante/s: MERZ, KARL. Clasificación: F01L1/047, F16H53/02.
Árbol de levas de un control de válvula en motores de combustión interna con árbol en forma de tubo y con levas colocadas radialmente sobre éste, en el que las levas encajan en cada caso en ajuste.
CASCO DE FRAGMENTACION PARA CUERPOS EXPLOSIVOS Y PROCEDIMIENTOS PARA SU FABRICACION.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/03/1993). Solicitante/s: MERZ, KARL. Clasificación: F42B12/26.
Casco de fragmentación para cuerpos explosivos, especialmente para proyectil, granada o mina, provisto de un cuerpo hueco de una sola pieza, dotado de lugares de rotura obligatoria, caracterizado porque el cuerpo hueco está cortado, por lo menos en una parte por lo menos un corte de separación de manera tal, que el cuerpo hueco conserva su carácter de cuerpo en una sola pieza y porque las superficies del corte, adyacentes entre sí, se apoyan entre sí y están fijadas en esa posición.
{kind=link}
{kind=link}
{kind=link}