Máquina de serrado de bobinas con ruedas de amolado y procedimiento de amolado.
(12/02/2020) Máquina de serrado para cortar bobinas de material en banda, que comprende:
una trayectoria de alimentación (PA) para las bobinas (L) que se van a cortar;
un cabezal de corte dispuesto a lo largo de la trayectoria de alimentación (PA);
una cuchilla de corte en forma de disco , que está montada sobre el cabezal de corte , gira alrededor de un eje de rotación (B-B) y está provista de un movimiento cíclico para cortar las bobinas (L);
dos ruedas de amolado , que están dispuestas y configuradas para amolar dos lados de un borde de corte (9B) de la cuchilla de corte en forma de disco , y cada una de las cuales gira alrededor de su propio eje de rotación (C-C; D-D);
en la que las ruedas de amolado están soportadas locas y son accionadas en rotación por fricción con la cuchilla de corte en forma de…
Máquina de rebobinado y procedimiento para producir bobinas de material en banda.
(05/06/2019) Máquina de rebobinado periférica continua automática para producir unas bobinas (L1) de material en banda (N) bobinado alrededor de núcleos de bobinado (A1, A2), que comprende:
una primera cuna de bobinado formada entre un primer rodillo de bobinado , un segundo rodillo de bobinado y un tercer rodillo de bobinado ; definiendo el primer rodillo de bobinado y el segundo rodillo de bobinado una luz a través de la cual pasan los núcleos de bobinado (A1, A2) con el material en banda (N) que está enrollándose alrededor de los mismos;
una segunda cuna de bobinado formada entre el primer rodillo de bobinado , el segundo rodillo de bobinado y un cuarto rodillo de bobinado ; estando el tercer rodillo de bobinado colocado…
Máquina de rebobinado y procedimiento para producir rollos de material en banda.
(03/04/2019) Máquina de rebobinado periférico automático continuo para producir rollos (L1, L2, L3) de material (N) en banda bobinado alrededor de unos núcleos de bobinado (A1, A2, A3), que comprende una primera cuna de bobinado formada entre un primer rodillo de bobinado , un segundo rodillo de bobinado y un tercer rodillo de bobinado , y una segunda cuna de bobinado formada entre el primer rodillo de bobinado , el segundo rodillo de bobinado y un cuarto rodillo de bobinado ; en la que el primer rodillo de bobinado y el segundo rodillo de bobinado definen un intersticio entre los mismos, a través del cual los núcleos de bobinado (A1, A2, A3), alrededor de los cuales se bobina el material (N) en banda,…
Máquina para cerrar el extremo final de un rollo de material en banda.
Sección de la CIP Técnicas industriales diversas y transportes
(20/02/2019). Solicitante/s: FABIO PERINI S.P.A.. Clasificación: B65H19/29.
Máquina para cerrar el extremo final (L) de un rollo (R) de material en banda (N), que comprende un primer dispositivo de aplicación de cola para cerrar dicho extremo final (L); caracterizada por que además comprende un segundo dispositivo de cierre mecánico para sellar mecánicamente el extremo final (L) mediante el anclaje del extremo final (L) del rollo (R) a una parte de una vuelta externa del material en banda (N) enrollado sobre el rollo (R).
PDF original: ES-2700981_T3.pdf
Máquina y procedimiento de rebobinado.
(04/04/2018) Máquina de rebobinado para bobinar un material en banda (N) alrededor de un núcleo tubular (A), que comprende:
- un primer rodillo de bobinado , alrededor del cual el material en banda (N) es guiado, definiendo por lo menos parcialmente una cuna de bobinado;
- una superficie de soporte de núcleos de bobinado , dispuesta para recibir un núcleo de bobinado (A) y para transportarlo hacia dicha cuna de bobinado, definiendo dicha superficie de soporte con el primer rodillo de bobinado un canal de suministro para los núcleos de bobinado (A);
- un elemento de corte del material en banda, que puede ser…
Máquina rebobinadora y procedimiento para la producción de rollos de material en banda.
(27/12/2017) Procedimiento para bobinar un material en banda (N) alrededor de un núcleo de bobinado (A1, A2) y para producir un rollo (L1; L2) de material en banda, que comprende las etapas siguientes:
- proporcionar un primer rodillo de bobinado y un segundo rodillo de bobinado que forman una luz de bobinado a través de la cual pasan dichos núcleos de bobinado (A1, A2) y dicho material en banda (N);
- bobinar una cantidad predeterminada de material en banda (N) alrededor de un primer núcleo de bobinado (A1) para formar un primer rollo (L1);
- después de bobinar dicho primer rollo (L1), cortar el material en banda (N) y comenzar a bobinar un segundo rollo (L2) alrededor de un segundo núcleo de bobinado,
caracterizado por que el material en banda (N) es cortado alargando el recorrido de dicho material en banda entre dicho primer rodillo de…
Máquina rebobinadora y procedimiento para producir bobinas de material en banda.
(19/10/2016) Máquina rebobinadora para producir bobinas de material en banda, que comprende un primer rodillo de bobinado ; una placa cóncava que se extiende alrededor del primer rodillo de bobinado , definiendo dicho primer rodillo de bobinado y dicha placa cóncava un canal de alimentación del material en banda (N); extendiéndose un paso de alimentación del material en banda a lo largo de dicho canal; aguas arriba de dicha placa cóncava , un componente móvil que presenta una superficie de pinzado (23B) que coopera con dicho primer rodillo de bobinado para pinzar el material en banda (N) contra el primer rodillo de bobinado ; en la que dicho componente móvil está dispuesto y controlado para pinzar el…
Dispositivo y procedimiento para extraer tambores de bobinado de un rollo de material en banda.
Sección de la CIP Técnicas industriales diversas y transportes
(17/08/2016). Solicitante/s: FABIO PERINI S.P.A.. Clasificación: B65H19/22.
Dispositivo para extraer un tambor de bobinado (M) de un rollo (R) de material en banda bobinado alrededor de dicho tambor de bobinado, que comprende por lo menos un primer elemento de sujeción y un segundo elemento de sujeción dispuestos y controlados de manera que extraigan las dos partes de tambor de bobinado (M1, M2) de extremos opuestos de un rollo, moviéndose en una dirección de extracción longitudinal paralela al eje del rollo (R), caracterizado por que dicho primer elemento de sujeción y dicho segundo elemento de sujeción se pueden mover a lo largo de un trayecto de avance de rollo y extraer dichas dos partes de tambor de bobinado al tiempo que avanzan conjuntamente con el rollo y con las dos partes de tambor de bobinado a lo largo de dicho trayecto de avance de rollo.
PDF original: ES-2596702_T3.pdf
Máquina rebobinadora y procedimiento de bobinado.
Sección de la CIP Técnicas industriales diversas y transportes
(17/08/2016). Solicitante/s: FABIO PERINI S.P.A.. Clasificación: B65H19/22.
Máquina rebobinadora para la producción de rollos de material en banda, que comprende: un trayecto para la alimentación del material en banda (N); un primer rodillo de bobinado y un segundo rodillo de bobinado que definen una línea de contacto a través de la que pasa el material en banda; aguas abajo de dicha línea de contacto , un tercer rodillo de bobinado con eje móvil, que coopera con el primer rodillo de bobinado y el segundo rodillo de bobinado para formar una cuna de bobinado para dichos rollos; caracterizada por un rodillo de bobinado auxiliar con eje móvil que se puede insertar entre el primer rodillo de bobinado y el segundo rodillo de bobinado aguas abajo de la línea de contacto.
PDF original: ES-2600504_T3.pdf
Acumulador para rollos de papel y procedimiento correspondiente.
(22/06/2016) Acumulador de bobinas de banda de papel tisú bobinado, que comprende:
- por lo menos un par de cadenas (7A, 7B) sustancialmente paralelas entre sí, a las cuales unas cunas están pivotantemente conectadas para recibir las bobinas (R) que se van a almacenar, estando dichas cunas separadas entre sí a lo largo de dicho par de cadenas, estando cada cuna conectada a dicho par de cadenas mediante unos elementos de constricción ;
- una entrada de bobina;
- una salida de bobina;
en el que dichas cadenas son accionadas alrededor de unas ruedas con ejes móviles soportados por un soporte móvil y unas ruedas con ejes fijos, subdividiendo dichas ruedas las dos cadenas…
Procedimiento y dispositivo para cerrar el extremo final de un rollizo de material en banda y rollizo obtenido.
(29/07/2015) Procedimiento para cerrar el extremo final (L) de un rollizo (R) de material en banda, que comprende las etapas siguientes:
proporcionar un dispositivo de plegado para formar un pliegue transversal (F) en una parte de material en banda desbobinado del rollizo;
proporcionar un elemento de unión mecánica de capas , dispuesto y controlado para unir mecánicamente el extremo final (L) a una parte del material en banda de dicho rollizo (R);
desbobinar una longitud de material en banda de un rollizo;
formar un pliegue en el material en banda a una distancia del extremo final aproximadamente igual que la extensión circunferencial de dicho rollizo, por medio de dicho dispositivo de plegado , sobresaliendo dicho pliegue (F) desde la superficie del rollizo;
sujetar dicho extremo final a dicho pliegue mediante dicho…
Procedimiento y dispositivo para la unión de capas de papel.
(24/06/2015) Procedimiento para la unión de capas de papel, en particular papel tisú, que comprende las etapas siguientes: gofrar una primera capa (V1) por medio de un rodillo gofrador provisto de unas protuberancias (1P) y un rodillo de presión que coopera con dicho rodillo gofrador, generando de este modo unas protuberancias (P1) en dicha capa (V1); alimentar dicha primera capa (V1) y una segunda capa (V2) entre el rodillo gofrador y por lo menos una unidad de unión de capas ; unir dichas primera y segunda capas (V1, V2) entre sí mediante una presión localizada en el paso entre dicho rodillo gofrador y dicha unidad de unión de capas ;…
Unidad de gofrado con múltiples rodillos de presión.
(22/04/2015) Unidad de gofrado para gofrar un material en banda, que comprende: por lo menos un primer rodillo de gofrado y un segundo rodillo de gofrado , definiendo dicho primer y segundo rodillo de gofrado una línea de contacto, a través de la cual se suministra el material en banda que está siendo procesando; caracterizada por que presenta por lo menos dos rodillos de presión (11A, 11B) que son desplazados alternativamente hacia una posición de funcionamiento en contacto con dicho primer rodillo de gofrado .
Procedimiento y dispositivo para pegar el borde libre de una bobina de material en banda en una máquina rebobinadora.
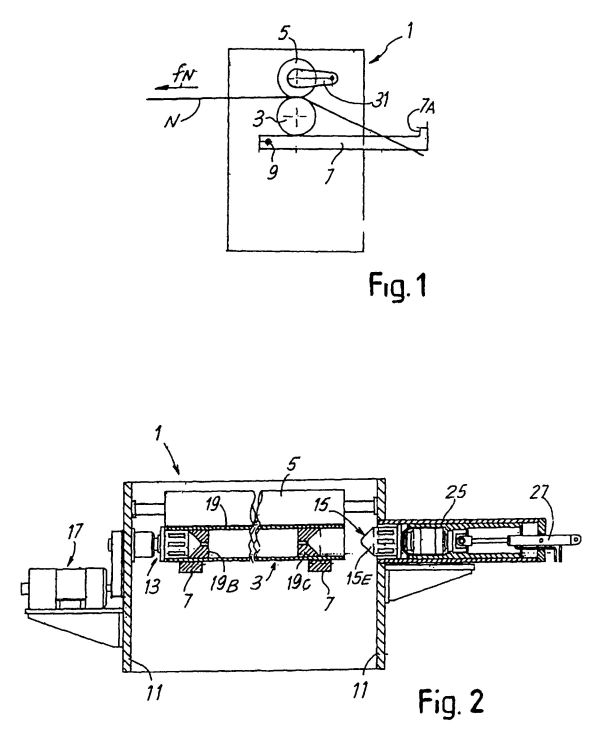
(05/11/2013) Procedimiento para producir bobinas (L) de material en banda (N), que comprende las etapas siguientes:
- proporcionar una unidad 5 de bobinado ;
- proporcionar un recorrido de alimentación del material en banda (N) hacia dicha unidad de bobinado ;
- proporcionar un dispositivo de corte para cortar el material en banda (N) después de finalizar el bobinadode cada bobina (L);
- disponer un dispensador de adhesivo para aplicar un adhesivo al material en banda (N);
- proporcionar un elemento de desvío dispuesto y controlado para desviar temporalmente el material enbanda (N) hacia dicho dispensador de adhesivo , comprendiendo dicho elemento de desvío un rodillode desvío giratorio dispuesto…
Máquina para cortar rollos de bandas.
(04/09/2013) Máquina de corte para cortar unas bobinas (L) de material en banda en series de rollos (R) con un recortefrontal y un recorte trasero, que comprende:
- por lo menos un canal de suministro de bobina;
- a lo largo de dicho canal de suministro, una estación de corte con por lo menos una cuchilla de corte (7A,7B) para dividir cada bobina (L) en unos rollos individuales (R) y en unos recortes frontal y trasero (RT, RC);
- un dispositivo de suministro de bobina para suministrar bobinas a lo largo de dicho canal de suministro, quecomprende por lo menos un elemento de empuje trasero de las bobinas (L) que se van a cortar,moviéndose a lo largo de dicho canal de suministro para empujar cada bobina a través de dicha estación decorte ;
caracterizada porque dicho dispositivo de suministro…
Máquina y procedimiento de producción de rollos de material en banda.
(05/06/2013) Procedimiento para la producción de rollos (L) de material en banda (N) bobinados alrededor de núcleos debobinado (A), en el que: dichos núcleos de bobinado (A) se forman enrollando unas longitudes (F) de un materiallaminar a lo largo de un recorrido de alimentación del material en banda (N), y dicho material en banda (N) estábobinado alrededor de cada núcleo de bobinado (A) para formar un rollo (L); caracterizado porque dicha longitud (F)de material laminar es adherida al material en banda (N) y avanza conjuntamente con dicho material laminar a lolargo de dicho recorrido de alimentación hacia una zona de bobinado del rollo ; y dicho material en banda (N)se interrumpe después de que dicha longitud (F) de material laminar se haya adherido a dicho material en banda.
Producto de papel multicapas o similar, procedimiento para su producción y sistema correspondiente.
(23/04/2013) Material en banda multicapas (N), que comprende al menos tres capas unidas entre sí mediante encolado, en elque
- una primera capa (V1) que forma una primera superficie exterior de dicho material presenta un primer patróncompuesto de unos primeros elementos decorativos (E1), formado cada uno de los mismos por por lo menos unaprotuberancia (P1) que sobresale hacia el interior de dicho material y que se obtiene gofrando dicha primeracapa (V1), presentando dichos primeros elementos decorativos una densidad no superior a 3 elementos/cm2.
- una segunda capa (V2) que forma una segunda superficie exterior de dicho material (N) presenta un segundopatrón compuesto de unos segundos elementos decorativos (E2), formado…
Máquina rebobinadora con un dispositivo de encolado para encolar el borde final del rollizo formado y procedimiento correspondiente.
(03/04/2012) Máquina rebobinadora para producir unos rollizos (L1, L2) de un material en banda (N) bobinado en un núcleo de bobinado (A1, A2, A3), que comprende:
• unos elementos de bobinado para bobinar el material en banda (N) y formar dichos rollizos (L1, L2);
• un elemento de corte para cortar el material en banda (N) al finalizar el bobinado de cada rollizo (L1, L2), para formar un borde final (Lf) del rollizo (L1, L2) terminado y un borde inicial (Li) de un rollizo (L1, L2) posterior;
• un alimentador para alimentar unos núcleos de bobinado (A1, A2, A3) tubulares hacia dichos elementos de bobinado;
• por lo menos un primer distribuidor de cola para aplicar una primera cola (C) a dichos núcleos de bobinado (A1, A2, A3), según por lo menos una banda longitudinal,
•…
Procedimiento y dispositivo para fabricar rollos de material en banda con una envoltura exterior.
(28/03/2012) Máquina rebobinadora para la producción de rollos (L) de material en banda (N), que comprende: una unidad de bobinado ; un trayecto para el suministro de material en banda (N) a dicha unidad de bobinado ; un sistema para la alimentación continua de dicho material en banda en dicha unidad de bobinado; en la que dicha unidad de bobinado es una unidad de bobinado periférica que comprende un primer rodillo de bobinado y un segundo rodillo de bobinado , que definen entre sí una línea de contacto a través de la que pasa dicho material en banda (N), y un tercer rodillo de bobinado con un eje móvil que, junto con dichos primer y segundo rodillos de…
DISPOSITIVO DE DESBOBINADO MULTIFUNCIÓN.
(29/12/2011) Dispositivo de desbobinado para desbobinar bobinas de material en banda, que comprende: - unos dispositivos de desbobinado para desbobinar simultáneamente una primera bobina (B1) y una segunda bobina (B2), - un dispositivo de empalme para unir entre sí un primer material en banda (N1) procedente de dicha primera bobina (B1) y un segundo material en banda (N2) procedente de dicha segunda bobina (B2), - por lo menos un elemento de acumulación para acumular el material en banda (N2) suministrado desde dicha segunda bobina (B2) antes del empalme con el material en banda (N1) suministrado a partir de dicha primera bobina (B1), - una primera trayectoria y una segunda trayectoria para…
MÁQUINA REBOBINADORA PERIFÉRICA Y CENTRAL COMBINADA.
(01/09/2011) Máquina rebobinadora para bobinar material en banda (N) en bobinas (R) alrededor de núcleos de bobinado (C, C2), que comprende: un primer rodillo de bobinado y un segundo rodillo de bobinado que definen un espacio a través del cual se insertan dichos núcleos y a través del cual se alimenta dicho material en banda (N); y por lo menos un par de elementos de acoplamiento motorizados , para acoplar los extremos de un núcleo de bobinado y transmitir un movimiento giratorio al núcleo durante por lo menos una parte del ciclo de bobinado de cada bobina, estando dichos elementos de acoplamiento y dicho primer y segundo rodillos de bobinado diseñados y dispuestos de manera que la bobina que se está formando se encuentre en contacto con dicho…
MÁQUINA REBOBINADORA PARA PRODUCIR BOBINAS DE MATERIAL EN BANDA Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE.
(16/08/2011) Máquina rebobinadora para producir bobinas de material en banda (N), que comprende: - una cuna de bobinado ; - un elemento de inserción para insertar los núcleos de bobinado (A, A1) en dicha cuna; - un eyector para expulsar las bobinas formadas a partir de dicha cuna de bobinado causando que giren en una rampa de descarga ; - un dispositivo de separación para separar el material en banda después de que se haya expulsado la bobina de dicha cuna; - una abertura , dispuesta a lo largo de la rampa de descarga, alargada en una dirección transversal a la dirección, en la que se descarga dicha bobina a lo largo de dicha rampa de descarga, comprendiendo dicho dispositivo de separación un elemento móvil que se inserta en dicha abertura para provocar la separación del material en banda entre la cuna…
PROCEDIMIENTO DE GOFRADO Y LAMINADO Y DISPOSITIVO PARA PRODUCIR PRODUCTOS EN BANDA CON MÚLTIPLES CAPAS Y PRODUCTO CORRESPONDIENTE.
(09/02/2011) Dispositivo de gofrado y laminado para la producción de un material en banda gofrado (N) con una pluralidad de capas (V1, V2, V3) adheridas entre sí, que comprende: - un cilindro de gofrado central provisto de una pluralidad de protuberancias (1P); - por lo menos tres rodillos de presión dispuestos a lo largo de la periferia de dicho cilindro de gofrado y provistos de una superficie elástica, que cooperan con dicho cilindro de gofrado ; - por lo menos tres recorridos para alimentar una o más capas (V1; V2; V3) entre el cilindro de gofrado central y cada uno de dichos rodillos de presión ; - por lo menos una primera unidad de pegado dispuesta entre dos rodillos de presión consecutivos y que cooperan con dicho cilindro…
ROLLO DE MATERIAL EN BANDA SIN NÚCLEO, MÁQUINA Y PROCEDIMIENTO PARA SU PRODUCCIÓN.
(25/01/2011) Rollo (R) de material en banda sin núcleo, con una primera parte interior de material en banda (N) formando un núcleo interior (R1) de dicho rollo, y una segunda parte exterior (R2) de material en banda bobinado alrededor de la parte exterior de dicho núcleo interior, caracterizado porque entre dicha primera parte que forma dicho núcleo interior y dicha segunda parte bobinada alrededor de la parte exterior de dicho núcleo está prevista una interfaz (F, F1, F2) que facilita el deslizamiento mutuo entre dichas primera y segunda partes, formando dicha primera parte interior (R1) y dicha segunda parte exterior (R2) de material en banda dos productos que se pueden utilizar de forma independiente (R1, R2) en la forma de rollos de material…
MAQUINA PARA LA FABRICACION DE TUBOS MEDIANTE EL ENROLLADO DE BANDAS DE MATERIAL EN BANDA.
(04/06/2010) Máquina para la fabricación de tubos (T) mediante el enrollado de unas bandas (S1, S2) de material en banda, que comprende:
- un husillo de enrollamiento , alrededor del cual son enrolladas dichas bandas (S1, S2) para formar dicho tubo (T) que se hace avanzar a lo largo de dicho husillo ;
- un dispositivo para suministrar y enrollar dichas bandas (S1, S2) alrededor de dicho husillo ;
- por lo menos una cuchilla para cortar longitudes de dicho tubo que está siendo formado, estando provista dicha cuchilla de un movimiento alternativo paralelo a dicho husillo ; y
- una contracuchilla en el interior del tubo (T) que está siendo formado, provista de un movimiento de traslación sincronizado con el movimiento de traslación de dicha cuchilla , estando sujetada dicha contracuchilla magnéticamente a un elemento móvil…
MAQUINA REBOBINADORA Y PROCEDIMIENTO DE ENROLLADO PARA LA PRODUCCION DE ROLLIZOS.
(27/05/2010) Máquina rebobinadora para enrollar un material en banda en rollizos alrededor de unos núcleos tubulares (A), que comprende:
- un recorrido de introducción de núcleos tubulares;
- un bastidor de enrollado ;
- un primer elemento móvil diseñado para que esté en contacto con el material en banda que debe enrollarse;
- una superficie de rodadura (13A, 13B) que forma, con dicho primer elemento móvil , un canal para el paso de dichos núcleos tubulares (A);
- un introductor para introducir dichos núcleos (A) en dicho canal , introduciéndose el núcleo en contacto con el material en banda (N) arrastrado alrededor del primer elemento móvil , apretándose el material en banda entre el primer elemento…
DISPOSITIVO DE DESBOBINADO AUTOMATICO Y CONTINUO PARA SUMINISTRAR MATERIAL EN FORMA DE BANDA A PARTIR DE BOBINAS.
(13/05/2010) Dispositivo de desbobinado para desbobinar bobinas de material en forma de banda (N1, N2) que comprende una estación de desbobinado , con elementos de desbobinado para desbobinar dichas bobinas y un dispositivo de unión para unir entre sí materiales en forma de banda (N1 y N2) procedentes de una primera bobina (B1) y de una segunda bobina (B2), en el que: en dicha estación de desbobinado se disponen por lo menos dos soportes para las bobinas de material en forma de banda respectivas; cada uno de dichos soportes está asociado con unos elementos de desbobinado respectivos, que confieren el movimiento giratorio a la bobina dispuesta en el soporte respectivo, estando dichos soportes construidos y dispuestos para soportar de forma simultánea dos…
PROCEDIMIENTO Y MAQUINA PARA LA FORMACION DE ROLLIZOS DE MATERIAL EN BANDA, CON UN DISPOSITIVO MECANICO PARA FORMAR LA VUELTA INICIAL DE LOS ROLLIZOS.
(03/03/2010) Procedimiento para el bobinado de un material en banda alrededor de un núcleo de enrollado, que comprende las etapas siguientes:
- bobinar un primer rollizo (L) de material en banda (N) alrededor de un primer núcleo (A);
- tras la terminación del bobinado del primer rollizo (L), cortar el material en banda (N) por medio de un dispositivo separador de banda , formando un borde final (C) y un borde inicial (T);
- comenzar a bobinar un segundo rollizo (L) de material en banda (N) alrededor de un nuevo núcleo de enrollado (A) formando una primera vuelta de material en banda alrededor de dicho nuevo núcleo de enrollado (A); caracterizado…
MAQUINA REBOBINADORA CON UN DISPOSITIVO DE ENCOLADO PARA ENCOLAR EL BORDE FINAL DEL ROLLIZO FORMADO Y PROCEDIMIENTO DE BOBINADO CORRESPONDIENTE.
(04/02/2010) Máquina rebobinadora para producir unos rollizos (L1, L2) de material en banda bobinado (N), que comprende:
un bastidor de bobinado para bobinar el material en banda y formar dichos rollizos, que incluye por lo menos un primer elemento de bobinado alrededor del cual se alimenta dicho material en banda (N);
un alimentador para alimentar unos núcleos de bobinado tubulares (A1, A2, A3, A4; A5), alrededor de los cuales se enrollan dichos rollizos, hacia dicho bastidor de bobinado;
unos medios para cortar dicho material en banda tras la terminación del bobinado de cada rollizo (L1, L2);
por lo menos un primer distribuidor de cola que incluye un elemento mecánico que toca el material en banda al final del bobinado de cada rollizo (L1, L2), para aplicar una primera cola (C2) a una…
PROCEDIMIENTO Y DISPOSITIVO PARA LA UNION DE CAPAS DE PAPEL.
(16/04/2009) Procedimiento para la unión de capas de papel, en particular papel tisú, que comprende las etapas siguientes: gofrar una primera capa (V1) por medio de un rodillo gofrador provisto de unas protuberancias (1P) y un rodillo de presión que coopera con dicho rodillo gofrador, generando de este modo unas protuberancias (P1) en dicha capa (V1); alimentar dicha primera capa (V1) y una segunda capa (V2) entre el rodillo gofrador y por lo menos una unidad de unión de capas ; unir dichas primera y segunda capas (V1, V2) entre sí mediante una presión localizada en el paso entre dicho rodillo gofrador y dicha unidad de unión de capas ; en el que por lo menos una de dichas capas se humedece en las zonas en las que se ejerce la presión localizada; caracterizado porque dicha presión localizada…
DISPOSITIVO DE GOFRADO CON UN RODILLO GOFRADOR COMPUESTO POR UN MANGUITO INTERCAMBIABLE Y CENTROS DE SOPORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2009). Ver ilustración. Solicitante/s: FABIO PERINI S.P.A.. Clasificación: B31F1/07.
Dispositivo de gofrado que comprende: por lo menos un rodillo gofrador intercambiable ; por lo menos un contrarrodillo que coopera con dicho rodillo gofrador; y dos cabezales que se acoplan con el rodillo gofrador intercambiable en los extremos del mismo, caracterizado porque el rodillo gofrador comprende un manguito intercambiable que puede apretarse en dichos dos cabezales ; y porque por lo menos uno de dichos cabezales presenta unos elementos expansibles (13C, 15C) para apretar por torsión el manguito intercambiable.
PROCEDIMIENTO Y MAQUINA PARA LA PRODUCCION DE ROLLIZOS DE MATERIAL EN BANDA.
(16/06/2008) Máquina rebobinadora para el bobinado de un material en banda (N) en unos rollizos (R), que comprende: un recorrido de alimentación para alimentar el material en banda hacia un sistema de enrollado ; un elemento de interrupción para interrumpir el material en banda al final del enrollado de un rollizo; un alimentador de núcleos para introducir unos núcleos de enrollado (A1, A2) en sucesión en una canal determinado por una superficie de rodadura y un elemento de alimentación de núcleos móvil , dispuesto de tal manera que cuando esté introducido un núcleo en dicho canal el material en banda (N) esté entre dicho núcleo de enrollado (A1, A2) y dicho elemento de alimentación y en contacto con dicho…
{kind=link}