Procedimiento e instalación de corte por láser con modificación del factor de calidad del haz láser mediante un componente óptico difrangente.
(18/03/2015) Procedimiento de corte mediante haz láser de une pieza que se va a cortar, en el que:
a) se genera un haz láser incidente que presenta una longitud de onda llamada de trabajo y un factor de calidad (BPP) inicial dado, por medio de una fuente láser de fibras que contienen iterbio acoplada a al menos una fibra óptica de transporte de haz,
b) se hace llegar dicho haz láser incidente hasta un cabezal de focalización que incluye al menos una óptica de focalización ,
c) se focaliza el haz láser incidente por medio de la óptica de focalización en orden a obtener un haz láser focalizado, y
d) se corta la pieza por medio del haz láser focalizado,
caracterizado…
Cabezal de focalización láser con lentes de ZnS que tienen un espesor en los bordes de al menos 5 mm; instalación y proceso de corte láser que emplean un cabezal de focalización de ese tipo.
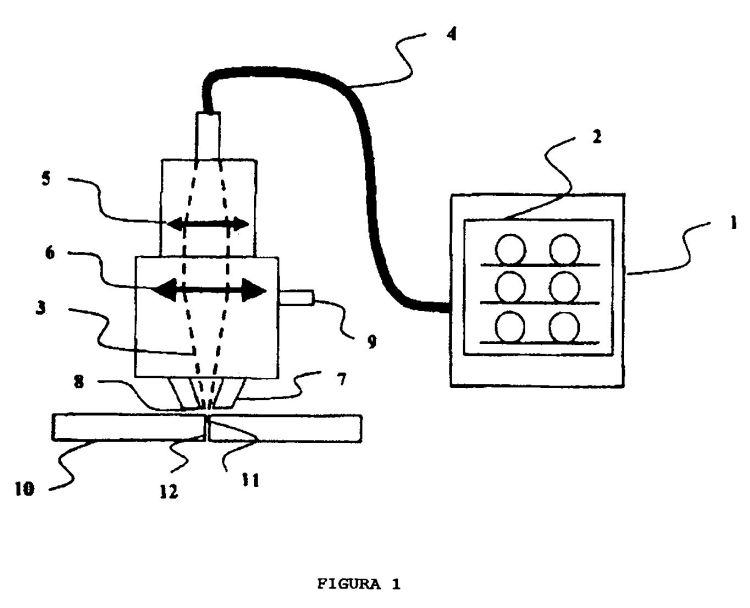
(15/01/2014) Cabezal de focalización de haz láser que comprende una lente de colimación y una lente de focalización , caracterizado por que:
- la lente de colimación y la lente de focalización son de ZnS y tienen un espesor en los bordes de al menos 5 mm, y
- un espejo de reenvío que funciona en un ángulo de incidencia (α) comprendido entre 40 y 50º está dispuesto en el trayecto del haz láser en el seno de dicho cabezal de focalización, entre las lentes de colimación y de focalización .
PROCEDIMIENTO DE CORTE CON UN LÁSER QUE TIENE AL MENOS UNA FIBRA A BASE DE ITERBIO CON CONTROL AL MENOS DE LA POTENCIA DE LA FUENTE DE LÁSER, DEL DIÁMETRO DEL HAZ FOCALIZADO Y DEL FACTOR CALIDAD DEL HAZ.
(22/07/2011) Procedimiento de corte mediante haz láser de una pieza que va a cortarse, en el que se usan medios de generación de haz láser que comprenden al menos una fibra que contiene iterbio que tiene una longitud de onda de entre 1 y 4 µm para generar el haz láser de una potencia comprendida entre 0,1 y 40 kW, caracterizado porque dicho haz láser se selecciona de manera que presenta: - una densidad de potencia de entre 1,5 y 20 MW/cm 2 , - un diámetro de haz focalizado comprendido entre 0,1 mm y 0,50 mm y - un factor de calidad (BPP) de entre 2 y 8 mm·mrad
PROCEDIMIENTO DE CORTE DE FIBRA DE ACERO INOXIDABLE CON UN LASER.
(18/05/2010) Procedimiento de corte de una pieza de acero inoxidable por haz láser , en el cual se utilizan medios de generación de haz láser que comprenden al menos una fibra que contiene iterbio para generar el haz láser que sirve para fundir la pieza y de este modo realizar el corte propiamente dicho, caracterizado porque:
- el factor de calidad del haz láser está comprendido entre 1 y 8 mm.mrad, y
- la pieza a cortar tiene un espesor entre 0,40 y 30 mm
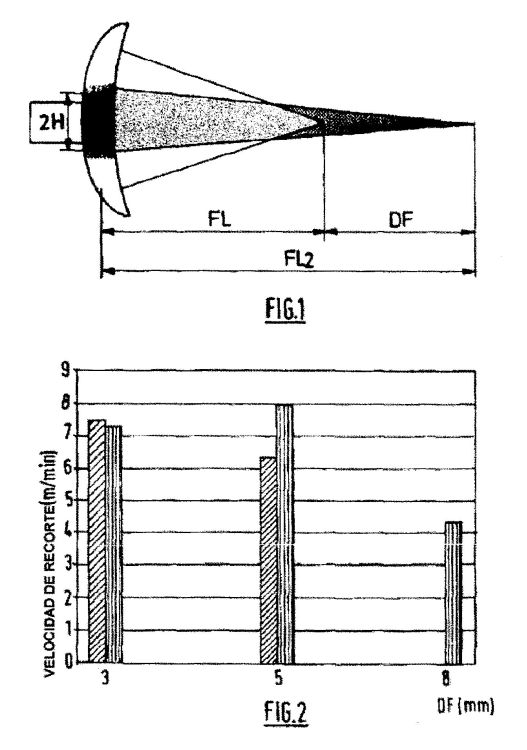
CORTE DE LASER CON LENTE BIFOCAL DE PIEZAS METALICAS DE POCO ESPESOR.
Sección de la CIP Técnicas industriales diversas y transportes
(21/05/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME A DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITAT. Clasificación: B23K26/06.
Procedimiento de recorte con rayo láser de una pieza metálica que tiene un espesor inferior a 5 mm, en el que se emplea una lente de doble enfoque que permite enfocar el rayo láser en al menos unos puntos primero (PF1) y segundo (PF2) de enfoque distintos entre sí y situados en el eje del rayo, presentando la lente una parte central de un diámetro (2H) que presenta un radio de curvatura diferente del de la parte externa periférica de la lente, estando la parte del rayo incidente situada en el exterior del diámetro (2H) enfocada en el primer punto focal (PF1) situado a una distancia focal (FL) y estando la parte del rayo incidente situada en el interior del diámetro (2H) enfocada en un segundo punto focal (PF2) situado a un distancia (DF) detrás del primer punto de enfoque (PF1) en el sentido de la propagación de la luz, caracterizado porque la distancia focal (FL) está comprendida entre 80 y 135 mm y dicho diámetro (2H) es inferior a 20 mm.
PROCEDIMIENTO DE CORTE DE UNA PIEZA DE ACERO C-MN CON AYUDA DE UNA FIBRA QUE CONTIENE ITERBIO.
Sección de la CIP Técnicas industriales diversas y transportes
(06/05/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE
AIR LIQUIDE WELDING FRANCE. Clasificación: B23K26/14, B23K26/38, B23K26/40.
Procedimiento de corte por rayo láser de una pieza de acero C-Mn, caracterizado porque se utilizan medios de generación de rayo láser que comprenden al menos una fibra que contiene iterbio para generar el rayo láser y porque el factor de calidad del rayo láser está comprendido entre 0,33 y 8 mm.mrad.
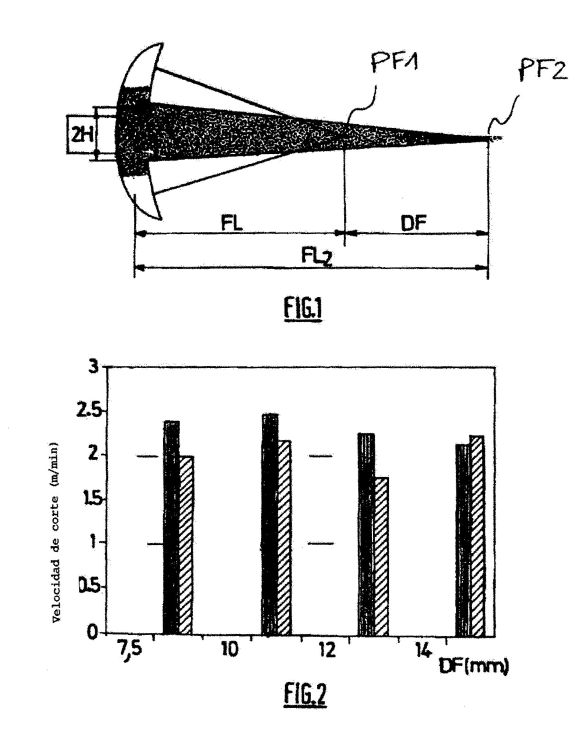
LASER DE CORTE CON LENTILLA CON DOBLE FOCALIZACION DE PIEZAS METALICAS DE GRAN GROSOR.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S.A.. Clasificación: B23K26/06.
Procedimiento de corte por haz de láser de una pieza metálica que tiene un grosor comprendido entre 5 y 20 mm, en el cual se utiliza una lentilla con doble focalización que permite focalizar el haz de láser en al menos un primer (PF1) y un segundo (PF2) puntos de focalización distintos el uno del otro y situados sobre el eje del haz de láser, caracterizado porque la lentilla presenta una longitud focal (FL) comprendida entre 170 y 300 mm, y porque la lentilla presenta una parte central con diámetro (2H) que presenta un primer radio de curvatura para focalizar el primer punto de focalización (PF1) en la longitud focal (FL), dicho diámetro (2H) es inferior a 20 mm.
{kind=link}
{kind=link}
{kind=link}