21 inventos, patentes y modelos de LEFEBVRE, PHILIPPE
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa; procedimiento de corte con haz láser de una pieza metálica que usa tal boquilla.
(04/12/2019) Boquilla de corte por láser que comprende:
- un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de boquilla , un orificio de entrada que permite alimentar dicho primer alojamiento axial con gas de asistencia y un primer orificio de salida situado en correspondencia con una cara anterior (1a) de una primera parte de dicho cuerpo de boquilla , y
- un elemento móvil establecido dentro del primer alojamiento axial del cuerpo de boquilla , comprendiendo dicho elemento móvil una parte anterior (2a) en configuración de faldilla y un paso axial con un segundo orificio de salida que desemboca en correspondencia con dicha parte anterior (2a) en configuración…
Lápiz para escribir o colorear.
Sección de la CIP Técnicas industriales diversas y transportes
(06/02/2019). Solicitante/s: CONTE. Clasificación: B43K19/16, B43K19/02, B43K19/18.
Lápiz para escribir o colorear que comprende las siguientes 3 capas obtenidas por coextrusión:
- una mina no expandida a base de poliolefina,
- una capa intermedia protectora no expandida que rodea la mina y que comprende una mezcla de poliestireno y EVA, y
- un material de madera sintética expandida a base de un polímero de estireno que rodea la capa intermedia protectora,
con una relación de grosor de la capa intermedia protectora/radio de la mina entre 0,05 y 0,17, ventajosamente entre 0,07 y 0,15.
PDF original: ES-2724368_T3.pdf
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa.
(06/06/2018) Boquilla de corte por láser que comprende:
- un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de boquilla , un orificio de entrada que permite alimentar dicho primer alojamiento axial con gas de asistencia y un primer orificio de salida situado en correspondencia con una cara anterior (1a) de dicho cuerpo de boquilla , y
- un elemento móvil establecido dentro del primer alojamiento axial del cuerpo de boquilla , comprendiendo dicho elemento móvil una parte anterior (2a) en configuración de faldilla y un paso axial con un segundo orificio de salida que desemboca en correspondencia con dicha parte anterior (2a) en configuración de faldilla,
estando determinados el cuerpo de boquilla y el elemento móvil a partir de un…
Boquilla láser con elemento móvil interno y cubierta externa, cabeza de focalización que comprende dicha boquilla, instalación láser que comprende dicha cabeza; procedimiento de corte por rayo láser que utiliza uno de los dispositivos precedentes.
(28/12/2016) Boquilla láser que comprende:
- un cuerpo de boquilla que comprende un primer alojamiento axial que comprende un primer orificio de salida situado a nivel de una cara delantera (1a) del cuerpo de boquilla , y
- un elemento móvil dispuesto en el primer alojamiento axial del cuerpo de boquilla , que comprende una parte delantera (2a) que forma faldón y un paso axial con un segundo orificio de salida que desemboca a nivel de la citada parte delantera (2a) que forma faldón, y
- un elemento elástico dispuesto en el primer alojamiento axial , entre el cuerpo de boquilla y el elemento móvil ,
caracterizado por que
- el elemento móvil es apto para desplazarse en traslación en el primer alojamiento axial en dirección al primer…
Boquilla láser de elemento móvil externo.
(30/11/2016) Boquilla que comprende:
- un cuerpo de boquilla que comprende un primer paso axial y un orificio de entrada (11') que permite alimentar el citado primer paso axial de gas de asistencia ,
- una cubierta externa que comprende un alojamiento axial y un primer orificio de salida situado a nivel de una cara delantera (13a) de la citada cubierta externa , estando dispuesto el cuerpo de boquilla al menos parcialmente en el citado alojamiento axial ,
- un elemento móvil que comprende un segundo paso axial y una parte delantera (3a) que forma faldón, estando dispuesto el citado elemento…
Boquilla láser con elemento móvil.
(30/03/2016) Boquilla láser que comprende:
- un cuerpo de boquilla que comprende un alojamiento axial que, pasante axialmente por dicho cuerpo de boquilla , comprende un primer orificio de salida situado en correspondencia con la cara anterior (1a) del cuerpo de boquilla , y
- un elemento móvil que comprende una parte anterior (2a) en configuración de faldilla, establecido en el alojamiento axial del cuerpo de boquilla , estando dicho elemento móvil facultado de movimiento de traslación dentro del alojamiento axial del cuerpo de boquilla y comprendiendo un paso axial con un segundo orificio de salida que desemboca por la parte anterior en configuración de faldilla, caracterizada por que:
- el elemento móvil es apto para desplazarse en traslación dentro del alojamiento axial en dirección al primer orificio…
Boquilla de láser con un elemento móvil sobre una capa gaseosa.
(30/03/2016) Una boquilla de láser que comprende:
- un cuerpo de boquilla que comprende un alojamiento axial que atraviesa axialmente dicho cuerpo de boquilla y que comprende un primer orificio de salida situado a nivel de la cara anterior (1a) del cuerpo de boquilla ,
- un elemento móvil dispuesto en el alojamiento axial del cuerpo de boquilla que comprende una parte anterior (2a) que forma un faldón y un paso axial con un segundo orificio de salida que desemboca a nivel de la parte anterior (2a) que forma el faldón, siendo dicho elemento móvil capaz de moverse traslacionalmente en el alojamiento axial en dirección del primer orificio de salida bajo el efecto de una presión de gas que se ejerce sobre el elemento móvil , y
…
Procedimiento de soldadura láser de tipo CO2 con tobera de chorro dinámico.
(07/11/2012) Dispositivo para vía aérea para uso en seres humanos o animales que comprende un tubopara las vías aéreas provisto de un extremo distante y un extremo próximo , en el que el extremo distante del cual está rodeado por un manguito laríngeo adaptado para formar un ajuste anatómico sobre la entrada laríngea de un paciente, el dispositivo adicionalmentecomprendiendo un estabilizador de la cavidad bucal colocado sobre o alrededor del tubopara la vía aérea entre el manguito laríngeo y el extremo próximo del tubo, dicho estabilizador de la cavidad bucalestando adaptado para encajar con la cara anterior de la lengua del paciente, el tamaño, forma, blandura yconfiguración del estabilizador bucal estando adaptados para proporcionar estabilidad y evitar el movimiento de…
Procedimiento de soldadura láser que uitliza una boquilla apta para estabilizar el keyhole.
(04/07/2012) Procedimiento de soldadura por haz láser que pone en práctica una boquilla (B) de soldadura por haz láser (A)formada por un cuerpo de boquilla de eje (X-X) que comprende al menos una superficie superior , unasuperficie inferior y una pared periférica y varios pasos internos perforados a través del cuerpo de boquilla entre las superficies superior e inferior , caracterizado porque se pone en práctica una boquilla (B) quecomprende:
- un vaciado axial que se extiende entre las superficies superior e inferior del cuerpo de boquilla ,dispuesto en la pared periférica del cuerpo de boquilla de manera que forma un canal externo remetido conrespecto a la superficie de la citada pared periférica , teniendo el cuerpo de boquilla una forma generalsemitroncocónica y comprendiendo la pared periférica del citado cuerpo de boquilla…
DISPOSITIVO DE DEVANADO DE CABLES BOBINADOS EN CORONA.
(11/05/2010) Dispositivo de devanado que tiene un carrete constituido por un tambor (1A) y dos discos laterales (1B, 1C) y un soporte de carrete , sobre el que este último está montado con libertad de giro, teniendo este soporte dos paredes laterales (3A, 3B) unidas de forma rígida por al menos dos barras transversales dispuestas en la proximidad de dos de sus esquinas, estando dicho carrete equipado con un larguero constituido por dos brazos (2A, 2B) conectados a dicho tambor, con libertad de giro según su eje longitudinal y unidos por una barra transversal de prensión (2C), y teniendo dichas paredes laterales (3A, 3B) del soporte disposiciones de sostenimiento y de bloqueo de este larguero, caracterizado porque…
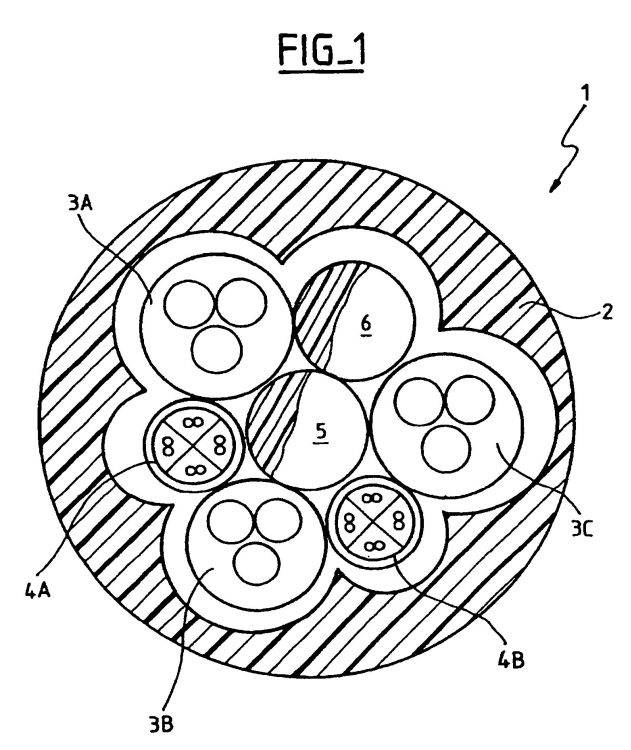
CABLE HIBRIDO MULTIFUNCION DE ALIMENTACION DE LOS RECURSOS DE UN PUESTO DE USUARIO.
Sección de la CIP Electricidad
(17/07/2009). Ver ilustración. Solicitante/s: NEXANS. Clasificación: H01B9/00.
Cable multifunción que comprende dentro de una funda al menos dos cables de energía para corriente alta y al menos un cable de datos para corriente baja, caracterizado porque los citados cables están trenzados según una hélice de paso comprendido entre 150 mm y 350 mm.
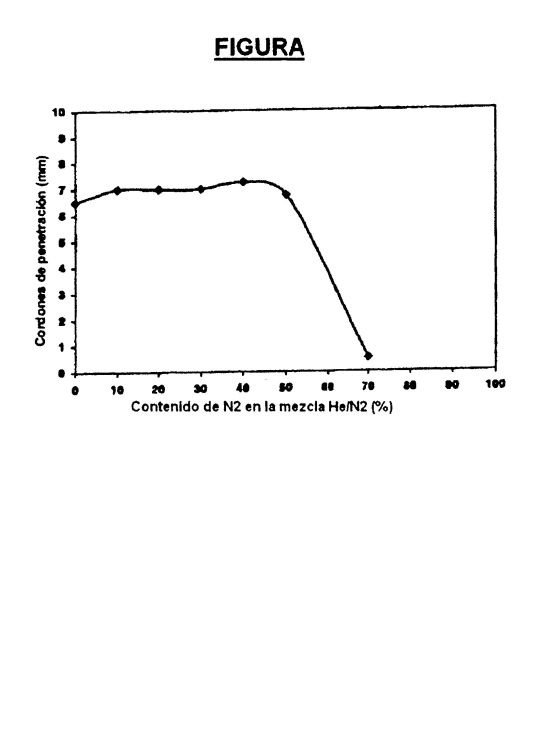
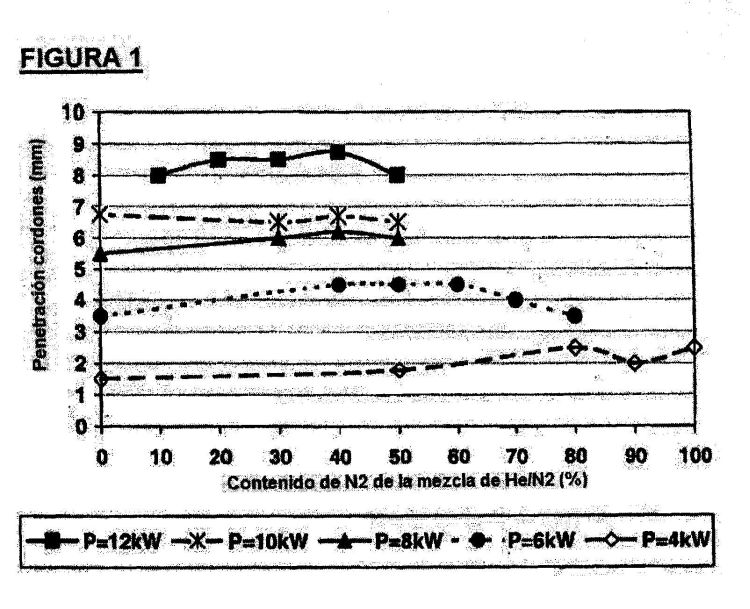
UTILIZACION DE MEZCLAS GASEOSAS HELIO/NITROGENO EN SOLDADURA LASER DE TUBOS DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(06/05/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S. A. DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PROCE. Clasificación: B23K26/26, B23K26/32, B23K26/12, B23K26/30, B23K35/38.
Procedimiento de soldadura, el uno con el otro, de los dos bordes longitudinales de una lámina de acero inoxidable austenítico, ferrítico o martensítico, que tiene un espesor de 0.5 a 4 mm, de manera a obtener un tubo soldado, que utiliza al menos un haz láser que tiene una potencia que va hasta 12 kW, y en el cual se utiliza una mezcla gaseosa constituida de 30% a 80% en volumen de nitrógeno y el resto de helio (hasta a 100%) para realizar una soldadura de penetración total o casi total, dicha lámina de acero que forma el tubo teniendo un índice de picadura (PI) tal que: PI = [%Cr]+ 3,3 x [%Mo]+ 16 x[%N] con PI < 35 donde: [%Cr], [%Mo] y [%N] son las proporciones ponderales de cromo, molibdeno y nitrógeno en el acero inoxidable de la lámina a soldar.
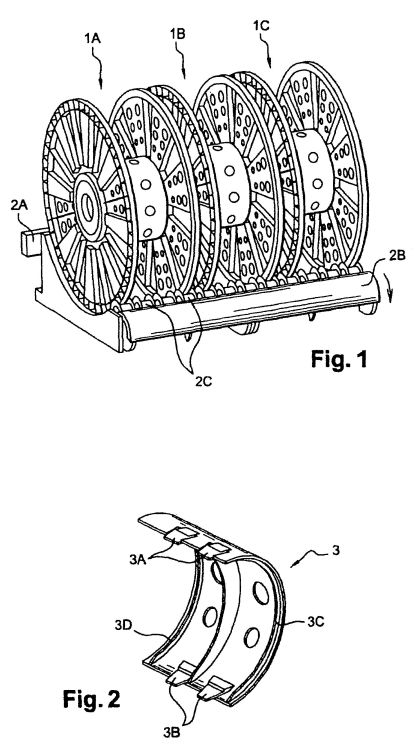
CARRETE QUE INCLUYE UN ASA DE TRANSPORTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2009). Ver ilustración. Solicitante/s: NEXANS. Clasificación: B65H75/18, B65H75/14, B65H75/40.
Disco de carrete , que incluye una disposición de montaje para un asa de transporte del carrete, caracterizado porque este asa se articula en una ranura circular (4C) del disco y puede pivotar en un primer sentido en el que se encastra completamente en dicha ranura, en una posición llamada de utilización, y en otro sentido en el que se pone a tope en una posición sobresaliente de dicha ranura, en una posición llamada de almacenamiento.
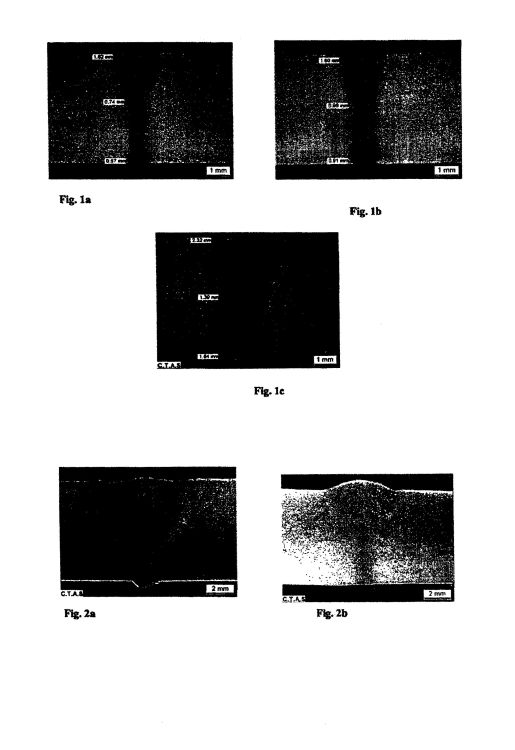
PROCEDIMIENTO DE SOLDADURA LASER O HIBRIDA LASER-ARCO CON FORMACION DE UN PLASMA POR EL LADO REVERSO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2009). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME A DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITAT. Clasificación: B23K26/14.
Procedimiento de soldadura láser de tipo CO2 para ensamblar por soldadura una o varias piezas metálicas, en el cual: #(a) se pone por el lado anverso de la o de las piezas a soldar, un primer gas de protección, #(b) se pone por el lado reverso de la o de las piezas a soldar, un segundo gas de protección, este segundo gas de protección es un gas de composición diferente a la del primer gas de protección, #(c) se realiza una junta de soldadura con plena penetración a través de un "keyhole" obtenido mediante al menos el haz láser liberado por el lado anverso de la o de las piezas, y (d) se crea, durante la etapa c), un plasma por el lado reverso en el segundo gas de protección utilizando al menos una parte de la potencia transmitida a través del "keyhole" de la etapa c) para desencadenar la aparición de dicho plasma en el gas de protección por el lado reverso, dicho plasma por el lado reverso participa en la realización de dicha junta de soldadura.
PROCEDIMIENTO E INSTALACION DE SOLDADURA LASER CON UNA MEZCLA GASEOSA N2/HE, EN CANTIDADES CONTROLADAS EN FUNCION DE LA POTENCIA LASER.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2008). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE. Clasificación: B23K26/12.
Procedimiento de soldadura por rayo láser empleando una mezcla gaseosa de protección que contiene nitrógeno y helio, en la cual la proporción de nitrógeno y/o helio en dicha mezcla gaseosa es escogida o ajustada en función de la potencia o de la densidad de potencia de dicho rayo láser, caracterizado porque la proporción de helio en la mezcla gaseosa es aumentada cuando la potencia láser o la densidad de potencia aumenta.
UTILIZACION DE MEZCLAS DE GASES HELIO/NITROGENO EN SOLDADURA LASER DE FLANCOS EMPALMADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/2008). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S. A. DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PROCE. Clasificación: B23K26/32, B23K26/12, B23K35/38.
Procedimiento de soldadura de flancos empalmados formados por un material que contiene mayoritariamente acero, utilizando al menos un haz de láser, en el que se realiza al menos una unión de soldadura de tipo de penetración completa utilizando una mezcla gaseosa que comprende nitrógeno y helio para asistir a dicho haz de láser, caracterizado porque el material contiene una proporción superior a 0,015% en peso de aluminio y porque la mezcla gaseosa está constituida por 30% a 80% en volumen de nitrógeno y helio para el resto (hasta 100%).
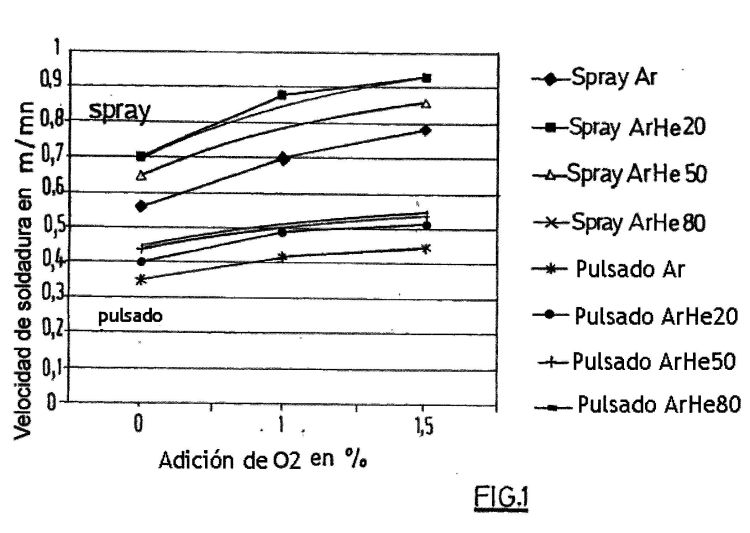
PROCEDIMIENTO DE SOLDADURA MIG DE ALUMINIO Y DE SUS ALEACIONES CON GAS DE PROTECCION DE TIPO AR/HE/O2.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2008). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES. Clasificación: B23K9/23, B23K9/173, B23K9/16.
Procedimiento de soldadura MIG en régimen spray sin modulación de corriente o en régimen pulsado, de aluminio y de aleaciones de aluminio, con aplicación de una protección gaseosa de al menos una parte de la zona de soldadura, caracterizado porque la protección gaseosa es una mezcla gaseosa constituida, en volumen, del 0, 8% al 1, 80% de oxígeno y del 15% al 98, 20% de helio, estando constituido el posible resto por argón.
PROCEDIMIENTO DE SOLDADURA MIG DE ALUMINIO Y DE SUS ALEACIONES A REGIMEN PULSADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2005). Ver ilustración. Solicitante/s: L'AIR LIQUIDE S. A. DIRECTOIRE ET CONSEIL DE SURVEILLANCE POUR L'ETUDE ET L'EXPLOITATION DES PROCE. Clasificación: B23K9/173.
Procedimiento de soldadura MIG a régimen pulsado, del aluminio y aleaciones de aluminio, con la ejecución de una protección gaseosa de al menos una parte de la zona de soldadura, caracterizado porque la protección gaseosa es una mezcla gaseosa constituida de 1, 20% a 1, 70% de oxígeno y de argón para el resto, la velocidad de soldadura es de 0.25 m/min a 1.20 m/min y la velocidad de hilo es de 2.5 m/min a 20 m/min.
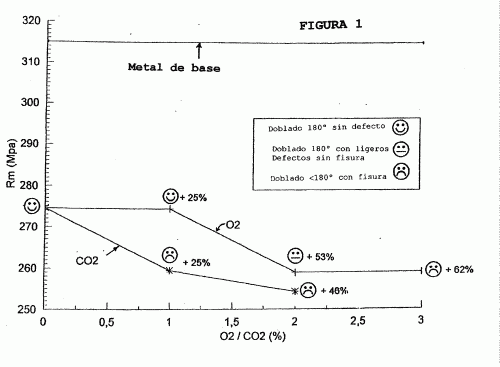
PROCEDIMIENTO DE SOLDADURA HIBRIDA CON ARCO POR LASER CON MEZCLA GASEOSA APROPIADA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2004). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE L'AIR LIQUIDE S.A. Clasificación: B23K26/14, B23K28/02.
Procedimiento de soldadura híbrida por láser/arco eléctrico con electrodo, de una o más piezas metálicas a unir por realización de la menos una junta de soldadura entre los bordes a soldar portados por dicha o dichas piezas metálicas, siendo dicha junta de soldadura obtenida por la utilización de al menos un haz láser y de al menos un arco eléctrico, en el cual, durante la soldadura de la junta, se protege al menos una parte de la zona de soldadura que comprende al menos una parte de dicha junta de soldadura durante la realización con al menos una atmósfera protectora, caracterizado porque la atmósfera protectora está formada por una mezcla gaseosa compuesta: - de al menos 70% en volumen de argón o de helio, y - de CCO2 o de O2, siendo el contenido de CO2 o de O2 no nulo y siendo hasta 30% en volumen.
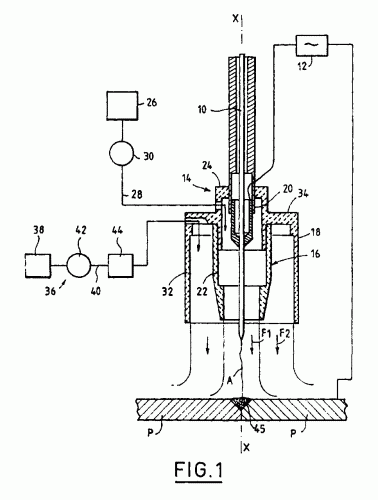
PROCEDIMIENTO Y DISPOSITIVO PARA LA REDUCCION DE LAS EMISIONES DE OZONO PRODUCIDAS DURANTE UNA OPERACION DE SOLDADURA CON ARCO ELECTRICO BAJO UN GAS DE PROTECCION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2001). Ver ilustración. Solicitante/s: L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE. Clasificación: B23K35/38, B23K9/167.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UNA DISPOSICION DE REDUCCION DE LAS EMISIONES DE OZONO PRODUCIDAS DURANTE UNA OPERACION DE SOLDADURA AL ARCO BAJO GAS PROTECTOR (F1, 26). EL PROCEDIMIENTO IMPLICA EL EMPLEO DE UN GAS QUE ENVUELVE (F2,38) EL ARCO ELECTRICO, DICHO GAS ENVOLVENTE TIENE UNA TEMPERATURA SUPERIOR A 100 (GRADOS) C INMEDIATAMENTE ANTES DE LA RAIZ DEL ARCO ELECTRICO. APLICACION EN EL PROCEDIMIENTO DE SOLDADURA DE TIPO TIG.
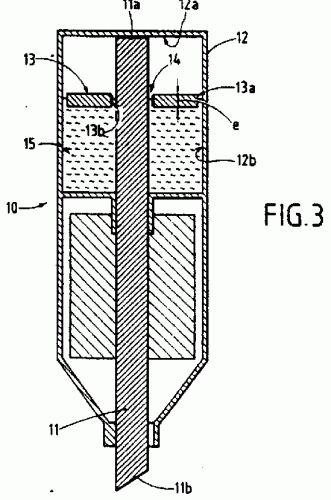
ARTICULO PARA ESCRIBIR CON TINTA LIQUIDA CUYO DEPOSITO ESTA EQUIPADO CON UN SISTEMA ANTI-DESALIMENTACION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2000). Ver ilustración. Solicitante/s: CONTE S.A.. Clasificación: B43K8/04, B43K5/12.
LA INVENCION SE REFIERE A UN ARTICULO PARA ESCRIBIR CUYA TINTA LIQUIDA ESTA CONTENIDA EN UN DEPOSITO Y ES TRANSFERIDA DESDE DICHO DEPOSITO HASTA LA CABEZA DE ESCRITURA (11B) POR UNA PUNTA DE TRANSFERENCIA CAPILAR . LA PUNTA DE TRANSFERENCIA SE EXTIENDE SOBRE TODA LA ALTURA DEL DEPOSITO HASTA EL FONDO (12A) DE ESTE Y EL ARTICULO LLEVA UN ELEMENTO CAPILAR MONTADO LIBRE EN EL DEPOSITO ALREDEDOR DE LA PUNTA DE TRANSFERENCIA , ESTANDO EL ORIFICIO DEL ELEMENTO CAPILAR LIGERAMENTE SOBREDIMENSIONADO RESPECTO A LA PUNTA DE TRANSFERENCIA Y ESTANDO EL BORDE EXTERIOR (13A) DEL ELEMENTO CAPILAR MUY CERCA DE LA PARED INTERNA (12B) DEL DEPOSITO , PARA QUE DURANTE SU DESLIZAMIENTO A LO LARGO DE LA PUNTA DE TRANSFERENCIA EL ELEMENTO CAPILAR NIVELE LA PARED INTERNA (12B) DEL DEPOSITO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}