Barra de laminación como herramienta interior en la fabricación de cuerpos huecos metálicos sin costura y método para producir un cuerpo hueco metálico.
Sección de la CIP Técnicas industriales diversas y transportes
(28/03/2018). Solicitante/s: Vallourec Deutschland GmbH. Clasificación: B21B25/00.
La barra de laminación como herramienta interna en la producción de cuerpos huecos metálicos sin costura, en particular la conformación por estiramiento de bloques metálicos huecos para formar tubos sin costura por medio de un tren de laminación de múltiples soportes, que tiene una superficie que comprende una capa de nitruración, caracterizada porque la barra de laminación consiste en un material de acero resistente al calor que tiene un equivalente de cromo Creq. de más de 6,5, calculado de acuerdo con Creq. ≥% Cr + % Mo + 1,5 x % Si + 0,5 x % Nb + 2 x % Ti , que tiene una dureza mínima de 200 HV 0,5, medida 0,5 mm por debajo de la superficie de la barra de laminación, que tiene un límite elástico de al menos 450 MPa a 500°C y con una resistencia a la tracción de al menos 600 MPa a 500°C, y a partir de la superficie, la capa de nitruración tiene una profundidad de más de 0,15 mm y una dureza de nitruración superior a 950 HV 0,5.
PDF original: ES-2674648_T3.pdf
Método para la fabricación de un tubo de acero templado y laminado en caliente sin soldadura.
(22/06/2016) Procedimiento para la producción de un tubo de acero templado laminado en caliente sin soldadura, en el que el bloque hueco calentado a la temperatura de conformación se laminado en un tren de laminación para formar un tubo con un diámetro final tras laminación y se templa a continuación, y el diámetro del tubo se incrementa durante el templado con los parámetros de templado adecuados, caracterizado en que con el conocimiento del crecimiento del diámetro del tubo durante el templado, se ajusta el diámetro final del tubo a templar después del laminado en el tren de laminación, que el templado consiste en calentamiento en un horno, el subsiguiente enfriamiento de flujo continuo en una trayectoria de enfriamiento y un proceso de recocido, los parámetros de templado se ajustan sobre la base…
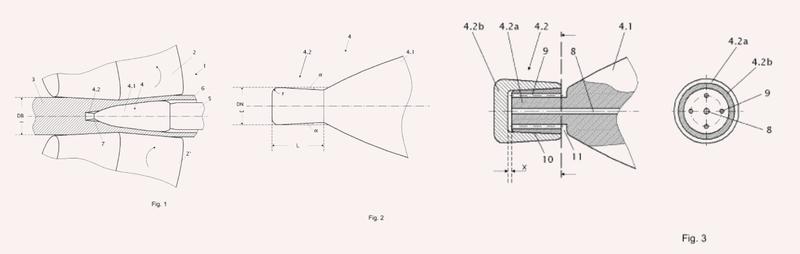
Mandril de perforación que tiene una vida de servicio mejorada para producir tubos continuos.
Sección de la CIP Técnicas industriales diversas y transportes
(09/03/2016). Ver ilustración. Solicitante/s: Vallourec Deutschland GmbH. Clasificación: B21B25/00.
El mandril de perforacion para perforar bloques redondos calientes de metal para la produccion de tubos sin soldadura , que tiene un extremo de mandril perforador y un cuerpo principal de mandril perforador que puede conectarse a una barra de mandril , caracterizada porque el diametro de la nariz del mandril de perforacion se forma de forma conica en la extension longitudinal hacia el cuerpo principal del mandril de perforacion.
PDF original: ES-2628728_T3.pdf
Procedimiento y dispositivo para la circulación optimizada de barras en la fabricación en caliente de un tubo de acero sin costuras según el procedimiento de laminación continua de tubos.
(23/04/2014) Procedimiento para la circulación optimizada de barras de mandrinado en la fabricación en caliente de un tubo de acero sin costuras según el procedimiento de laminación continua de tubos, en el que un tren laminador continuo de cajas múltiples es precedido por una circulación estándar de barras de mandrinado para suministrar, retirar y reprocesar las barras de mandrinado, en el que en caso de un cambio de dimensión se mantiene disponible al menos el número necesario de barras de mandrinado del mismo diámetro (A) para la laminación de una dimensión y en el que la circulación estándar de barras comprende las siguientes etapas:
- Lubricación…
Procedimiento para la fabricación de tubos sin costura por medio de un tren de laminación de barras de tres cilindros.
(26/09/2012) Procedimiento para la fabricación de tubos sin costura de metal, especialmente de acero, en el que un bloquehueco caliente generado anteriormente es estirado por medio de un tren de laminación de barras de tres cilindrossobre una barra de mandril para formar un tubo madre y el bloque hueco es provisto antes de la entrada en el trende laminación de barras sobre un bastidor antepuesto con una etapa de laminación que homogeneiza el diámetro,caracterizado porque las cilindros del bastidor antepuesto son subidos y bajados en la misma medida que losbastidores de transformación del tren de laminación de barras, de manera que el radio básico de calibración de loscilindros…
PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CUERPO HUECO SIN COSTURA DE ACERO.
(23/12/2011) Procedimiento para la fabricación de un cuerpo hueco sin costura a partir de un bloque redondo macizo de acero con un diámetro < 95 % del diámetro del bloque redondo macizo a través de un tren de laminación oblicua de dos cilindros a través de un mandril de perforación retenido entre los cilindros oblicuos y que presenta una parte de perforación y una parte de alisamiento , utilizando guías que cierran el calibre que se encuentran en otro plano, en el que la distancia de los cilindros en la sección transversal más estrecha se ajusta con relación al diámetro del bloque redondo empleado y la posición del mandril de perforación se ajusta…
MANDRIL DE FORJA PARA FORJAR EN CALIENTE PIEZAS DE TRABAJO TUBULARES DE METAL.
(23/03/2011) Mandril de forja para forjar en caliente piezas de trabajo tubulares de metal, que está constituido por un cuerpo de mandril y una barra de mandril y en el que el cuerpo del mandril consiste en un material resistente al calor, caracterizado porque el cuerpo del mandril está provisto, al menos en la zona de trabajo, de una capa que aminora la derivación del calor durante la forja hacia el cuerpo del mandril y que está firmemente adherida sobre el cuerpo del mandril, presentando la capa una conductividad calorífica más pequeña que la del material del cuerpo del mandril y teniendo dicha capa al menos un espesor de 50 μm
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO DE ACERO SIN COSTURA, PRODUCIDO EN CALIENTE.
(02/06/2009) Procedimiento para la fabricación de un tubo terminado caliente de acero sin costura en el que a partir de un bloque calentado a temperatura de transformación en un primer paso de transformación mediante estampado se produce un bloque hueco de paredes gruesas que a continuación se estira bajo el mismo calor en un segundo paso de transformación mediante laminado a través de una reducción del diámetro y del grosor de pared hasta formar el tubo previo (Luppe) y en un tercer paso de transformación de este se fabrica un tubo terminado mediante cilindros reductores, caracterizado porque el segundo y el tercer paso de transformación caracterizados por…
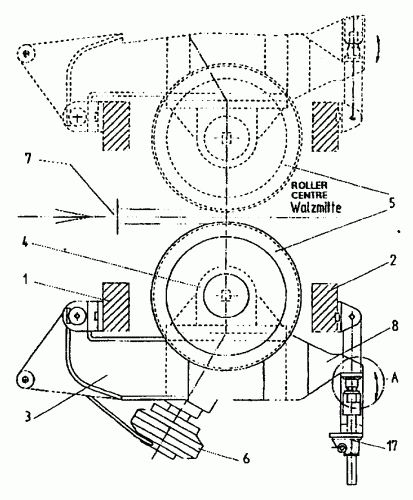
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE UN CUERPO HUECO A PARTIR DE REDONDO DE ACERO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1999). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Clasificación: B21B19/04, B21B37/78.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN CUERPO HUECO A PARTIR DE UN REDONDO DE ACERO SOLIDO MEDIANTE PUNZONADO EN UN MECANISMO DE LAMINACION BAJO LA UTILIZACION DE ELEMENTOS DE GUIA FORMANDO UNA DISPOSICION DE CALIBRADO. DE ACUERDO CON LA INVENCION, ANTES DEL COMIENZO DEL PROCESO DE PUNZONADO, SE REDUCE LA DISTANCIA ENTRE LOS ELEMENTOS DE GUIA DE FORMACION DE LA APLICACION DE CALIBRACION EN COMPARACION CON LA FASE DE LAMINACION ESTACIONARIA Y, DESPUES DE LA LAMINACION INICIAL, SE AJUSTA LA DISTANCIA AL VALOR USUAL PARA LA FASE ESTACIONARIA. MEDIANTE LA COMPARACION DE LAS FUERZAS QUE ACTUAN SOBRE LOS ELEMENTOS DE GUIA QUE FORMAN LA APLICACION DE CALIBRADO CUANDO EL REDONDO DE ACERO ESTA SIENDO PERFILADO Y LAS FUERZAS DE CIERRE QUE MANTIENEN PEQUEÑA LA DIMENSION DE APERTURA DE CALIBRADO SE VARIA LA DISTANCIA AUTOMATICAMENTE. LA INVENCION SE REFIERE, ADEMAS, A UN DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
{kind=link}
{kind=link}