Herramienta para mecanizar por arranque de virutas una pieza de trabajo.
(26/02/2020) Herramienta para mecanizar mediante arranque de virutas agujeros en piezas, en particular herramienta de mecanizado de precisión o escariador, que comprende:
- un cuerpo base que presenta un eje central ;
- al menos un dispositivo de corte que presenta al menos un filo cortante definido geométricamente ;
- un dispositivo de sujeción por medio del cual el dispositivo de corte puede sujetarse en el cuerpo base de la herramienta ;
- un dispositivo de ajuste que interactúa con el dispositivo de corte para ajustar el diámetro de mecanizado de la herramienta ; y que comprende
- un dispositivo de guiado que comprende un elemento de guiado alargado que interactúa con un receptáculo de guiado alargado de modo que, cuando se activa el dispositivo de ajuste , el dispositivo de corte puede guiarse de forma deslizable durante…
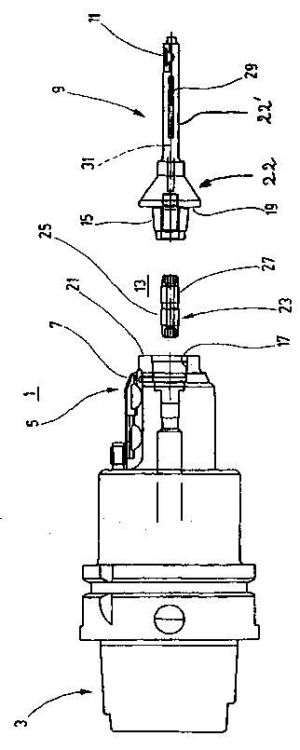
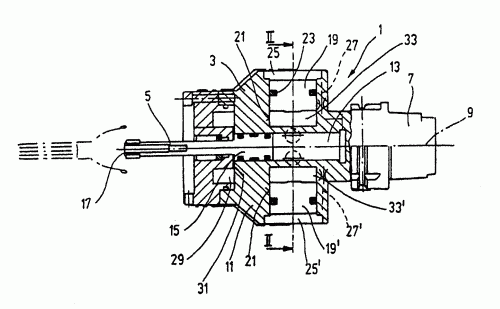
(19/02/2020) Mandril de sujeción que comprende
- una sección de acoplamiento ,
- una sección de recepción que presenta una escotadura ,
- una camisa , que puede ser insertada dentro de la escotadura de la sección de recepción y presenta una pared , que sirve para recibir una herramienta , y que comprende
- un dispositivo de sujeción para la fijación axial de una herramienta en el interior de la camisa , en el cual
- el dispositivo de sujeción tiene un perno , que está alojado en una escotadura en la pared de la camisa y puede ser desplazado bajo un ángulo agudo, de modo preferible, esencialmente en la dirección vertical a la extensión longitudinal de la camisa , y porque
- la longitud del perno , medida de modo…
Sección de la CIP Técnicas industriales diversas y transportes
(30/01/2019). Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG. Clasificación: B23C5/18, B23P15/46, B23P15/34.
Herramienta para el mecanizado de piezas de tra 5 bajo por arranque de viruta, con
- un cuerpo base que presenta un eje central , comprendiendo el cuerpo base
- una superficie exterior que presenta
- una capa de material duro aplicada al menos en ciertas partes de la superficie exterior ,
- en la que al menos se incorpora un filo de corte geométricamente definido, estando
- una parte frontal central alrededor del eje central del cuerpo base libre de la capa de material duro
, caracterizada porque
- al menos un filo de corte definido geométricamente se fabrica produciendo un espacio de desalojo de viruta eliminando material de la capa de material duro.
PDF original: ES-2722302_T3.pdf
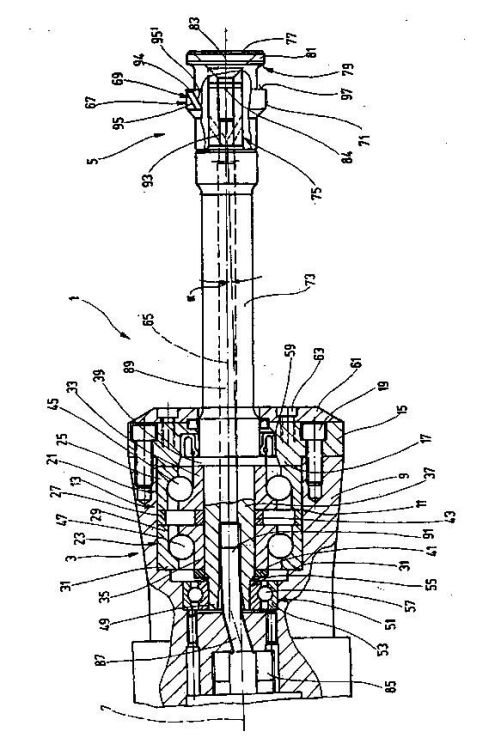
Escariador, plaquitas de corte para este escariador y procedimiento para ajustar el diámetro de mecanizado de dicho escariador.
(04/10/2018) Escariador , que comprende
- un cuerpo base ,
- un eje de rotación ,
- al menos un asiento para la plaquita avellanado en el cuerpo base , incluyendo al menos una primera y una segunda superficie lateral ,
- una plaquita de corte insertada en el asiento para la plaquita , que incluye al menos un filo cortante secundario (31A, 31B, 31C, 31D), en particular, una plaquita de corte como se establece en las reivindicaciones 10 a 14,
- un dispositivo de sujeción que comprende una mordaza de sujeción que sujeta la plaquita de corte en el asiento para la plaquita, donde la plaquita de corte puede ponerse en contacto con al menos la segunda superficie lateral del asiento para la plaquita bajo la acción de la mordaza de sujeción , y que comprende
- un dispositivo de ajuste que incluye…
(20/12/2017) Broca para realizar un orificio de taladro en unas piezas de trabajo que contienen materia plástica reforzada con fibras, comprendiendo
- al menos una cuchilla principal en el lado frontal,
- al menos una cuchilla auxiliair prevista en la región de una superficie periférica de la broca , y con - unos chaflanes de rectificado cilíndrico adyacentes a la, como minimo una, cuchilla auxiliar (11, 11') en el lado periférico, en la cual
- los chaflanes de rectificado cilíndrico continuos presentan, a partir de una zona delantera de la broca , una primera sección longitudinal con una primera anchura (B1), y adyacente a la misma una segunda sección longitudinal con una segunda anchura…
Herramienta de taladrar y procedimiento de fabricación de taladros.
(10/08/2016) Herramienta de taladrar para la fabricación de taladros, con
- una punta y un mango dispuesto de modo opuesto a la punta , visto en la dirección de un eje longitudinal de la herramienta de taladrar,
- presentando la herramienta de taladrar , en la región de la punta , al menos una cuchilla definida de manera geométrica, y con
- una extensión de diámetro que sucede a la punta , visto en la dirección longitudinal a partir de la punta , presentando la herramienta de taladrar una primera región con un primer diámetro que precede a la exten- sion de diámetro , y una segunda región con un segundo diámetro que sucede a la extension de diámetro ,
- siendo…
Herramienta de taladrar para el mecanizado de piezas.
(22/04/2015) Herramienta de taladrar para el mecanizado por arranque de virutas de piezas, que comprende:
- Un cuerpo de base
- Al menos un filo cortante definido geométricamente, que linda con la superficie de viruta
- Un espacio o caja de virutas asociado al filo cortante para recibir las virutas arrancadas por el filo cortante , de manera que la caja de virutas es introducida en el cuerpo de base de la herramienta , y con
- Un elemento guía de las virutas asociado al filo cortante que se caracteriza por que
- El filo cortante con el elemento guía de las virutas forma una hendidura receptora , que se une al espacio o caja de virutas…
Procedimiento para la producción de una pieza bruta exterior y de una pieza bruta interior de una junta de un árbol de transmisión.
(01/10/2014) Procedimiento para la producción de una pieza bruta exterior y una pieza bruta interior de una junta de un árbol de transmisión (G) en base a un material de partida en forma de barra, que presenta una cara frontal, con las siguientes fases:
- practicar al menos un hueco en la cara frontal del material de partida para preparar una superficie de la pista de bolas,
- extendiéndose el hueco perpendicularmente o bajo un ángulo respecto a la cara frontal y de forma rectilínea o curvada,
- practicar una ranura en la cara frontal del material de partida, que intersecta al menos un hueco para preparar la superficie de la pista de bolas con el fin de poder seccionar una pieza bruta…
(15/01/2014) Escariador expansible compuesto de:
- un cuerpo de base ,
- una sección anular (R),
- al menos un filo (13, 15, 13', 15') geométricamente definido dispuesto sobre la superficie exterior de la secciónanular (R),
- con un dispositivo de ajuste que comprende un tornillo de regulación , actuante desde el interior en lasección anular (R) para el ajuste de la posición radial de al menos un filo (13, 15, 13', 15'), estando
- el dispositivo de ajuste dispuesto en un espacio hueco previsto en el cuerpo de base del escariadorexpansible , y presenta un cuerpo de ajuste con una superficie exterior cónica o abombada que esdesplazable en el sentido del eje central del escariador expansible y sirve para el ensanchamiento de lasección anular (R),…
Herramienta para el mecanizado de precisión con arranque de virutas de piezas de trabajo.
(14/03/2012) Herramienta para el mecanizado de precisión con arranque de virutas de piezas de trabajo, con al menos una placa de cuchilla y al menos un dispositivo de ajuste actuando sobre la placa de cuchilla, que comprende un elemento de regulación (27; 27'') que se extiende sobre un sector de una cara lateral de la placa de cuchilla y un tornillo de ajuste para el desplazamiento del elemento de regulación respecto a la placa de cuchilla, caracterizada porque el elemento de regulación (27; 27'') tiene una superficie de ajuste que trabaja en común con la cara lateral de la placa de cuchilla y que consiste de dos superficies de contacto (28a, 29b) dispuestas…
Dispositivo de cambio de herramienta.
(07/03/2012) Procedimiento para cambiar al menos una herramienta, con las siguientes etapas:
- un mecanismo de cambio se agarra y se pone a disposición, como una pieza de trabajo, por un alojamiento de pieza de trabajo de una máquina herramienta,
- el mecanismo de cambio se desplaza, como una pieza de trabajo, a la zona de trabajo de la máquina herramienta o la máquina herramienta se desplaza al mecanismo de cambio , como a una pieza de trabajo,
- se ocasiona un movimiento relativo entre una herramienta y el mecanismo de cambio ,
- la herramienta a cambiar se introduce en una zona de alojamiento en el cuerpo base del mecanismo de cambio y se la deposita allí,
- puesta a disposición de una nueva herramienta mediante un mecanismo de cambio y
- agarre de la nueva herramienta, aprovechándose
- para la realización…
(07/03/2012) Escariador expansible compuesto de
- un cuerpo de base ,
- una sección anular (R),
- al menos un filo (13, 15, 13', 15') geométricamente definido dispuesto sobre la superficie exterior 5 de la sección anular (R),
- con un dispositivo de ajuste que comprende un tornillo de regulación , actuante desde el interior en la sección anular (R) para el ajuste de la posición radial de al menos un filo (13, 15, 13', 15'), estando
- el dispositivo de ajuste dispuesto en un espacio hueco previsto en el cuerpo de base del escariador expansible , y presenta un cuerpo de ajuste con una superficie exterior cónica o abombada que es desplazable en el sentido del eje central del escariador expansible y sirve para el ensanchamiento de la sección anular…
ÚTIL Y PROCEDIMIENTO PARA MECANIZADO FINO DE PIEZAS DE TRABAJO POR ARRANQUE DE VIRUTAS.
(08/11/2011) Útil para mecanizado fino de piezas de trabajo por arranque de virutas, con al menos una cuchilla que sirve para el mecanizado de desbaste, estando dotada de un filo de corte definido geométricamente y con al menos con una cuchilla que sirve para el mecanizado de acabado, estando dotada de un filo de corte definido geométricamente, siendo la cuchilla que sirve para el mecanizado de desbaste, componente del segmento de mecanizado de desbaste y la cuchilla que sirve para el mecanizado de acabado, componente del segmento de mecanizado de acabado , estando previsto una interfaz dispuesta entre el segmento…
HERRAMIENTA PARA EL MECANIZADO CON ARRANQUE DE VIRUTAS DE PIEZAS DE TRABAJO.
(14/10/2011) Herramienta para el mecanizado con arranque de viruta de piezas de trabajo con - como mínimo, una placa de cuchillas presentando al menos un filo geométricamente definido, - como mínimo, una sujeción fijada a la herramienta o es parte de la misma y está fijada a la placa de cuchillas , - un dispositivo de regulación que actúa sobre la sujeción y mediante la cual puede regularse la posición relativa de la sujeción respecto de la herramienta y, consecuentemente, de la placa de cuchillas respecto de la herramienta . - presentando la sujeción un dispositivo de ajuste , mediante el cual puede ajustarse, adicionalmente,…
HERRAMIENTA DE MECANIZADO PARA UN ASIENTO DE VALVULA Y PARA UNA GUIA DE VALVULA.
(08/06/2010) Herramienta de mecanizado para un asiento de válvula y para una guía de válvula, para el mecanizado fino del asiento y de la guía de una válvula en una culata de un motor de combustión interna, teniendo al menos dos herramientas parciales de las cuales una primera, que está asignada al mecanizado del asiento de válvula presenta al menos un filo con una geometría determinada y, una segunda, que está asignada al mecanizado de la guía de válvula, presentando al menos un filo con una geometría determinada y que están conectadas entre sí por una interfaz de precisión , con lo cual la interfaz de precisión está configurada como una conexión con un cono truncado y presentando una primera superficie plana en la primera herramienta parcial y una segunda superficie plana en la segunda herramienta parcial , dispuestas verticalmente respecto…
PLACA DE CUCHILLAS Y HERRAMIENTAS PARA EL MECANIZADO CON ARRANQUE DE VIRUTAS DE SUPERFICIES DE AGUJEROS.
(17/05/2010) Herramienta para la mecanización con arranque de viruta de superficies de agujeros con, como mínimo, una placa de cuchillas (1s, 1''s; 1u, 1''u, 1''''u) insertada en la cara frontal de la herramienta y, como mínimo, una placa de cuchillas (1s, 1''s; 1u, 1''u, 1''''u) insertada en la superficie perimetral de la herramienta , presentando cada una de las placas de cuchillas, como mínimo, dos cuchillas geométricamente definidas, estando una cuchilla de las placas de cuchillas conformada como cuchilla de desbaste (17, 17'') y la otra cuchilla de las placas de cuchillas como cuchilla de acabado (19, 19''), y estando las cuchillas dispuestas en ambos extremos de un borde lateral (15, 15'') de las placas de cuchillas, caracterizada porque la como mínimo única placa de cuchillas insertada esencialmente tangencial a la cara frontal de la herramienta…
UTIL PARA LA MECANIZACION CON ARRANQUE DE VIRUTA DE TALADROS.
(28/04/2010) Útil para la mecanización con arranque de viruta de superficies de taladros con
- un cuerpo básico ,
- un dispositivo de corte que presenta, al menos, una placa de corte con, al menos, una cuchilla (19; 19'') definida geométricamente,
- estando la, al menos, única placa de corte fijada en forma tangencial a la superficie frontal del útil , preferentemente encastrada en la misma, y con
- al menos, una superficie de guía para la guía del útil en el taladro mecanizado,
- estando la, al menos, única placa de corte dotada de una rectificación curvada mediante la que se crea una superficie de apoyo adyacente a la cuchilla, curvada en un radio que es menor que el radio del taladro a mecanizar, estando la zona de la superficie de apoyo directamente adyacente…
Sección de la CIP Técnicas industriales diversas y transportes
(15/12/2009). Ver ilustración. Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG. Clasificación: B23B51/02.
Sistema de herramienta que tiene, como mínimo, dos piezas de herramienta que establecen contacto entre sí en una zona de unión, y cuyas superficies de contacto coordinadas entre sí están dotadas de dientes y rebajes que encajan entre sí con el objetivo de constituir un sistema de unión dentada, y el sistema de unión dentado está constituido de manera tal que las superficies de contacto pueden ser juntadas solamente en, como mínimo, un ángulo de posicionamiento de giro específico con respecto al eje medio de las piezas de herramienta, caracterizado porque, como mínimo, una de las superficies de contacto tiene, como mínimo, una protuberancia , siendo realizable dicha protuberancia como elemento de relleno dispuesto entre los dientes y poseyendo la otra de las superficies de contacto, como mínimo, una zona libre en la zona de un diente.
(31/08/2009) Interfaces entre un primer elemento de herramienta (1:10) y un segundo elemento de herramienta (1'') con un saliente (25,25'') previsto en el primer o segundo elemento de herramienta y con una cavidad , que aloja el saliente, prevista en el segundo o primer elemento de herramienta, caracterizadas porque la cavidad presenta un contorno interno que está diseñado para salientes conformados con múltiples aristas o con forma de estrella, porque el contorno interno presenta dos primeras zonas (7;7'') que comprenden primeras y segundas secciones (9,9''; 11, 11'') cóncavas, porque las primeras y segundas secciones (9,9''; 11, 11'') de las dos primeras zonas (7;7'') presentan radios de curvatura diferentes, porque el contorno interno presenta dos segundas zonas (13;13'') que comprenden al menos una primera sección (15'',…
(01/04/2009) Escariador, comprendiendo - un cuerpo principal , - al menos una ranura avellanada en el cuerpo principal , - una placa de cuchilla , presentando al menos un filo de corte determinado geométricamente insertada en la ranura , - un dispositivo de sujeción que sujeta la placa de cuchilla en la ranura , que incluye una garra de sujeción y un tornillo de sujeción y comprendiendo - un dispositivo de ajuste mediante el que puede ajustarse la proyección de al menos un filo de corte de la placa de cuchilla sobre una superficie perimetral o sobre al menos una regleta de guía del escariador , caracterizado porque el dispositivo de ajuste presenta sólo un tornillo…
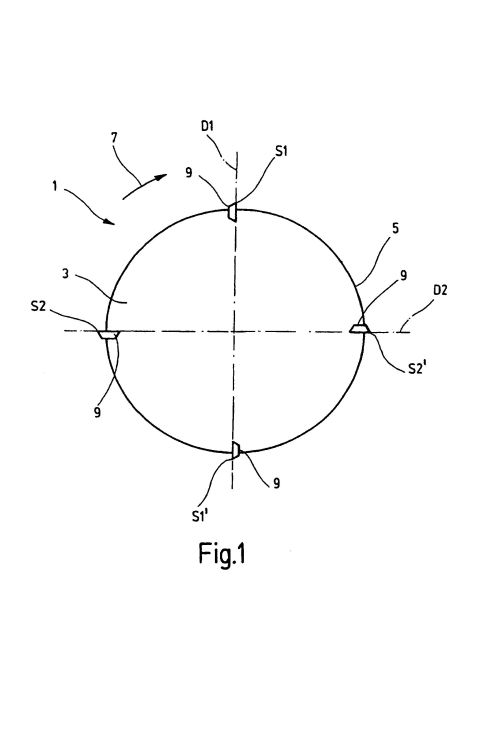
UTIL PARA EL MECANIZADO CON ARRANQUE DE VIRUTAS DE SUPERFICIES DE AGUJEROS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/2009). Ver ilustración. Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG. Clasificación: B23D77/00.
Útil para el mecanizado con arranque de viruta de superficies de agujeros, con al menos cuatro filos cortantes, dispuestos de a pares entre sí, estando un par de filos cortantes dispuesto, visto en sentido axial del útil , desplazado uno respecto del otro y un primer par de filos cortantes (S1, S1'') dispuesto diametralmente opuesto, caracterizado porque el primer par de filos cortantes (S1, S1''), visto en sentido axial del útil , está dispuesto en la misma posición.
INTERFAZ DE UNA HERRAMIENTA.
(01/11/2008) Interfaz de una herramienta, con - una primera pieza comprendiendo un alojamiento configurado como cono hembra , que presenta una primera sección de conducto dispuesta en forma concéntrica a su eje central, - una segunda pieza que comprende un cono de vástago hueco que puede insertarse en el alojamiento, que presenta una segunda sección de conducto concéntrica a su eje central, y un taladro con una pared dotada de una ranura anular que comprende un talón de sujeción , estando alineadas los ejes medios de la primera y segunda pieza , y con - una pinza portapieza fijada a la primera pieza presentando dos mordazas de sujeción (41, 41¿), comprendiendo un dispositivo de accionamiento que actúa en conjunto con las mordazas de sujeción, activable mediante un elemento de accionamiento, estando las mordazas de sujeción,…
HERRAMIENTA DE BROCHAR Y METODO PARA EL MECANIZADO DE SUPERFICIES DE ORIFICIOS CON ARRANQUE DE VIRUTAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2008). Ver ilustración. Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG. Clasificación: B23D43/00, B23D43/06, B23D37/16.
Herramienta de brochar para el mecanizado de superficies de orificios con arranque de virutas, en concreto para la creación de al menos una ranura, con un cabezal de corte que presente como mínimo una cuchilla y con un cuerpo principal que soporte dicho cabezal de corte , caracterizada por el hecho de que el cabezal de corte está alojado en el cuerpo principal excéntricamente y de forma que puede girar, y que el eje central del cabezal de corte forma un ángulo agudo a con el eje central del cuerpo principal.
UTIL Y PROCEDIMIENTO PARA MECANIZADO FINAL DE ASIENTOS Y GUIAS DE VALVULA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2008). Ver ilustración. Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG. Clasificación: B23B51/10, B23C3/05.
Útil para el mecanizado final de asientos y guías de válvula dentro de un monobloque de una máquina a combustión de un automóvil, con al menos un primer segmento que presenta al menos una primera cuchilla para el mecanizado de asientos y de guías de válvula, con al menos un segundo segmento que presenta al menos una segunda cuchilla para el mecanizado de la guía de válvulas y con un punto de separación entre el primer segmento y el segundo segmento , caracterizado por que el punto de separación comprende un cono y una escotadura cónica que lo aloja y por que los segmentos del útil están fabricados de diferentes materiales, empleándose para el primer segmento preferentemente acero y para el segundo segmento preferentemente metal duro.
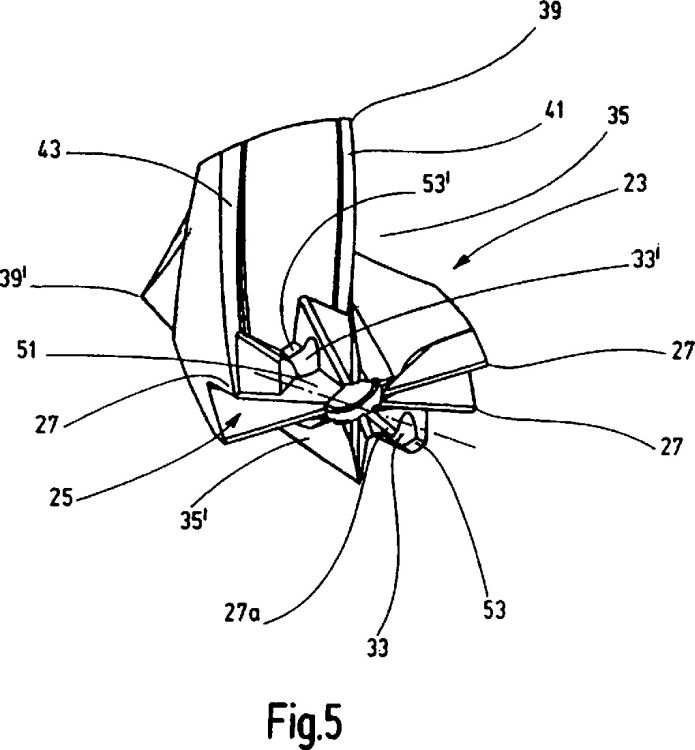
UTIL PARA MECANIZAR UNA SUPERFICIE ESFERICA CONCAVA POR ARRANQUE DE VIRUTAS.
(01/11/2006) Útil para mecanizar una superficie esférica cóncava (3, 3) de una pieza a trabajar con un eje rotatorio y una superficie exterior convexa que presenta una cabeza para útiles , que comprende por lo menos una placa de cuchilla (17, 17, 19, 19) que presenta al menos un filo cortante (31, 31, 31), placa que está insertada en una entalladura colocada en el cuerpo base de la cabeza para útiles , presentando además una parte anterior (35, 35) plana, en donde al menos un filo cortante (31, 31, 31) está conformado por la zona de la línea de corte de la parte anterior con la superficie periférica , estando este filo cortante (31, 31, 31) curvado convexo, y se caracteriza en que al menos una placa de cuchilla (17, 17, 19.19) está fijada de manera que está dispuesta inclinada en dos direcciones con respecto a un plano…
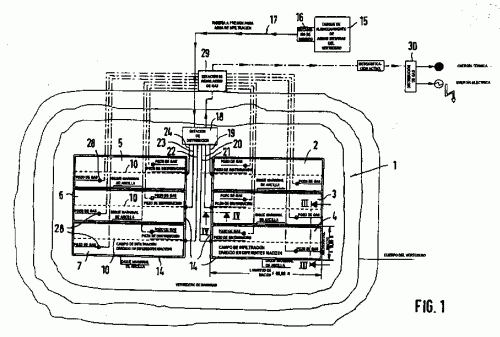
PROCEDIMIENTO Y DISPOSITIVO PARA LA EXPLOTACION PERFECCIONADA DE VERTEDEROS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2006). Ver ilustración. Solicitante/s: KRESS, DIETER. Clasificación: B09B1/00.
Procedimiento para una explotación mejorada de vertederos controlados, cubiertos de modo estanco a los líquidos, con pozos de gas dispuestos de modo repartido para la evacuación del gas del vertedero generado por el proceso bioquímico de descomposición, caracterizado porque la superficie del vertedero, dividida en distintos campos de infiltración separados, se infiltra laminarmente con agua desde arriba en función de la producción de gas local.
ACOPLAMIENTO DE HERRAMIENTAS.
(01/07/2004) Unión entre dos elementos de herramienta, de los que un primer elemento de herramienta presenta una cavidad en forma de cono hueco y un segundo elemento de herramienta presenta un saliente cónico que puede encajarse en la cavidad, presentando la cavidad y el saliente unos ángulos de cono prácticamente idénticos, estando constituido el saliente prácticamente rígido y la pared del primer elemento de herramienta (soporte ) que rodea la cavidad flexible, estando provistos los dos elementos de herramienta de unas superficies planas que contactan una contra otra al unirse los dos elementos de herramienta , apretándose los dos elementos de herramienta en dirección axial, en el estado montado de la unión, mediante un dispositivo…
HERRAMIENTA PARA LA MECANIZACION DE PRECISION CON ARRANQUE DE VIRUTA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2003). Ver ilustración. Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG. Clasificación: B23D77/02.
SE PROPONE UN ESCARIADOR PARA MECANIZACION FINA CON ARRANQUE DE VIRUTA DE SUPERFICIE DE TALADRADO EN PIEZAS DE TRABAJO METALICAS, CON UNA PLACA DE CUCHILLA Y DOS RAILES DE GUIA COORDINADOS CON ELLA, DONDE EL PRIMER RAIL DE GUIA DE LA PLACA DE CUCHILLA, VISTO EN LA DIRECCION DE GIRO DEL ESCARIADOR, ESTA DISPUESTO CON UN ANGULO APROXIMADAMENTE DE 40 ° Y LA SEGUNDA GUIA DE RAIL DISPUESTA OPUESTAMENTE A LA PLACA DE CUCHILLA. EL ESCARIADOR (1; 1'; 1'') TIENE AL MENOS UNA PLACA DE CUCHILLA ADICIONAL (SEGUNDA PLACA DE CUCHILLA ), QUE ADELANTA AL SEGUNDO RAIL DE GUIA EN APROXIMADAMENTE 40°.
HERRAMIENTA PARA EL MECANIZADO DE PRECISION DE SUPERFICIES DE AGUJEROS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/2003). Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG. Clasificación: B23B5/10.
Cuchilla para una herramienta para la mecanización de precisión, con arranque de viruta, de superficies de agujeros en piezas, de manera que la cuchilla se coloca en una escotadura existente en la superficie periférica de la herramienta y se sostiene por medio de, como mínimo, una garra que coopera mediante un labio de apriete por lo menos con una superficie de apriete (21, 21) inclinada de la cuchilla , caracterizada por el hecho de que la superficie de apriete (21; 21) - vista en planta - tiene una forma esencialmente triangular, en que dicha superficie de apriete (21; 21) posee un canto limítrofe (43; 43) que corre esencialmente paralelo a un canto lateral (49; 49) de la cuchilla , y que la superficie de apriete (21; 21) asciende desde el canto limítrofe (43; 43) hacia al eje longitudinal medio de la cuchilla.
HERRAMIENTA PARA EL MECANIZADO CON ARRANQUE DE VIRUTA DE SUPERFICIES DE TALADROS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2002). Ver ilustración. Solicitante/s: MAPAL FABRIK FUR PRAZISIONSWERKZEUGE DR. KRESS KG. Clasificación: B23C3/05.
SE EXPONE UNA HERRAMIENTA PARA EL MECANIZADO DE SUPERFICIES DE PIEZAS, ESPECIALMENTE SUPERFICIES DE ORIFICIOS DE TALADRO POR RETIRADA DE VIRUTAS, QUE COMPRENDE AL MENOS DOS HERRAMIENTAS PARCIALES QUE PUEDEN DESPLAZARSE UNA HACIA LA OTRA, CARACTERIZADA PORQUE LA HERRAMIENTA DE TRABAJO QUE ELABORA LA SUPERFICIE DE LA PIEZA PUEDE SER MOVIDA GIRATORIAMENTE. LA HERRAMIENTA SE CARACTERIZA PORQUE INCLUYE AL MENOS UN ELEMENTO DE CONTROL QUE PUEDE DESPLAZARSE EN POSICION PRACTICAMENTE PERPENDICULAR AL EJE DE ROTACION DE LA HERRAMIENTA, EN RELACION CON ESTA ULTIMA . EL CITADO ELEMENTO DE CONTROL HACE QUE UNA HERRAMIENTA PARCIAL SE MUEVA EN RELACION CON LA OTRA HERRAMIENTA PARCIAL , PREFERENTEMENTE CUANDO SE ALCANZA UNA DETERMINADA VELOCIDAD DE ROTACION.
PLACA DE CORTE POLIGONAL.
(01/08/2002) LA INVENCION SE REFIERE A UN TROQUEL POLIGONAL PARA EL MECANIZADO CON DESPRENDIMIENTO DE VIRUTAS DE SUPERFICIES PERFORADAS EN PIEZAS METALICAS, QUE ESTA FORMADO POR ARISTAS LATERALES RECTAS (7, 9, 11, 13, 15 Y 17) DISPUESTAS EN UN MISMO PLANO QUE SE TRANSFORMAN TANGENCIALMENTE EN ZONAS DE ESQUINA REDONDEADAS, ACTUANDO CIERTAS PARTES DE LAS ZONAS DE ESQUINA Y DE LAS ARISTAS LATERALES COMO FILO PRINCIPAL Y FILO LATERAL; ARISTAS DE ATAQUE DE VIRUTAS QUE ACTUAN COMO ROMPEVIRUTAS Y ESTAN SEPARADAS DE LAS ARISTAS LATERALES (7, 9, 11, 13, 15 Y 17), LIMITANDO LAS SUPERFICIES DE ARRANQUE DE VIRUTA QUE PARTEN DE LOS FILOS. EL TROQUEL DE LA INVENCION SE CARACTERIZA PORQUE EL LADO ANTERIOR DEL TROQUEL Y LAS ARISTAS LATERALES (7, 9, 11, 13, 15 Y 17) ESTAN DISPUESTOS EN UN MISMO PLANO (E); LA SUPERFICIE…
(01/11/2000) LA INVENCION SE REFIERE A UN FILTRO PARA LA FILTRACION POR SEDIMENTACION DE LIQUIDOS TALES COMO ZUMOS, VINO, CERVEZA O SIMILARES. EN UN DEPOSITO SE COLOCA UN PAQUETE DE FILTROS DE ELEMENTOS FILTRANTES PLANOS Y APILADOS UNOS SOBRE OTROS, PRESENTANDO CADA ELEMENTO FILTRANTE UN BUJE QUE SE MANTIENE ALINEADO EN SU POSICION POR UN EJE QUE ATRAVIESA EL PAQUETE DE FILTROS . EN LA BUJE SE PREVE UNA CONDUCCION AXIAL PARA EL LIQUIDO A FILTRAR , QUE ALIMENTA A VARIOS CANALES DE ALIMENTACION DISTRIBUIDOS UNIFORMEMENTE A LO LARGO DEL PERIMETRO DE CADA BUJE , DIRIGIDOS RADIALMENTE HACIA EL EXTERIOR. LOS CANALES DE ALIMENTACION DESEMBOCAN EN UNA CAMARA ANULAR DE DISTRIBUCION , DE LA CUAL EL LIQUIDO A FILTRAR FLUYE RADIALMENTE HACIA LA CAMARA SITUADA ENTRE LOS ELEMENTOS FILTRANTES VECINOS, A TRAVES DE UNA RENDIJA DE SALIDA …
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}