6 inventos, patentes y modelos de KNAUP, HANS-JURGEN
Procedimiento para la fabricación de un componente estructural con forma de tubo para un automóvil.
(11/02/2015) Procedimiento para la fabricación de un componente estructural con forma de tubo para un automóvil, en el que en primer lugar una placa metálica es recortada periféricamente y luego en al menos una etapa de conformación es deformada en un cuerpo de tubo con zonas de contacto marginales opuestas entre sí y mediante conformación por alta presión interna es conformada en el componente estructural con forma de tubo, en el que las zonas de contacto son comprimidas entre sí con estanqueidad durante la conformación por alta presión interna, caracterizado por que el cuerpo de tubo es calentado a por encima de Ac3 antes de la conformación por alta presión interna y mediante la alta presión interna es conformado finalmente en el componente estructural y luego es enfriado y…
UTIL DE MOLDEO EN CALIENTE.
Sección de la CIP Técnicas industriales diversas y transportes
(13/11/2009). Ver ilustración. Solicitante/s: BENTELER MASCHINENBAU GMBH. Clasificación: B29C33/04, B21D37/16, B29C33/38M, B29C33/38.
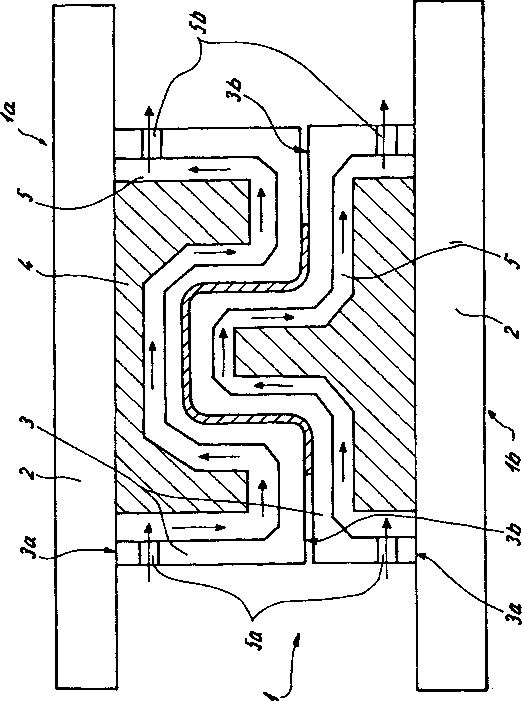
Útil de moldeo en caliente , con un útil superior y un útil inferior (1a, 1b), en el que tanto el útil superior como también el útil inferior (1a, 1b) están constituidos, respectivamente, por una placa de base con una mordaza de moldeo fijada en ella y un núcleo fijado igualmente en la placa de base y entre el núcleo y el lado trasero de la mordaza de moldeo dirigido hacia el núcleo está configurado un sistema de canalización para la conducción de un refrigerante, caracterizado porque al menos las mordazas de moldeo están configuradas como piezas fundidas.
PROCEDIMIENTO PARA LA FABRICACION DE UN COMPONENTE DE ESTRUCTURA O DE CHASIS PARA VEHICULOS.
Sección de la CIP Técnicas industriales diversas y transportes
(23/06/2009). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Clasificación: B21D53/88, B21D22/02, B62D21/00.
Procedimiento para la fabricación de un componente de estructura o de chasis para automóviles a partir de una platina , que es conformada en un componente de estructura o chasis en una herramienta de moldeo por prensa , presentando la platina al menos un almacenamiento de material y durante el proceso de conformación al menos un borde de la platina es comprimido contra un contrafuerte en la herramienta de moldeo por prensa y el almacenamiento de material (6, 7es conformado en el borde y en una cavidad en la herramienta de moldeo por prensa , caracterizado porque el almacenamiento de material está realizado con forma de onda en la platina.
COLUMNA B PARA UN VEHICULO MOTORIZADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2008). Ver ilustración. Solicitante/s: BENTELER AG. Clasificación: B62D25/04, B62D29/00.
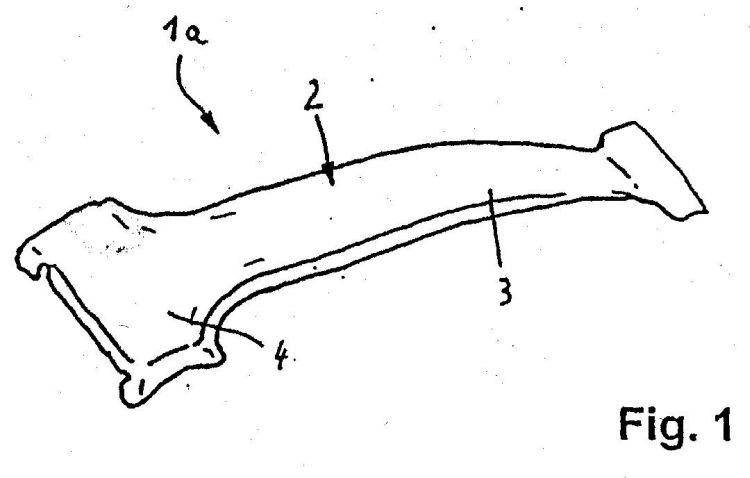
Columna B como componente de la carrocería para un vehículo motorizado, compuesta por un perfil longitudinal de acero, en donde el perfil longitudinal presenta una sección longitudinal superior con una estructura material fundamentalmente martensítica y una resistencia por encima de 1.400 N/mm2 y una sección longitudinal inferior con mayor ductilidad con una estructura material fundamentalmente ferrítica-perlítica y una resistencia por debajo de 850 N/mm2.
PROCEDIMIENTO DE PRODUCCION DE UN PERFIL DE CHAPA TEMPLADO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(01/03/2005). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH. Clasificación: C21D1/02, B21D19/08, B21D22/04, C21D1/673.
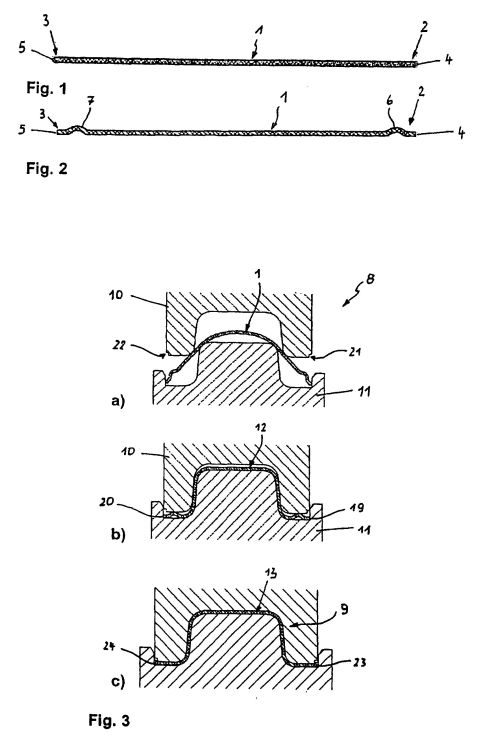
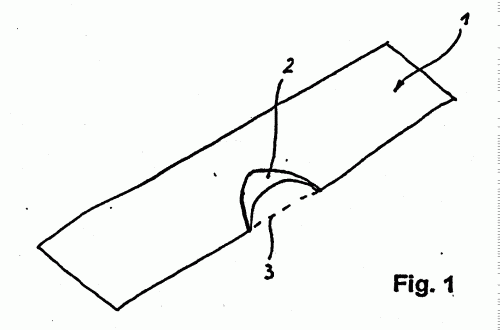
Procedimiento para la fabricación de un perfil de chapa templado a partir de una platina o de un semifabricado, que se conforma y templa en caliente para formar un perfil de chapa en un útil de prensa, al mismo tiempo, que en el perfil de chapa se prevén cuellos, que sobresalen del plano de la platina, caracterizado porque en el proceso de conformado se conforman los cuellos a partir de zonas no perforadas de la platina.
PLACA COMO SEMIPRODUCTO PARA UN SOPORTE DE IMPACTO LATERAL, Y SOPORTE DE IMPACTO LATERAL PARA UN VEHICULO AUTOMOVIL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/2004). Ver ilustración. Solicitante/s: BENTELER AUTOMOBILTECHNIK GMBH & CO. KG. Clasificación: B60J5/04.
Placa como semiproducto para un soporte de impacto lateral (1, 1a, 1b) integrable en una pared lateral de un vehículo, que posee al menos un refuerzo longitudinal de sección trapezoidal y extremos en forma de rampa que se extienden por la parte esencial de su longitud (L1), con un nervio central , con patas (6, 6a, 6b) que divergen del nervio central y con bridas (7, 7a, 7b) situadas por el borde de las patas (6, 6a, 6b), así como zonas de unión extremas, caracterizada porque la placa es separada de una cinta de material con espesor de chapa constante y presenta una zona central alargada de anchura constante (B) dimensionada para ser por lo menos de longitud mitad que la placa , en donde a los extremos longitudinales de la zona central se unen secciones finales en forma aproximada de lengüeta.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}